AKD在一体化施胶技术中的应用
2014-08-09武建峰
武建峰
(河南省卫辉市鑫森纸业有限公司,河南卫辉,453100)
一体化施胶技术是指一次性完成浆内施胶和表面施胶,该技术完全改变了传统的施胶工艺,不再是浆内施胶和表面施胶两道工序,而是直接通过表面施胶一次完成。浆内施胶一般分为:酸性施胶、中性施胶和碱性施胶[1]。由于碱性施胶过于复杂且影响因素多,国内纸厂应用不多;中性施胶比酸性施胶在产品质量及生产成本方面更具有优越性,因此,国内大多数造纸厂以中性施胶为主,只有少数的小型造纸厂和生产特种纸、彩色纸的造纸机仍然采用酸性施胶。
传统的中性施胶技术属于浆内施胶,在纸浆内加入施胶剂,一般采用计量泵或螺杆泵连续在造纸机流送系统中加入,与上网纸料充分混合,经过上网留着、压榨和干燥等工序完成施胶任务[2]。其缺点是:①在网部和压榨部脱水过程中施胶剂容易随白水流失,加重了造纸机系统污染程度,易出现纸病、纸机断纸、不利于白水回收和循环利用等问题;②造纸机流送系统需添加助留剂来提高AKD的保留率;③施胶剂用量大、成本高;④容易产生糊网、毛毯粘脏、黏辊和黏缸等故障。为了解决上述生产问题,某纸业有限公司分别在其16#造纸机、18#造纸机进行了一体化施胶技术上机应用试验。
1 一体化施胶技术
1.1 原料及设备
中性施胶剂AKD,白色乳液,固含量12.5%,黏度 (25℃)≤20 mPa·s,pH值2~4,宁夏茂弘浆纸化学品有限公司;降黏剂,河南众望实业有限公司。
AHA32-MMT计量泵,上海吉进公司。
1.2 抄纸工艺
16#造纸机抄纸工艺:机型1760 mm长网多缸造纸机,表面施胶机为斜列式,生产定量70 g/m2胶版印刷纸,车速 260 m/min,上网浆浓 0.80% ~0.85%,pH值6.5~7.0,最高干燥温度90~95℃,针叶木浆∶商品苇浆∶自制草浆=20%∶25%∶55%。
18#造纸机抄纸工艺:机型1880 mm长网多缸造纸机,表面施胶机为水平式,生产定量70 g/m2胶版印刷纸,车速270 m/min,上网浆浓0.8% ~0.9%,pH值6.5~7.0,最高干燥温度95~100℃,针叶木浆∶商品苇浆∶自制草浆=20%∶25%∶55%。
1.3 一体化施胶过程及工艺
采用计量泵将AKD加入到施胶剂供胶管道上,距离第一个喷胶嘴1 m处加入,确保施胶液进入两施胶辊之前与AKD混合均匀,检测下机原纸Cobb吸水值,根据纸张Cobb吸水值控制范围,逐步调整计量泵流量至最佳流量。
采用食用玉米淀粉加降黏剂进行表面胶糊化,表面胶固含量6.0% ~8.0%,黏度6~10 mPa·s,胶液上机温度60~65℃。
1.4 一体化施胶结果分析
表1和表2分别为16#和18#造纸机普通浆内施胶和一体化施胶纸张Cobb吸水值。由表1和表2可知,在表面施胶工艺相同条件下,采用一体化施胶技术成纸Cobb吸水值显著下降;在相同AKD用量下,16#造纸机的成纸Cobb吸水值平均下降了8.2 g/m2,18#造纸机的平均下降了9.0 g/m2,其中18#造纸机比16#造纸机成纸Cobb吸水值下降更为明显。这是由于18#造纸机施胶机为水平式,16#造纸机施胶机为斜列式,而水平式施胶机两辊之间形成的胶液池液位比斜列式施胶机两辊之间形成的胶液池液位更高,纸张与胶液接触的时间更长。
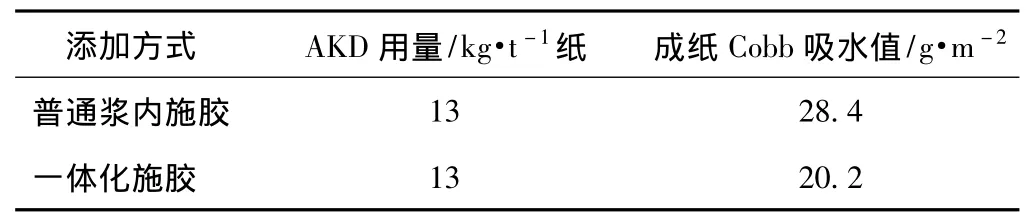
表1 16#造纸机普通浆内施胶与一体化施胶纸张Cobb吸水值
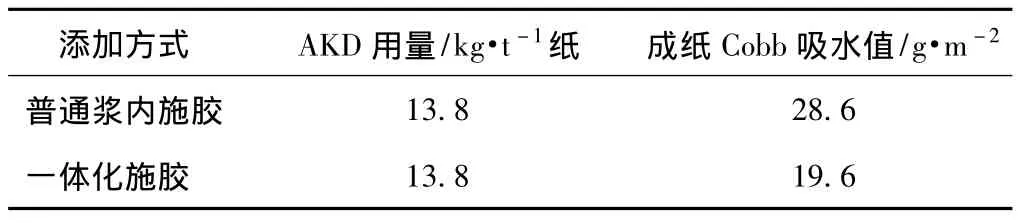
表2 18#造纸机普通浆内施胶与一体化施胶纸张Cobb吸水值
2 中试结果
16#造纸机和18#造纸机同时采用ADK一体化施胶技术代替浆内施胶技术,运行了两个月,中试结果如表3所示。由表3可知,16#造纸机和18#造纸机采用一体化施胶技术经两个月中试以来,生产的胶版印刷纸质量稳定,客户满意。一体化施胶技术与普通施胶技术相比,16#造纸机AKD用量平均降低了4.85 kg/t纸,18#造纸机AKD用量平均降低了5.33 kg/t纸。由此可见,采用一体化施胶技术可以显著降低吨纸AKD用量,降低纸张生产成本。

