高线轧机集卷站区域设备故障降低
2014-09-11苏习聪
苏习聪
(马钢三钢轧总厂 安徽马鞍山 243000)
高线轧机集卷站区域设备故障降低
苏习聪
(马钢三钢轧总厂 安徽马鞍山 243000)
介绍了高速线材生产线集卷区域的疑难故障和处理方法,为今后类似故障处理积累了经验。
线材生产线;集卷;芯棒
马钢高线集卷站设备是由德国西马克公司提出初步设计,再由马鞍山钢铁设计院详细设计;并由马钢机制公司制造,十八冶负责安装的。此设备位于高线轧机传输辊道 (LCC)末端下方。集卷站区域设备由集卷筒、双芯棒、托板和托卷小车组成。实际收集最大线卷高度为3000mm,收集线卷尺寸外径为Ф1250mm,内径为Ф850mm,线卷运输距离为6000mm, 集卷站的功能是将LCC辊道上的线圈水平方向运动到集卷筒的上方,然后垂直落入到集卷筒里集成卷,由托卷小车输送到C型钩上。它的集卷过程是,从LCC辊道过来的线卷呈水平进入集卷筒后,通过位于集卷筒中心位置的鼻锥,落到分离爪上,这时鼻锥靠这个由汽缸驱动的分离爪装置托起,以接受盘卷。盘卷落到分离爪上后,当双芯棒之一处于集卷位置,并且内芯棒由液压缸提升托起鼻锥时,分离爪打开,盘卷落到下面的托板上,通过油马达带动链轮机构驱动托板下降,直至整个线卷全部收集到芯棒上,鼻锥再由分离爪托住,等待接收下一个线卷。同时托板打开,内芯棒下降,定位缸复位,芯棒旋转;这时,集满卷的芯棒由垂直位置旋转至水平位置,而水平位置的芯棒旋转至垂直位置,以准备接受下一个盘卷。托卷小车从集满卷的水平芯棒上卸下盘卷,并将盘卷送到单轨运输机的C型钩上。重复上述的动作,即可对盘卷进行收集。但是从我厂试生产开始,由于设计方面原因,集卷站区域故障频繁,这些问题严重制约着生产,只有解决这些问题,才能保证我厂生产的顺利进行。
1 故障的主要现象、原因及解决措施
1.1 双芯棒挂钢
造成双芯棒挂钢的主要原因是
1.1.1 吐丝机送出的线圈位置偏移, 进集卷筒较困难
我们知道吐丝机的吐丝速度在设定值的引导下,随着轧制张力的不同速度也有不同的变化,它的变化就可能造成吐出来的圈,不在轧制中心线的中间位置,可能偏左,也可能偏右,这样左右不定的线圈就不能沿着中心位置落入芯棒上,造成芯棒挂钢。针对这一问题,我们在LCC尾部升降辊道的两侧各安装二个立辊,将偏移的线圈挡到轧制中心线位置上,使这些线圈能沿着中心位置进入集卷筒成卷。
1.1.2 芯棒顶部有平台结构面导致挂钢
芯棒位于鼻锥的下部,它是由内芯棒和外芯棒两部分组成,它的结构如参见下图1所示,当我厂进行线材试轧时,线圈在下落过程中,几乎每盘线卷都要挂在外芯棒的四个侧板顶部平台和因内芯棒上升后形成的平台上。挂钢位置如(1)所示,针对芯棒挂钢的情况,我们对芯棒的四个侧板进行改造;改造后结构如(2)所示,也就是将外芯棒的四个平台修磨成斜面,利于线卷的落下。对芯棒的四个平台进行改造后,我们又开始对内芯棒顶住鼻锥时,芯棒和鼻锥之间形成的一个高大约200mm,内径为Ф260mm,外径为Ф420mm的环状平台挂钢的原因进行了分析。原因如下:
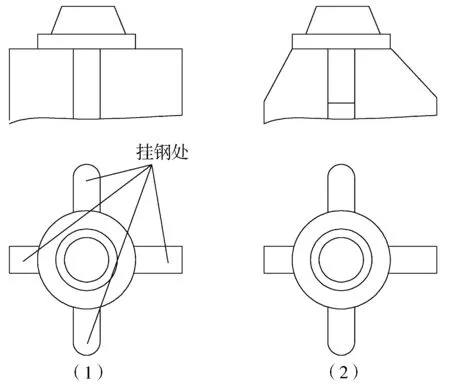
图1 芯棒结构以及改进示意图
(1)当线卷在下落过程中,线卷接近离开集卷筒筒体底部时,如果这时线卷的一边正好撞到筒壁时,那么线卷就会反弹,这时线卷的另一边已经离开集卷筒,由于反弹造成线卷挂到内芯棒与外芯棒之间的环状平台上,再次造成线卷挂在芯棒上。
