简析动车组空心车轴探伤
2014-07-18沈行伟范小秦谢仁昌彭通亮
沈行伟,范小秦,谢仁昌,彭通亮
(南昌铁路局 福州动车段,福建 福州 350018)
简析动车组空心车轴探伤
沈行伟,范小秦,谢仁昌,彭通亮
(南昌铁路局 福州动车段,福建 福州 350018)
空心车轴探伤工艺及作业过程决定着空心车轴的品质,进一步影响着动车组的行车安全。在对动车组探伤工艺及作业过程分析的基础上,列出了探伤工具清单、建立了作业过程号位分工办法、规范了作业过程用语和制订了材料配送制度,确保了探伤作业过程的有序进行及作业完成后车轴的品质。
空心车轴;探像器材;探伤
0 引言
动车组空心车轴是转向架轮对中重要的部件之一,直接影响着动车组运行的安全性,又是转向架簧下质量的主要组成部分,降低动车组簧下质量对改善车辆运行平稳性和减小轮轨间动力作用有重要的影响[1]。实验表明,空心车轴对车轴的强度影响很小,能满足车轴的强度要求,而空心车轴能大大减小转向架的簧下质量,提高动车组运行的平稳性和安全性。使用空心车轴需要对其进行超声波探伤以确保其运行安全,对车轴进行超声波探伤时,需要在动车组的两侧拆卸轴端压盖、WSP速度传感器、测速齿轮盘和接地碳刷接触盘等多个部件,其探伤过程需要多人联劳协作并经过复杂的工序来完成[2]。本文对空心车轴探伤过程中经常出现的问题进行了分析研究,并提出了合理的建议来改善探伤过程,确保探伤作业完成后车轴及转向架的质量,保障动车组安全运行。
1 工作原理
当动车组运行40万千米时,需对动车组的空心轴进行探伤作业,以确保动车组轮对的绝对安全。当前采用XHAP-M03超声波探伤仪对空心车轴进行探伤,探伤的工艺流程为:开工前准备→动车组准备→轴端零部件拆卸→空心轴孔除油→空心轴孔除锈→安装适配器→探伤作业→拆卸适配器→轴端零部件安装→完毕,其中开工前准备包括系统动态校验前检查和探伤设备日常性能校验;动车组准备包括领取作业计划单,确认探伤作业车辆及轮对位数;轴端零部件拆卸包括对轴端压盖、轴端盖及测速齿轮等零部件的拆卸;轴端零部件的安装包括上述零部件的安装。
