液化石油气钢瓶异常破口原因解析
2014-09-04袁奕雯
袁奕雯
(上海市特种设备监督检验技术研究院 上海 200333)
液化石油气钢瓶异常破口原因解析
袁奕雯
(上海市特种设备监督检验技术研究院 上海 200333)
由YSP23.5液化石油气钢瓶爆破失效结果不符合要求这一实例入手,针对钢瓶材质、自身结构设计等主要因素,对钢瓶热处理工艺和机加工工艺中等几个值得注意的环节及异常破口的原因进行了综合解析,为立式单环焊缝液化石油气钢瓶设计思路及制造工艺提出改进建议。
液化石油气钢瓶; 水压爆破; 异常破口
液化石油气钢瓶是人们最易接触到的特种设备,在日常使用过程中,液化石油气钢瓶常会由于使用不当、瓶阀泄漏、钢瓶质量等原因引起火灾及爆炸事故,给人们生命财产带来危险。
本机构在对某厂家2只YSP23.5液化石油气钢瓶进行爆破试验时,2只样品的爆破压力与容积变形率均符合要求,但破口位于封头曲面部位,呈平行于环焊缝的横向开口,如图1和图2所示。
爆破试验选用麦克斯维特公司制造的MHUM189-DC型气瓶水压爆破试验机,选用压力表精度等级1.6级、量程0~30MPa;压力传感器精度0.5级。二者均在计量有效期内,最终读数采集自压力传感器。试验时环境温度为28℃±1℃,水温为26℃±1℃。
一般来说,液化石油气钢瓶超压爆破时,其破口应垂直于环焊缝,且不应在封头曲面部位[1],该破口不符合标准要求,被判为不合格。

图1 缺陷图片

图2 缺陷图片
为了进一步探究该破口形成的原因,对其制造工艺进行了综合分析。
1 异常破口原因分析
1.1 制造工艺简述
YSP 23.5液化石油气钢瓶为立式单环焊缝结构,一般选用HP 295[2]板材为主体材料,采用冲压拉伸后成上下椭圆形封头,下封头缩孔与上封头对接焊后,进行退火或正火消除加工残余应力,最终制造成形,其主要制造工艺流程如图3所示。
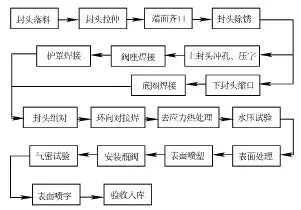
图3 YSP 23.5液化石油气钢瓶制造工艺流程图
由上述流程可以初步判断,受试钢瓶爆破压力符合标准要求,结合同批气瓶的拉伸试验结果,可以得出材料力学性能符合标准要求的结论;2只受试钢瓶的容积变形率虽然符合标准要求,但略显偏大,分别为30%和27.8%,这应与该钢瓶制造的热处理工艺有关;破口距离环焊缝位置分别为100mm和120mm,超出环焊缝热影响区位置,与焊接工艺无关,其主要原因应与机加工工艺中的封头拉伸工艺有关。因此,此类异常破口的原因应从热处理工艺及封头拉伸工艺入手深入研究。
1.2 热处理工艺分析
目前我国液化石油气钢瓶制造中去应力热处理大多数采用退火处理,极少数厂家采用正火热处理,采用正火热处理的钢瓶主要用于出口澳洲和南非。
液化石油气钢瓶所使用的HP295系焊接气瓶专用钢板,其化学成分要求见表1