(2)是由于轧制不同线材时,采用不同的辊道速度,由于辊道速度的不同,吐丝后线圈的厚度也不相同,那么线圈进入集卷筒时,也不可能是水平下落到芯棒上,有时沿着鼻锥的某一面斜的下来,有时沿着集卷筒某一面筒壁斜的下降,当线卷离开鼻锥或集卷筒筒壁时,由于线卷没有任何支撑,进入这段环状区域时,受线卷重心的作用,斜度加大,这段线卷的上部向集卷筒中心移动,这样很容易挂到内芯棒与外芯棒之间的环状平台上,造成线卷挂在芯棒上。
我们通过分析发现只有消除这一平台,才能解决线卷在此处挂钢。所以,我们在内芯棒 外侧做一个Ф435mm*190mm的圆箍,焊在外芯棒上罩住内芯棒,结构如图2所示。通过我们对芯棒的改造,大大减少了芯棒的挂钢机会,基本消除芯棒挂钢的现象。
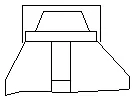
图2 内芯棒罩盖示意图
1.2 托板不能稳定定位
托板是由液压马达带动链轮机构,驱动托板上下移动,托板定位是通过电气控制抱闸来实现的,而抱闸盘直接安装在托板传动主轴上,根据设计我们知道,液压抱闸的型号为YWZ5-250/30通过查《机械零件设计手册》可知,此型号的制动器制动力矩为225Nm-360Nm,我们从图纸中可计算出托板移动架系统的总重量大约是2700kg,而线卷的重量大约2300kg,它们的总重量大约是5000kg,而链轮的直径为ф340mm,要使这么重的托板移动架和线卷在任何位置都能够稳定停移车,那么制动器的制动力矩必须大于链轮在主轴上的负载力矩。计算如下:
已知:链轮直径:D=340mm,
托板移动架系统和线卷重量:F1=5000kg,
那么主轴上的负载力矩M1为:
M1=F1·D/2=5000×9.8×0.17=8330Nm
从以上计算可知链轮在主轴上的扭矩远远大于YWZ5型号制动器的力矩,所以托板无法在空中定位,经与德国厂家联系,外方向我们推荐了一种气动闸阀。我们根据资料可知:
此气动闸阀单边压紧力:F=31700N
作用在轴向总推力:N=4×31700N
闸皮与托板传动主轴的距离:R=265mm
闸皮与闸盘的磨擦系数:u=0.4
制动安全系数:K=1.5
通过下式,可计算出此气动抱闸的制动力矩M2:
M2>M1
所以,安装此种制动器,就可保证托板能够在任何位置都能移定定位。我们根据这种制动器的结构,对托板传动机构的基础部分进行修改,成功的安装了这种制动器,解决了抱闸的制动力矩不匹配的问题。
1.3 内芯棒卡死
我厂是以生产冷镦钢为主的企业,由于生产的需要,线卷经过风冷辊道保温冷却,线圈在集卷站收集时的温度在650℃左右,同时带有大量的氧化铁皮,内芯棒的上升是由液压缸驱动,下降是靠自重来下降,内芯棒的重量仅为550kg,内芯棒定期加注干油润滑的,内芯棒与铜套的配合尺寸为φ300H9/c8,从手册中可知φ300H9公差为φ3000+0.03;φ300c8公差为φ300-0.44-0.33
也就是说它们最大间隙为0.03-(-0.411)=0.431
我们通过红外测温仪测量芯棒的温度大约在450℃左右,如此高的温度造成干油失效,干油和氧化铁皮在这间隙内形成块状物体,使内芯棒无法靠自重下降,造成大量故障。针对这一情况,我们将内芯棒铜套改成自润滑铜套,并将它们的配合间隙调整为3.5mm,避免因加干油造成干油碳化和氧化铁皮在内芯棒内的沉积,造成内芯棒无法靠自重自由下降。
