汽车用金属拉链的染整加工工艺
2014-09-04
(江苏工程职业技术学院纺染工程学院,南通,226007)
拉链是最重要的服装辅料之一,与人们的日常生活密切相关。 近几年来,国内汽车行业出现了前所未有的持续发展局面,多元化投资大量涌入,先进装备相继投产,新建企业、新产品、新技术频频登场,作为汽车内饰辅料的车用拉链也蓬勃发展。
1 金属拉链介绍
1.1 金属拉链的织带规格
金属拉链的织带规格有#3.5、#4、#5、#8、#10等,见表1。

表1 车用金属拉链织带规格
1.2 金属拉链的种类
(1) 铝拉链:使用5056铝。
(2) 铜拉链:有红铜、红古铜及黄铜(包括青古铜、古银、黑镍、黑古铜、雾镍、无镍镍、亮镍和仿金)。
1.3 金属拉链的规格
(1)开口拉链:最短可做到10 cm。
(2)闭口拉链:最短可做到6 cm。
(3)上止:U形半圆上止。
(4)下档:①下止可分为工型下止和一般下止(一般五爪下止有正反之分)两种; ②下档(插销、方块),锌合金材质(插销不分左右插,方块分左右插)。
1.4 汽车坐垫专用拉链
织物规格为#4.5NL十字纹、#7NL×28、#7NL×17.3等。
2 汽车用金属拉链加工工艺
车用金属拉链的加工工艺流程为:前加工→卷带→前处理→染色→烫平→(布带)转金属科→包装入库。
2.1 前加工
加工流程: 筒子纱→整经→织带→缝合→白坯布带。
工艺说明:织带时,使用织带机将经纱和纬纱编织在一起;缝合时,使用缝合机将织成的布带与中心线缝合,得到半成品的布带。
2.2 卷带
使用RO100型全自动卷带机,速度为600 m/min,便于后道工序的染色。
2.3 前处理
织带在织造过程中,经纱受到较大的张力和摩擦力,经常会出现断经现象,因此在织造前要进行上浆处理。上浆会给染色带来麻烦,上浆坯布不利于润湿、渗透,阻碍上染,影响染印产品质量,故去除浆料是必不可少的一道工序。涤纶织带常用的浆料为聚丙烯酸酯,浆液中还加入了辅助剂和油剂,退浆主要采用碱退浆法。合成浆料在热碱溶液中浸泡会发生溶胀,从凝胶状态变为溶胶状态,通过机械作用,浆料容易脱离纤维,热水洗可以将织带表面的浆料去除。此外,碱也能增加浆料的溶解度,去除浆料在布面上的残留,可以减少染色的色花问题,也能改善织带手感[1]。
(1)工艺流程:进料→膨润→退浆→热水洗→冷水洗。
(2)工艺处方:液碱(NaOH)为16 g/L;螯合分散剂为1.3 g/L;残浆封锁剂为1.3 g/L;精练剂为2.7 g/L;去油纱剂为0.3 g/L。
(3)工艺条件:pH值为11.5~12.5;膨润温度为80 ℃;退浆温度为90 ℃;热水洗温度为95 ℃;速度为40 m/min。
(4)机器设备:高温高压染纱机。
2.4 染色
一般的金属拉链织带采用高旦高强涤纶长丝织造。涤纶染色用分散染料,其分子量小,结构简单,不含水溶性基团,是非离子型染料。分散染料借助分散剂微溶于水,分子间的作用力使分散染料吸附于涤纶。涤纶织物的染色是物理变化,无化学键结合,因此通过高温、高湿效应可提高涤纶的染色性能。即在高温条件下,纤维分子链段的运动加剧,分子间微隙增大,同时染料分子溶解度提高,染料运动能增加,利于染料的上染。另外,在高湿的条件下,水的增塑作用也能使纤维分子间的微隙增大,从而有利于染料的上染[2]。
金属拉链织带采用高温高压法染色,将卷好的织带置于高温高压染纱机中,在130 ℃、197~295 kPa的染色条件下进行染色。由于织带组织结构比较紧密,因此染色时间稍长一些,保温时间为55 min。
(1)工艺流程:进料→升温染色→还原水洗→出布。
(2)工艺处方:
染色处方:分散黄YN为0.35%;分散红RN为 0.4%;分散蓝BN为 0.35%;WINTEX NU白粉去除剂为1.5%;分散剂均染剂WINTEX PPM为25 g/L;分散剂 WINTEX D-700为25 g/L;耐久性浴中防皱柔软剂为1.0~1.5 g/L;冰醋酸,调节pH值为4.5~5.0。
水洗处方:38%NaOH为3 g/L;85%保险粉为2.5 g/L;表面活性剂为3 g/L。
(3)工艺条件:
染色:浴比为1∶10;保温时间为55 min;温度为130 ℃。染色曲线见图1。

图1 染色曲线
水洗:浴比为1∶30;保温时间为20 min;温度为 70 ℃。水洗曲线见图2。
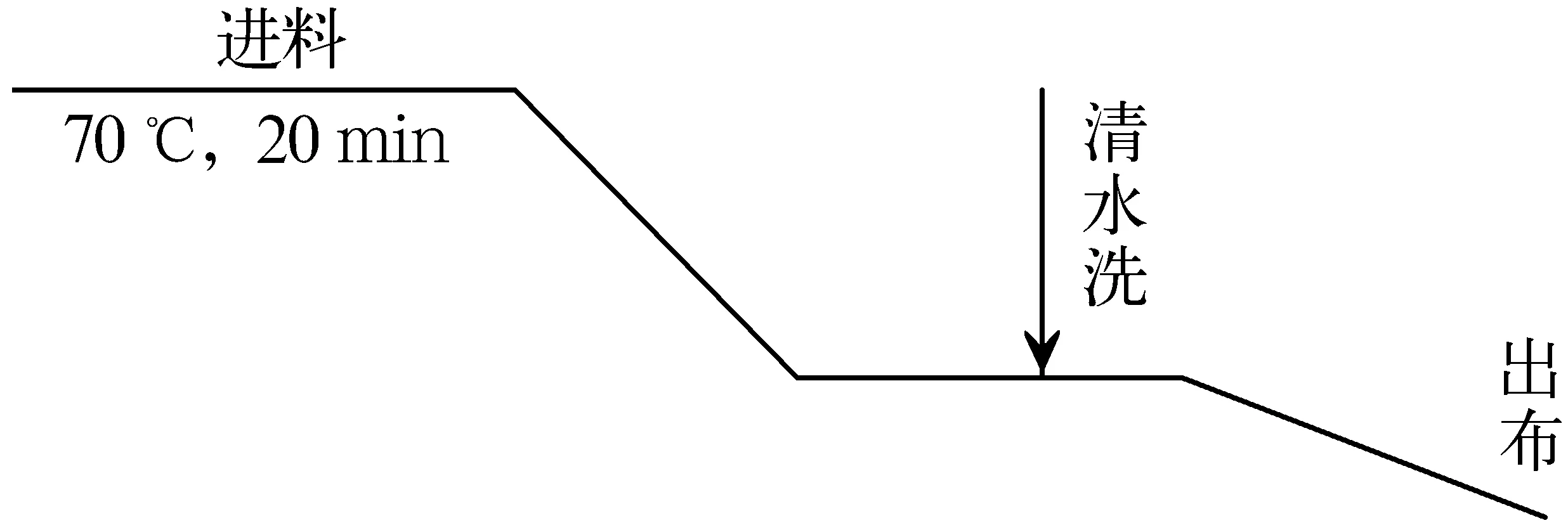
图2 水洗曲线
(4)机器设备:高温高压染纱机[3]。
(5)注意事项:金属拉链织带为白色时,容易产生脏污、布带发黄、锈迹等现象[4],因此在接单时要注意此问题并清楚客户下单拉链的用途;根据客户对拉链滑动度要求的不同,可以选择在染色时加入耐久性浴中防皱柔软剂[5],或者在染色后发现过硬加入平滑剂,平滑剂质量分数为1%[6]。
2.5 烫平
使用CZB933型全自动烫平机,温度为150~160 ℃,速度为15 m/min。
2.6 转金属科
金属加工流程为:植齿→合齿→除油→抛光→氧化着色→烫平烘干→上蜡→穿头→下止→切断。
2.7 包装入库
一般按客户要求束打包装,客户没有要求的,按公司规定包装。包装规格为每100条为一箱,其中50条一个方向。包装纸箱上印有客户名称、订单号、色号及重量。
3 汽车用金属拉链使用注意事项
3.1 金属拉链使用
使用时间较长的拉链会出现滑动不良的现象,只要在链齿两面涂上一层石蜡便会改善。
3.2 拉链的长度标准测量
闭口拉链是从上止起量至下止;开口拉链是从上止起量至下档(方块BOX);开口双向拉链是从上止起量至下拉头外端。
3.3 包装
金属拉链含铜合金成分的配件(牙、拉头和上下止等)与试剂或气体发生化学反应后容易变色,所以,蒸汽熨烫后的产品要充分冷却后再包装。
3.4 洗涤
棉或皮革面料与金属拉链相配时容易发生沾色问题,因此在洗涤时需要对拉链的表面进行保护。通常可以在链牙表面贴膜,使面料与拉链表面不会直接接触来防止此类问题的发生。在洗涤时一定要拉上拉链并固定拉链拉头,若没有拉上拉链拉头,拉链上的齿会伤及布带,而且布带会产生伸缩现象。
3.5 水洗
高温前处理+渗透处理+活性染色处理+纯碱元明粉处理+皂固色处理,在以上多重水洗和处理中,会使用大量的碱性化学助剂,在合适的温度下,金属拉链的表面会发生化学反应,导致拉链腐蚀变色,应该采取的防备措施是确保洗涤工艺和处理方法得当。
4 结语
相比尼龙和塑钢拉链,金属拉链较为坚固,成本也较高,多用于汽车内饰织物上。随着汽车内饰行业标准的进一步提高,防火拉链又叫阻燃拉链、耐光拉链等将是汽车内饰拉链的发展方向,因此汽车内饰拉链还有较大的发展空间。
[1] 范雪荣.纺织品染整工艺学[M]. 北京:中国纺织出版社,1999.
[2] 沈志平.染整技术:第二册[M].北京:中国纺织出版社,2009.
[3] 陈立秋.新型染整工艺设备[M].北京:中国纺织出版社,2002.
[4] 崔浩然.涤纶拉链染色色花色差原因分析和应对措施(上)[J].染整技术,2006,28(4):32-35.
[5] 罗巨涛.纺织品有机硅及有机氟整理[M].北京:中国纺织出版社,1998.
[6] 倪云凌,吴永恒,魏春身,等.纺织染整手册:下册[M].北京:中国纺织出版社,1995.