表1 用于液化石油气钢瓶的HP295化学成分表 %
通过表1可知,HP295含碳量<0.25%,应属于低碳钢,此外,HP295含碳量<0.77%,应属于亚共析钢。
理论上说[3],正火和退火都可以达到消除应力的目的,但是从更利于改善加工性能的角度出发,中碳钢可以采用退火或正火的方式消除应力,而低碳钢宜采用正火的方式消除应力。碳钢正火后所得到的组织为索氏体+铁素体,而退火后组织为珠光体+铁素体。索氏体组织较珠光体晶粒更为细化,因此正火后材料的强度和硬度均比退火后更高。
但是,由于HP295的正火温度在Ac3+(30~50)℃,即900℃左右,而去应力退火温度仅在550℃~680℃之间,气瓶制造厂家从能耗成本角度考虑,仍然普遍采用退火作为消除应力的热处理方式。
具体在本案中,该钢瓶制造厂采用液化石油气火焰加热进行热处理,本意是打算进行退火处理,但是由于设备陈旧,无法实现自动温控,遂由人工估计的方式控制热处理温度,实际操作中,疑似热处理温度过高或保温时间过长,以至于该批钢瓶韧性增加,容积导致变形率增大,这成为出现横向爆破口的直接原因。
1.3 机加工封头拉伸工艺及结构分析
本案钢瓶的破口均出现在距离环焊缝100mm~120mm位置,此类钢瓶在加工过程中对封头进行夹持后在进行拉伸,其机加工夹持痕迹位于距离缘口(焊口)约100mm处,即本案爆破位置附近,见图4,从结构上说,此处的不连续结构易导致应力集中。

图4 机加工痕迹
此外,从瓶体本身结构上看,钢瓶可以近似看为圆筒薄壳容器,根据GB 150-2011《钢质压力容器》[4],圆筒应力计算可以简化为下式:环向薄膜应力σs=PcD/2δ (1)
轴向薄膜应力σs=PcD/4δ (2)
其中:Pc——计算压力,MPa,D——圆筒或球壳的外中径,δ——圆筒或球壳的计算厚度。
通过上式可以得出,环向应力是轴向应力的2倍,然而在本案中,由于该气瓶规格是YSP23.5,内直径314mm,外径为320mm,上下封头总高为374mm,爆破后瓶体外直径达到370mm,上下封头总高之比近似相等,从这个角度说,钢瓶在爆破瞬间,其本身已并非是一个圆筒薄壳容器,可以看作一个球壳容器,而球壳的环向和轴向薄膜应力均为

因此,该钢瓶爆破时破口出现在瓶体任一部位都有可能,当气瓶超压充装时,钢瓶机加工封头拉伸时留下的加工沟痕形成薄弱环节,最终导致破口出现在此处。
2 建议
液化石油气钢瓶在我国广大农村地区和部分经济不发达地区仍占有较大市场,其产品质量关系着千家万户,横向破口较纵向破口瞬时泄放的冲击波力量更大,具有一定的危险性。
为了避免此类钢瓶流入市场造成安全隐患,在此提出三点建议。
1)在液化石油气钢瓶选型设计上,尽量避免选择长径比在1.1~1.5倍范围内的钢瓶;
2)在机械加工时尽量避免在瓶体表面留下明显沟痕,造成应力集中;
3)在热处理时,尽量选用带有自动温控、定时装置的热处理设备,在条件允许的情况下,建议采用正火处理替代去应力退火处理。
1 GB 5842-2006液化石油气钢瓶[S]
2 GB 6653-2008焊接气瓶用钢板和钢带[S]
3 于永泗 齐民.机械工程材料[M].大连.大连理工大学出版社,2003(5),78-79
4 GB 150-2011 钢质压力容器[S]
Cause Analysis of LPG Cylinders Abnormal Bread
Yuan Yiwen
(Shanghai institute of special equipment inspection and technical research Shanghai 200333)
With the case that a YSP23.5 LPG cylinder blasting the instance of failure result does not conform to the requirements, analyzed the main factors of cylinder, Such as: material, structure and design. The cylinder heat treatment process and machining process are also considered. The cause of the abnormal breach is comprehensive analyzed and vertical ring weld liquefied petroleum gas cylinder design and manufacturing process improvement suggestions are put forward.
LPG cylinder; Hydrostatic burst; Exception of break
X928.3
B
:1673-257X(2014)05-44-02
袁奕雯,(1982-),女,工程师,主要从事气瓶设计文件鉴定、气瓶型式试验工作及其研究。
2013-11-23)
