浅谈如何快速加工多用对称轴
2014-08-14胡世明
胡世明
摘要:本文主要通过对几种常用的传统加工方法作总结和对比,同时针对对称轴加工工艺及形状特性进行分析,以期快速加工对称轴,进而达到提高生产效率、节约加工成本的目的。
关键词:加工方法;总结和对比;对称轴;生产效率
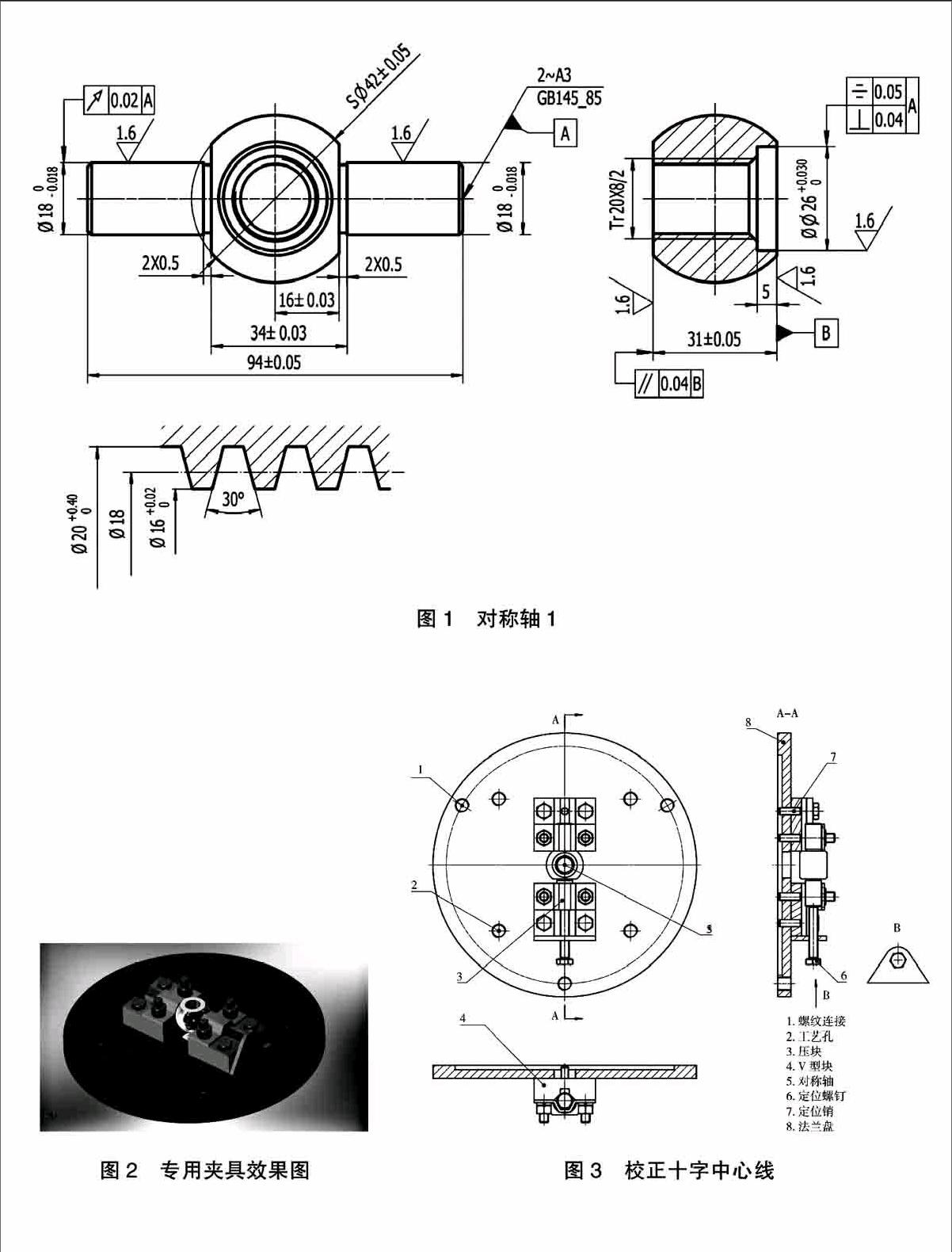
一、问题的提出粤北技工学校实习工厂现需生产一系列的对称轴,型号有四种(图1为其中一号对称轴),以型号一为例分析,这些对称轴具有以下特性:
(1)较高的尺寸精度。两个圆柱处外圆最大公差0018mm。
(2)较高的位置精度。对称轴的两轴线的对称度005mm、垂直度004mm。两个圆柱处外圆跳动量002mm以及两端面的平行度004mm。
(3)较高的表面粗糙度。多处要求达到Ra=16μm。
(4)每种型号月需加工310件左右,四种型号共加工1240件左右,属批量生产。
加工难度的分析:
(1)传统加工对称轴的方法:①用四爪卡盘校正加工。加工对称轴1要求圆球的轴线与主轴轴线重合,使圆柱与圆球的轴线相互垂直并相交。首先用划线盘粗找工件的对称度、圆柱与两端面的对称度;然后用手转动卡盘,用杠杆式百分表精找正圆球轴线与主轴轴线重合,使圆柱与圆球的轴线相互垂直并相交。②在花盘上装夹加工。用花盘加工首先要选两块等高的V形块,先把V形块中心找正,并用螺钉固定在花盘上。装夹时,把工件的两端外圆置于
形槽内,利用工件的轴肩轴向定位,找正工件平面,用压板固定工件,进行车削。
(2)传统加工方法的局限性:①用四爪卡盘加工。由于工件精度较高,校正花费时间较多,且较难保证精度,废品率高,满足不了加工产品的需要。②用花盘加工。加工的效率及产品的合格率都有很大的提高。但是考虑花盘数量较少,较难满足多批次生产,同时校正和装拆较为麻烦。
采取了几种传统加工方法,都难以保证加工质量、效率低,同时难以满足对多种型号的加工需求。本人经过分析,设计制造了如图2所示的专用夹具,较好地解决了上述问题。
此夹具满足了下面几点:
(1)保证了工件形位精度和产品合格率,提高了生产效率。
(2)既满足了多批次生产需要,又控制了夹具制造成本。
