特殊长结构零件加工中刀具的设计与应用
2014-07-07刘军李倩
刘军李倩
(1.绵阳职业技术学院机电工程系,四川 绵阳 621000;2.中国工程物理研究院电子工程研究所,四川 绵阳 621900)
特殊长结构零件加工中刀具的设计与应用
刘军1李倩2
(1.绵阳职业技术学院机电工程系,四川 绵阳 621000;2.中国工程物理研究院电子工程研究所,四川 绵阳 621900)
本文针对三轴数控铣床上加工特殊长结构零件因无合适刀具可用而导致零件无法加工的情况,结合零件结构和三轴数控铣床加工特点,提出了自行设计刀具,以符合零件加工要求的解决方法。
长结构零件;刀具设计;数控铣加工
1 引言
随着企业生产对产品要求的提高,也为了满足某些特殊长结构零件的功能要求,加工这类零件与普通零件相比就比较特殊,往往加工长度超出了刀具加工范围,加工难度也增大了很多,这种特殊长结构零件无法使用现有刀具在数控铣床上加工完成,而如果定制刀具又会造成生产周期过长,影响企业生产进度,同时生产成本也会大大增加。针对这类无现成刀具可用的问题,本文提出了设计刀具以适合这类特殊长结构零件加工要求的解决办法。
2 特殊长结构零件的加工难点
如下图1所示,该零件材料为铝件,加工完成后的零件长度为150mm。在三轴数控铣床上加工此零件时,由于机床主轴不能旋转一定角度进行零件加工,因此该零件只能以150mm的高度竖着装夹进行加工,而普通的铣刀一般长度在40mm—60mm之间,远远不能达到零件加工所需要的长度。因此加工此类零件只能定制加长刀具,以满足加工要求。对于加工大批量零件来说,定制加长刀具的优点是方便、省事,但定制刀具加工的零件种类比较单一;而对于加工小批量或个别零件而言,定制刀具成本过高,会造成资源浪费。另一方面,定制刀具的时间周期长,会导致产品生产周期延长,从而影响生产进度。
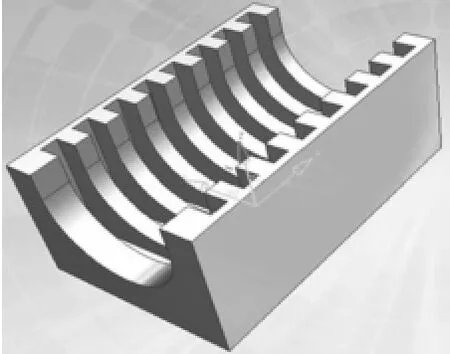
图1 特殊长结构零件
3 刀具的设计方案
为解决以上问题,结合此类零件加工特殊性及三轴数控铣床的加工特点,提出延长刀具刀杆以适应零件加工要求的设计方案。
但在实际应用中,刀具过长,其刚度就会降低,在加工零件的过程中往往会发生刀具发颤、让刀等情况,因此在进行刀具设计时,必须考虑并解决这一问题。如何保证既满足加工长度,又不会因刀具过长而出现刀具发颤、让刀等情况呢?我们设计时主要从以下几方面来考虑:
3.1 刀具材料必须选用既具有足够刚度又具有一定韧性的材料。
3.2 刀杆直径在符合加工要求的条件下应尽可能将尺寸设计得大一些。如图1尺寸要求,设计的刀杆直径只略小于U型槽宽度即可。
具体设计方案如下:
刀具主要由刀杆、刀片组成,两者通过螺钉连接起来。首先选择合适的刀具材料,由于该超长结构零件为通用铝件,其硬度一般,刀杆材料选择45#钢即可。其次确定刀杆尺寸:根据零件U型槽宽度,我们设计的刀杆加工完成后的直径为7.5mm,长度为140mm。刀杆按尺寸加工出来后,在其底部钻一个螺纹孔。
接下来是刀片的设计加工,这里我们将刀片设计成梳齿距和正前角的切槽刀片,这种结构的刀片可以大大减小切削时的振动,配合好刀杆可以提高零件的加工质量。最后将加工好的刀杆和刀片通过螺钉连接,一把符合特殊长度零件加工要求的铣刀刀具(图2)就完成了。
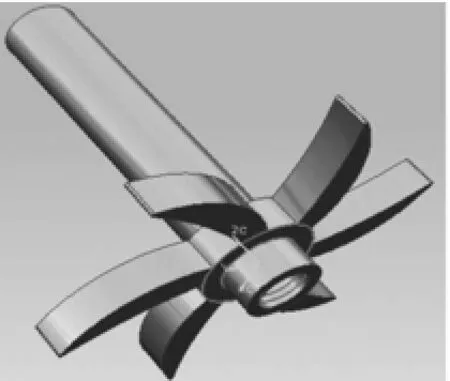
图2 完成后的刀具
4 结论
通过使用,证明自行设计的刀具加工特殊长结构类零件,经检验均达到设计标准,质量可靠,完全满足该类零件的加工要求。这种自行设计的刀具主要优点有:
4.1 结构简单、操作方便,与常规刀具使用方法相同。
4.2 由于所选刀具材料常见,因而价格低廉,可大大降低生产成本。
4.3 自己加工刀具所需时间远远短于定制刀具时间,缩短了零件生产周期。
4.4 刀具结构灵活,调整方便。
4.5 可以根据产品的大小和长度随时更换刀杆和刀片,克服了因刀杆过长、刀片过大带来的振动和让刀等问题,保证了零件的加工质量。
[1]叶伟昌.刀具模具设计简明手册[M].北京:机械工业出版社,1999.
TP391
A
1003-5168(2014)03-0127-01
刘军(1977—),男,硕士,讲师,研究方向:数控加工及编程、数控机床维修等。