1.4 托卷小车齿轮齿条的磨损和小车脱齿
托卷小车的运动是由液压缸带动齿轮和两条分别固定在小车底部和固定底座上的齿条驱动的,托卷小车运动行程为3000mm,由于设计不合理齿条使用的终点位置始终处于极限位置,且齿条材料选择为40Gr,而40Gr属低淬透性合金调质钢,所以在使用过程中极易造成齿条的磨损,每三个月就需要更换一根齿条,我们通过更换齿条材料和加工工艺,要求齿条材料改成中淬透性合金调质钢42 GrMo的锻坯加工后,使用7个月的齿条情况来看,还未出现明显的磨损情况。
对托卷小车脱齿的问题,主要原因是现场条件较差,经常有断丝落入小车轨道上,由于没有及时发现,小车经过此处时发生跳动,由于齿条位置始终处于使用极限位置,因而造成小车脱齿。针对这一情况,我们增加齿条的齿数,使它不处于小车运动的极限位置,同时要求操作人员及时清除乱丝,就是发生小车跳几个齿,也不会发生小车脱齿而影响生产,我们可利用停产时间将小车复位。
1.5 托板开合由摆动缸传动改为液压缸传动
目前托板的开闭由摆动缸控制,而摆动缸控制托板的开闭不能准确定位,造成托板下降后线卷经常卡在托板和芯棒的十字架之间,造成托板打不开,影响生产节奏。另一方面目前使用的摆动缸价钱较贵,国内无法修理。而目前使用的摆动缸使用周期只有一年左右,而更严重的是如果生产过程中发生摆动缸故障,处理较困难,更换摆动缸一次大约需要五到六小时。所以我们提出将托板转动由摆动缸改成液压缸传动的方案 ,这样能够解决托板开闭的准确定位问题,液压缸的购买成本很低只有摆动缸的三十分之一,且维修简单方便 。
液压缸的选择
目前使用的摆动缸从外方提供资料可知:
该缸额定力矩M1=15.5Nm/Pa,
工作压力P=120Pa,
所以摆动缸的力矩M=M1×P
=15.5×120=1860Nm。[1]
从《机械工程手册》可知,当选择50/36液压缸,在工作压力120Pa时
该缸拉力F=11352 N,
现在我们转臂L1=270mm,
则缸的力矩为M2=F×L1
=11352×0.27=3065.04Nm
大于1.5倍摆动缸的扭矩M。能够满足托板的转动。
2 总结
我们对集卷站区域的一些故障,通过我们自主研究改造,基本消除了芯棒挂钢现象,同时也提高了线材通过成卷质量,减少了故障时间,为今后的故障处理积累了经验。
[1] 编委会.机械工程手册[M].北京:机械工业出版社,1982
Solution of Problems in Coil Collecting of Wire Plant
SU Xi-Cong
The article introduces the Unusual and difficult problems and its solution in coil collecting of wire plant. It can be adopted in the similar problems.
wire plant ; coil collecting ; mandrel
2014-05-28
苏习聪(1963—),男,马钢三钢轧总厂线棒点检室,工程技术人员。
TG333.2+4
B
1672-9994(2014)03-0016-03
