合成氨净化系统严重拦液后的处理及运行评估
2014-07-31何利华刘红安
金 云,王 勇,何利华,刘红安
(河南能源化工集团中原大化公司,河南 濮阳 457000)
某年产300kt合成氨装置净化系统采用改良苯菲尔法来脱除变换气中的CO2,再经过甲烷化反应去除少量的CO、CO2,以满足合成气中CO+CO2<10×10-6的要求。工艺气依次通过气体冷却器05E001,再沸器05E002及脱盐水预热器05E009,产生汽提蒸汽和加热脱盐水。工艺气冷却到95℃左右,自吸收塔05C001下部进入,与塔顶喷淋下来的吸收液逆流接触。经下塔吸收后的气体CO2降至0.4%,再经上塔吸收,从塔顶出来的工艺气,温度为70℃,CO2含量降至0.1%,而后经分离器05F002回收气体夹带的脱碳液。脱碳气进入换热器06E001、开工加热器06E004,被加热至300℃,入甲烷化炉06R001,在此进行甲烷化反应,温升至336℃,此热气在换热器06E001被冷却至100℃,继入水冷器06E003,被冷却至40℃,气体中CO+CO2<10×10-6,成为合格的氢氮混合气,送入合成单元。流程示意如图1。
1 净化系统频繁出现起泡、拦液现象
由于净化系统的碳酸钾碱液已经使用20多年,不断的腐蚀冲刷,造成碱液系统杂质太多,特别是随着低温变换炉催化剂进入后期,催化剂活性下降,大量的副反应产物及催化剂粉尘随着变换气进入碱液,造成碱液容易起泡,且泡沫不易破碎。2013年4月份,操作人员发现净化溶液系统经常出现起泡现象,打入消泡剂,效果也不是很明显,严重时只能通过减负荷来满足净化出口CO2含量A05001不超标。4月24日,当装置负荷27.0km3/h时,主控人员发现吸收塔压差P05006出现波动,从0.018MPa成锯齿型波动上涨至0.042MPa。3h后,主控出现05F002液位LAH05011高报警,说明净化溶液进入05F002中。现场立即安排人员排液,但始终未排下来,LAH05011未复位。突然06E004液位L06003出现波动上涨,甲烷化炉进出口温度、床层温度波动下降,表明碱液可能带入甲烷化炉。这时只能被迫采取前系统减负荷,工艺气从P05001放空,后系统合成气压缩机与冰机最低负荷运行的措施。
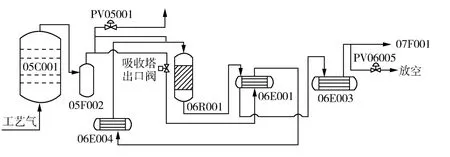
图1 净化系统流程简图
当前系统负荷减至17.0km3/h时,碱液系统工况明显好转,吸收塔压差P05006和再生塔底部压力P05008出现了明显的下降,P05006降至0.006 2MPa,P05008由0.099MPa降至0.055MPa。为判断甲烷化炉催化剂被污染的程度,将工艺气串入甲烷化炉试着进行升温,甲烷化炉床层温度开始上升,显示催化剂被污染程度较小。于是甲烷化炉串入系统,后系统开始恢复。
2 影 响
此次净化系统严重拦液造成碱液带入工艺气系统,现场从甲烷化炉进口导淋处排出碱液。开车正常后,甲烷化系统压差(吸收塔后压力P05001与06E003后工艺气系统压力P06005的差值)出现了明显的上涨(表1),表明碱液可能带入到了甲烷化系统。系统压差升高,可能产生设备超压、负荷无法提至设计值等危害安全生产的不利影响。

表1 发生严重拦液前后系统压差变化(2013年)
3 采取的措施
为了减小残留碱液附着在工艺气系统管壁的影响,我们采取了以下措施。
(1)在装置不停车的情况下,试着将06E004旁路(图2中阀6)开2~3扣,甲烷化系统压差下降0.1MPa。这一措施一方面降低了甲烷化系统的压差,同时也说明碱液残留物在06E004中沉积较多,造成甲烷化系统压差升高。