(3)因四种对称轴具有一定的共性,夹具应具有一定的通用性。
二、设计过程(1)首先用材料HT250设计一对适合对称轴的V形块。对称轴的圆柱顶部正好和V形块顶端平行。在V形块的适当位置加工好紧固工件需要的螺纹孔以及紧固V形块的通孔,将V形块固定在车床上的法兰盘上
(2)找正十字中心线。车一定位心轴,小端与法兰盘中心孔配合,大端直径Φ32,让一V形块的端面贴上定位心轴。这样V形块到法兰盘中心距离就正好是16mm,也就是对称轴中心线到定位轴肩的距离。用工艺孔的螺钉及压块紧顾V形块,十字中心线的一条就找到了。
(3)校正第二条。车一条圆棒,长度要求露出两V形块V形槽。用压块1压紧。用百分表慢慢校正,直到找的对应A、B、C、D四点读数完全相等。钻V形块与法兰盘连接孔,并攻M12螺纹,上好V形块与法兰盘连接螺钉。为防止因钻孔造成中心线偏移,再次用百分表校正,看A、B、C、D四点读数是否相等,如不相等,直到校正到相等,固紧压块2以及上好V形块与法兰盘的连接螺钉,使V形块紧紧贴在法兰盘上。拆下校正圆棒,在V形槽内钻定位孔,钻完后,铰Ф8圆锥定位销孔,这样第二条中心线找到。两条十字中心线全部找正,两块V形块也全部定位。针对对称轴1的夹具制作完成
由于V形块采用了圆锥定位销,因此V形块可以拆下,再重新装上也不会影响定位精度。基于此点考虑,我拆下加工对称轴1的V形块夹具。按照以上的方法设计其他对称轴的V形块。
三、使用效果通过实际加工生产,很好地解决了常规加工精度较难达到要求、效率不高等问题。用四爪卡盘校正一件产品最少需要20分钟,而用夹具大约一分钟,减少了装夹校正的时间,减轻了操作者的劳动强度。与花盘加工相比,制作工艺简单,夹具的拆装也较方便,既提高效率又能保证产品的质量,经济效益也十分明显。
参考文献:
邱宣怀主编.机械设计.北京:高等教育出版社,2007.
高喜贤主编.车工基本技术.北京:金盾出版社,1996.
马麟,张淑娟,张爱荣主编.画法几何与机械制图.北京:高等教育出版社,2011.
许兆丰主编.车工工艺学.北京:中国劳动出版社,1996.
廖念钊主编.互换性与测量技术基础.北京:中国计量出版社,2012.