表3 16#造纸机和18#造纸机采用一体化施胶技术与普通浆内施胶技术AKD用量
3 采用AKD一体化施胶技术需注意事项
采用AKD一体化施胶技术,若想达到成纸的理想施胶效果,需注意以下几个事项。
(1)必须严格控制表面施胶工艺,其中表面胶液固含量适宜控制在6.0% ~8.0%,黏度6~10 mPa·s,胶液上机温度60~65℃。
(2)AKD流量应采用计量泵准确控制,且流量能灵活调整。
(3)在保证与施胶液混合均匀的条件下,AKD的加入位置尽可能靠近供胶管道喷嘴,并应结合施胶机供胶管道的配制形式,防止AKD与表面胶接触时间过长,造成AKD水解。
(4)表面施胶机两侧的挡胶板密封效果要好,施胶机供胶量不能过大,尽可能减少回收胶量;要防止和减少回收胶中AKD水解作用。
(5)造纸机运行中要注意观察AKD计量泵运转状况,确保流量稳定,纸机断纸时要及时关闭AKD计量泵,纸幅引过施胶机时要及时开启计量泵。造纸机生产车速变化时应对AKD流量予以适当调整,AKD流量与造纸机生产车速成正比例关系,一般情况下生产车速越高AKD流量越大,生产纸张定量越高AKD流量越大。
4 AKD一体化施胶技术的优点
采用AKD一体化施胶技术,AKD的加入方式由浆内加入改在表面胶中加入,成纸质量稳定,利于降低生产成本,提高产品竞争优势。
4.1 环保
传统中性施胶技术,施胶剂在浆内加入,在网部脱水时流失大量施胶剂,这些施胶剂进入白水系统,不利于白水回收和重复利用,造成多余外排白水中COD和SS升高,增加造纸厂中段废水处理负荷。采用一体化施胶技术后,白水中的胶黏物大量减少,白水变得更清洁,更容易处理回用,多余外排白水污染程度减轻。
4.2 节能
采用一体化施胶技术纸浆内没有施胶剂,纸浆上网脱水速度加快,压榨脱水更容易,干燥效率高,造纸机整体车速提高,实现了增产增效、节能的效果。
4.3 成本显著下降
采用传统的浆内施胶,由于浆料中填料CaCO3比表面积比纤维比表面积大,填料对施胶剂的吸附作用更强,从而影响纤维对施胶剂的吸附量,对纸张施胶产生不利影响。为了达到相同施胶度,需弥补CaCO3吸附的施胶剂,因而增大了施胶剂用量。一体化施胶技术施胶剂利用效率高、无流失,与浆内施胶相比施胶剂用量大幅下降,施胶成本显著降低,特别是生产的纸张定量越高,施胶成本降低越显著。
4.4 质量稳定
传统中性施胶技术受诸多因素影响,如造纸机单程留着率、浆料配比、打浆度、填料用量、生产用水水质状况、浆料pH值、湿部脱水速率、上网浆料温度以及浆料与施胶剂混合时间等都会对纸张施胶度产生不良影响。一体化施胶技术克服了上述因素的影响,只要控制好施胶工艺和施胶剂流量,系统运行稳定,纸张质量更稳定。
4.5 有利于二次纤维回收
采用一体化施胶技术的纸张施胶剂用量少,二次纤维处理更加容易,环保、节能。
5 结语
AKD一体化施胶技术可一次完成浆内施胶和表面施胶。经某造纸厂中试生产运行两个月,运行结果表明,AKD一体化施胶可减少AKD用量,具有节能、环保、成本低、产品质量稳定、二次纤维回收利用容易等优点。
[1] WANG Jin,LI Xiang-mei,MAI Ju-hui,et al.Preparation and Application of Rapid Curing AKD[J].China Pulp & Paper,2011,30(12):11.王 进,李香梅,麦炬辉,等.快速熟化型AKD的制备及其应用性能研究[J].中国造纸,2011,30(12):11.
[2] WU Jian-feng.Application of AKD in Paper Spray Sizing[J].China Pulp & Paper,2013,32(11):69.武建峰.AKD纸面喷雾施胶技术的应用[J].中国造纸,2013,32(11):69.CPP