图2 水洗管线图
(2)在大修停车期间,利用前系统温度为120℃的蒸汽冷凝液,对05F002出口至甲烷化入口管线(包含06E001和06E004两个换热器)进行水洗。
在甲烷化炉停车之后,引高压氮对甲烷化单元置换降温,控制降温速度小于50℃/h,分析氮含量达到99%后,停止充氮,泄压。甲烷化炉进口XV06001、出口截止阀全关,并加盲板,甲烷化炉充氮保护。由于怀疑06E004内部堵得比较严重,我们先从导淋3通入蒸汽冷凝液,从导淋5、4处排放。排放前期,水的颜色比较深,取样分析里面K2CO3含量最高为2.5%,排放5h后,水的颜色逐渐恢复正常。后来又从导淋2处接蒸汽冷凝液,从3处排放。从排出水的颜色来判断,06E001里面碱液残留不是太多,取样分析里面的K2CO3含量为0.57%,连续充水排放2h后,水洗结束。再从导淋2处通入工厂风,将设备管线内残余的冷凝液吹出来。
(3)打开甲烷化炉顶部封头大盖,检查甲烷化炉入口管线及内部催化剂的污染情况,发现碱液确实进到炉内了。采取拔头措施去除甲烷化炉内催化剂上层受碱液污染的催化剂。
甲烷化炉内径为φ2.6m,总高约9.7m,装填J105型催化剂23m3。为了使进入的气体在催化剂床层上分布均匀,设有气体分布器,并在催化剂上面装填300mm厚的耐热磁环(15×15×2mm)。同时,为防止催化剂床层松动,在催化剂最上面放有箅子板。为防止或减少甲烷化气体带出催化剂粉尘,催化剂床层下面装填有耐火球(φ15~20mm),气体出口处有集气器。
系统停车时,当甲烷化炉温度降至170℃,将06R001隔离,开放空阀泄压,等到压力降至0.1MPa,从入口导淋处通N2置换降温,等到炉内温度降到60℃时,拆顶部的入口弯管,用吊车将入口气体分布器连同弯管一同吊下来,保持有少量的N2通入,维持06R001内微正压的状态。等到炉内温度降到40℃时,作业人员穿好防护用品,系上安全带,戴着长管呼吸器顺着软梯进入炉内。发现磁环表面受碱液污染的程度较重(如图3),决定将磁环抽出,检查下面催化剂的情况。

图3 06R001上部取出的磁环
首先测量并记录磁环顶部与人孔法兰之间的距离,再将沾染K2CO3的瓷环装入铁桶内提到炉外,取出箅子板,发现催化剂上部有粉化结块现象(如图4),遂决定将受污染的催化剂取出。对抽出的磁环和结块催化剂进行分析(表2),结果显示磁环和部分催化剂确实受到碱液污染。

图4 受碱液污染的催化剂

表2 受到碱液污染的催化剂及磁环分析数据
抽出旧磁环+结晶催化剂的高度为320~340mm,装填1.9t新磁环。将部分催化剂取出后,第一层床层温度T06004热偶已处于催化剂上面,因此无法作为床层温度指示来用。
4 处理效果评价
经过以上措施处理,大修开车正常后,系统提至满负荷,甲烷化系统压差恢复正常,在0.1MPa左右,但是甲烷化炉床层温度反映出甲烷化炉内反应热点下移,甲烷化炉出口温度T06006仅略高于第三层温度T06005。
5 结 语
通过采取这些措施,我们暂时消除了2013年装置液泛带来的不利影响,但是甲烷化系统也更加脆弱。要从根本上解决碱液系统液泛的问题,还需要解决碱液脏、容易起泡的问题。经过一年的摸索,我们采取了加临时过滤槽用活性炭和滤袋过滤碱液、沉降等一系列措施。目前碱液系统工况明显好转,能够满足高负荷生产的需要。但是,碱液系统再生度不够(再生指数偏高)的问题,仍是系统安全稳定运行的不确定因素,我们会对这一问题继续探索。