2 探伤作业中存在的问题及解决方法
2.1 探伤工具
动车组空心车轴探伤过程中需要拆卸轴端多个部件,拆卸不同的部件需要不同的工具,因此探伤作业中需要的探伤工具具有多样性。在以往的探伤过程中,没有对探伤工具进行统计和确认,往往在作业过程中会遇到很多麻烦,影响作业的进度和质量。如在作业过程中,突然会缺少一些工具,这样机械师就要去工具室重新借这些缺少的工具,从而耽误作业的时间;在作业结束后,由于对工具的总量没有明确的数目,机械师不能确认工具是否完整的收回,这样会导致可能有一些工具遗留在转向架上,从而影响车辆的行车安全。针对以上问题,列出探伤工具清单非常重要。在对探伤过程详细分析的基础上,本文列出的探伤工具清单如表1所示。
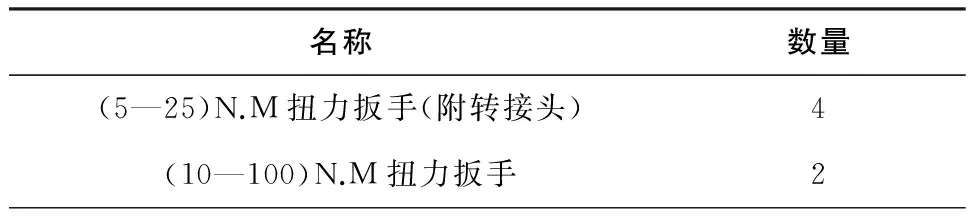
表1 探伤作业工具清单
续表1
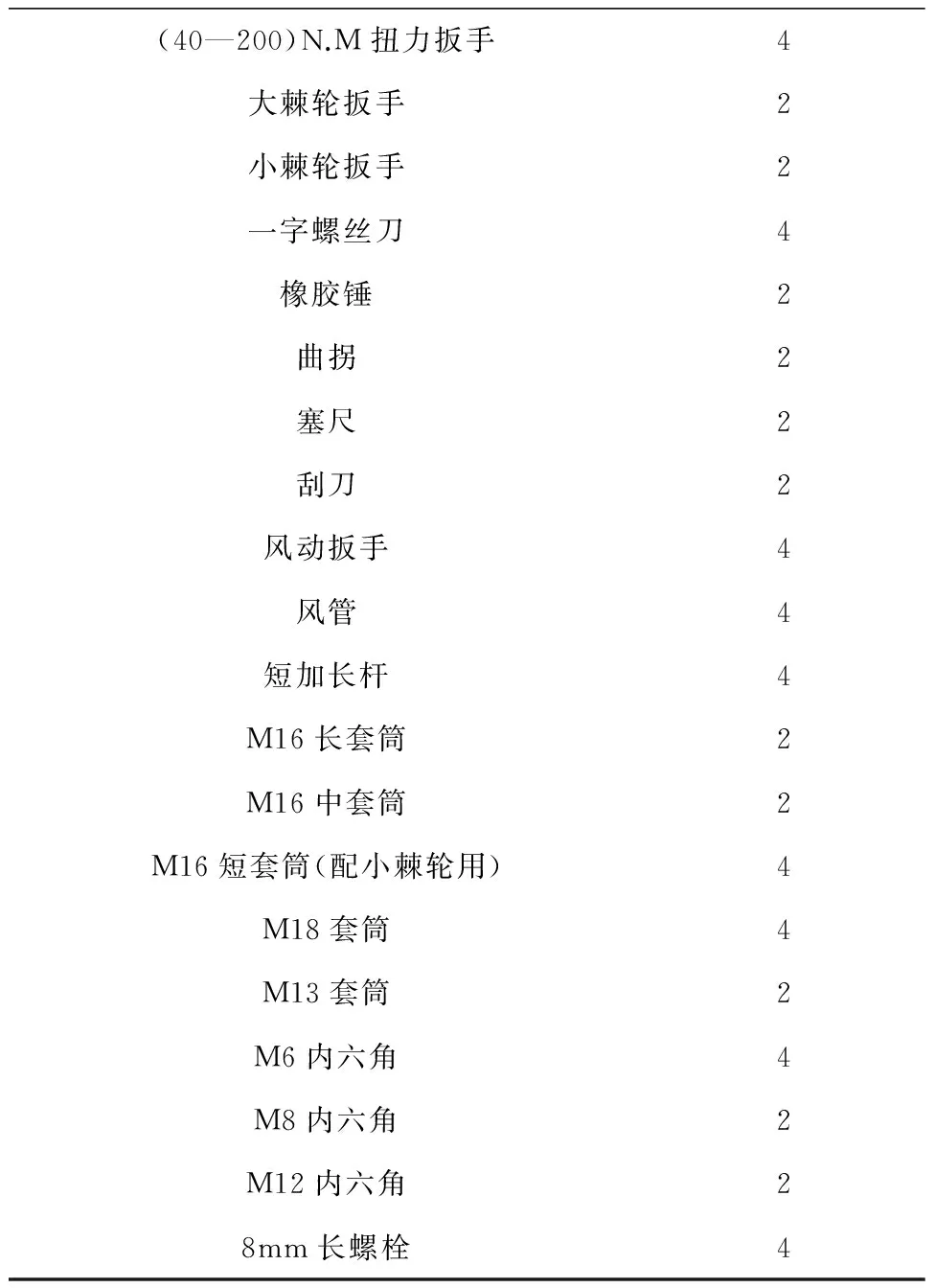
(40—200)N.M扭力扳手4大棘轮扳手2小棘轮扳手2一字螺丝刀4橡胶锤2曲拐2塞尺2刮刀2风动扳手4风管4短加长杆4M16长套筒2M16中套筒2M16短套筒(配小棘轮用)4M18套筒4M13套筒2M6内六角4M8内六角2M12内六角28mm长螺栓4
2.2 探伤作业号位分工及用语规范
探伤作业需要多人联劳协作配合来完成,在以往的探伤作业中,都是多人一起作业,没有进行明确的分工,作业者之间的交流也是五花八门,从而引起某处垫片漏装或扭力漏打,造成车轴品质的严重下降,为动车组行车埋下不安全隐患。为此,本文对探伤人员进行了明确的号位分工,规范了作业人员之间的用语,使每个作业者明确自己的任务,整个探伤作业过程有序进行。
本文建立的作业号位分工办法为:1号位(小组长)负责:轴端压盖,ATP测速齿轮,WSP测速齿轮,接触盘的拆装及上述配件紧固螺栓扭力的确认和防松标记的涂打;防锈油的注射和防尘堵的安装;步骤完成画“人”字确认状态;配送材料。2号位负责:轴端盖,WSP速度传感器,观察孔堵的拆装以及上述配件扭力的确认;WSP速度传感器与测速齿轮的间隙测量和调整;步骤完成画“一”字确认状态。3号位负责:各轴端配件的清洗,垫片的正确安装;O型密封圈,防尘堵以及各配件紧固螺栓垫圈的更换;在轴端所有配件安装完毕后,轴箱盖紧固螺栓,WSP速度传感器紧固螺栓,观察孔堵防松标记的涂打;步骤完成后写上日期确认状态。
本文建立的探伤作业用语标准主要包括必指、必看、必呼、必画,作业过程包括拆卸、清洗、安装三个阶段,以安装初始阶段为例,来说明探伤作业用语标准。
1号位和3号位首先检查空心轴内壁的清洁度然后呼:“空心轴内壁无异物,请质检员确认。”
质检员答“空心轴内部无异物”。
3号位检查防尘堵后递给质检员确认并呼“防尘堵状态良好,请质检员确认”。
质检员答“防尘堵状态良好”。
3号位安装好防尘堵向1号位报告“报告,防尘堵安装完毕,可以注射防锈油”。
1号位答“防尘堵安装完毕,可以注射防锈油,收到!”。
1号位用注射器抽取10毫升防锈油并呼:10毫升防锈油请质检员确认。
质检员答“10毫升防锈油质检员确认”。
注射防锈油后1号位检查防尘堵后递给质检员确认并呼“防尘堵状态良好,请质检员确认”。
质检员答“防尘堵状态良好”。
1号位安装防尘堵。
1号位指:空心轴端部;呼:安装轴端压盖;看:轴端压盖是否清洁,状态是否良好;呼:轴端压盖清洁,状态良好,请质检员确认。
质检员答,轴端压盖状态清洁,状态良好。
安装完毕,带上紧固螺栓并准备对其施加110N.M扭力,调好扭力扳递给质检员。
1号位呼:110N.M扭力请质检员确认。
质检员答“110N.M扭力质检员确认”。
1、3号位对轴端压盖紧固螺栓施加扭力,质检员监护确认。施加完毕用红色油性笔涂打防松标记,呼“防松标记涂打完毕请质检员确认”质检员答:“防松标记涂打完毕,质检员确认”。
此时对面的3号位轴端压盖安装完毕向1号位报告“报告,轴端压盖安装完毕”1号位答“轴端压盖安装完毕,收到!”
2.3 探伤材料配送制度
车轴是影响动车行车安全的关键部件,轴端压盖、轴端盖螺栓扭力及其垫片等严重影响车轴的质量,探伤作业中,需要对螺栓、垫片及车轴关键部件进行更换,其过程要求作业者非常细心,不容许有半点失误。探伤作业过程的好坏,直接影响着车轴的品质。外局在拆装轴端盖时由于一个垫片的原因,差点造成车毁人亡的重大铁路事故。在以往的作业过程中,都是先预备充足的材料,这样在探伤完成后,无法确定垫片的数目,也无法确定是否有垫片残留在轴箱内,为此,本文建立了严格的探伤材料配送制度。
首先是废料的回收,在探伤拆卸轴端时,对废旧的螺栓、垫片按相应的数量进行回收,并将其放入密封的塑料袋内,在塑料袋上粘贴上车轴的详细信息,实现无一废料留在探伤作业现场。然后拿着回收的废料去材料库换取相同数量的新料,并对新料进行质量的检查。探伤结束后,检查新料有无缺少和多余,以此对探伤质量进行卡控,严格保证车轴的品质,进一步保障行车安全。
详细的材料配送制度包括配送范围、清点人员、配送人员、相关要求和配送标准。
a) 配送范围:50NM锥形垫片、110NM花纹锥形垫片、20NM花纹锥形垫片、20NM锥形垫片、O型密封圈、废旧配件存放袋。
b) 清点,配送人员:清点人员为料库材料工和探伤作业1号位;配送人员为探伤1号位。
c) 相关要求:单个轴端位拆卸的螺栓、垫片等材料统一打包装入密封塑料袋,每个轴端位一个塑料袋,对废料数量进行统计,确保无一废料留在探伤作业现场,并在塑料袋上粘贴车轴轴端的详细信息;配料的量必须和废料的量完全相同,不得多领多配,严格执行以旧换新;料库材料工与配送人员共同清点材料,确保出料数量准确。
d) 配料标准:1) 带接地电刷的轴端位每包配:50NM锥形垫片8个,110NM花纹锥形垫片4个,20NM锥形垫片4个,O型密封圈1个;2) 带铭牌的轴端位每包配:50NM锥形垫片9个,110NM花纹锥形垫片4个,20NM花纹锥形垫片4个,O型密封圈1个;3) 无电刷无名牌的轴端位每包配:50NM锥形垫片8个,110NM花纹锥形垫片4个,O型密封圈1个;4) 动车每个车配2包带接地电刷的料,2包无电刷无铭牌的料,4包带铭牌的料;5) 每个拖车配4包带接地电刷的料,4包带铭牌的料。
3 结语
通过上面的分析主要完成了以下工作:
1) 列出详细的工具清单,保证探伤作业顺利进行及工完料净。
2) 进行明确的号位分工,规范了探伤作业过程用语,确保作业中多人联劳协作的相互沟通,保障作业无遗漏工序。
3) 建立材料配送制度,保障了作业中垫片的正确使用。
[1] 厉浩.动车组空心车轴运用检修检测方法的探讨和建议[J].上海铁道科技,2011(1):50-52.
[2] 贾学真.空心车轴的手动超声波探伤.无损检测[J].1996(1):16-18.
[3] 严隽耄.车辆工程[M].北京:中国铁道出版社,2004.
[4] 铁路职工岗位培训教材编审委员会.CRH1型动车组机械师[M].北京:中国铁道出版社,2009.
Analysis of Inspection of EMU Hollow Axle
SHEN Xing-wei,FAN Xiao-qin,XIE Ren-chang,PENG Tong-liang
(Fuzhou EMU Depot,Nanchang Railway Bureau,Fuzhou 350018,China)
The quality of hollow axle and EMU traffic safety depends on the method and process of its inspection.On the basis of its analysis, this paper lists the list of inspecting tools, adopts the means of local division, standardizes the language and formulates the system of materials distribution to ensure the order of the inspection process and the axle quality.
hollow axle; detecting device;inspection
沈行伟(1972 -),男,福建福州人,技师,从事动车组运行、检修工作。
TH133.2
B
1671-5276(2014)02-0057-03
2013-01-21