轧机码盘改造的探讨与实践
2014-07-02黄语强
黄语强,黄 俊
(柳州钢铁股份有限公司棒线型材厂,广西柳州 545000)
轧机码盘改造的探讨与实践
黄语强,黄 俊
(柳州钢铁股份有限公司棒线型材厂,广西柳州 545000)
柳州钢铁股份有限公司为加快推进降成本工作力度,探索其方向,其中一项有效的降成本工作是:实现高线、棒材、中型材生产备件通用,做到最小库存,降低备件库存成本。中型材生产线使用的轧机码盘种类较多,各类码盘备件库存较多直接影响到降成本的工作,码盘的不通用也给处理轧机码盘故障带来很大的困难。中型材生产线进行码盘通用性改造后,码盘备件库存得到很大降低,发生故障时处理也方便快捷,在降成本和提高生产顺行工作上有明显的改善。
轧机码盘;通用性;降成本;故障时间
柳州钢铁股份有限公司棒线型材厂中型生产线的产品种类与产量近年都有很大的提高,由于最初设计上的不足,生产设备对产能与规格方面的要求开始有些不适应,给备件准备工作带来较大的困难,特别是轧机码盘方面亟需从根本上进行适应性改造。
1 现状分析
中型线自2005年投产以来,轧机码盘一直使用轴径为25 mm的码盘,目前在线使用的码盘有NORTTSTAR和AVTRON,其安装方式如图1所示,有三种不同的安装方式,由于安装方式和码盘固定方式的不同,通用性受到很大限制。当轧机码盘出故障时,设备维护人员只能根据现场码盘安装情况对固定方式进行改造,无形中增加了处理时间,直接影响到生产顺利进行。

图1 三种不同安装放式的码盘
中型线轧制的产品有圆钢、槽钢、角钢,每类产品又有很多规格,需要不同的出口机架来满足生产的要求,该生产线上一共有九个轧机出口机架。每个出口机架都要安装一个脉冲输入模块,如图2所示,该模块的功能是把码盘脉冲信号分成两路,其中一路输送到传动柜,另外一路传到PLC参与飞剪的剪切控制。中型线经常出现飞剪切头不准、成品上冷床长度偏差大等情况,这主要是因为轧机出口机架速度传输不准确造成,由于码盘信号先通过脉冲输入模块才参与飞剪的控制,出故障时短时间内很难确定故障点在现场轧机码盘还是脉冲输入模块上,给设备维护人员在排除故障时多了一个障碍。

图2 脉冲模块
棒线型材厂高线、棒材生产线使用的轧机码盘型号都是RHI504,轴径为14 mm。中型生产线与高线、棒材生产线合并后,厂部要求在线使用的码盘备件型号要尽量统一,以便实现备件互通来减少库存贮备。中型线使用的NORTTSTAR和AVTRON码盘单价在6 000元左右、脉冲输入模块单价在4 500元左右、而RHI504码盘单价只在3 300元左右。初步估算整个轧机码盘改造直接省下的备件成本在6万元左右,同时也降低了设备的维护难度。
2 改造目标
1.中型线轧机码盘逐步更换成RHI504型号,实现高线、棒材和中型生产线轧机码盘的互通互换。
2.逐步对每个出口机架码盘更换成双码盘,一路码盘信号送到传动柜、另一路码盘信号送到PLC参与飞剪控制,减少脉冲输入模块进行信号分配可能产生的问题。
3.充分利用换下的脉冲输入模块和码盘,试机性能稳定的做好标记,单独用在2~3台轧机上,不再继续申报该类备件。在实现备件互通的同时,也做到更换下完好备件的有效利用,实现真正上的降成本工作。
3 改造措施及技术要求
1.更换轧机码盘轴时,只能用木槌轻轻敲打码盘轴,避免码盘轴变形;校对中心度时,千分表应放置在码盘轴最末端,中心度的偏差要求控制在10个丝以内,确保码盘数据的准确性,码盘轴固定螺杆必须上弹簧垫并紧固,避免轧机高速运转时码盘轴整体有松动。
2.安装码盘时,重新统一对码盘固定螺丝孔进行攻牙,螺丝直径为8 mm,避免螺丝松动;码盘固定连接杆做成“Z”字型,增加连接杆的弹性减少轧机咬钢时振动对码盘的冲击;两根连接杆成120°左右的角度,提高码盘的稳定性,如图3所示。

图3 “Z”型连接杆
3.码盘接线时,Z轴向不参与控制,不用接Z轴向的控制线,减少不必要的接线点,降低故障发生的频率;原来使用的NORTTSTAR和AVTRON码盘与RHI504码盘的接线方式不完全一样,其中1#线、8#线相反,RHI504码盘接线时要把1#线、8#线对换;接线端用电烙铁焊接并套热缩管,屏蔽层也进行焊接,在传动柜处进行单端接地,接地线必须与高压接地分开,减少外部的干扰。
4.在出口机架重新放置码盘专用电缆,主要用于传输数据到PLC,拆下脉冲输入模块。安装出口机架码盘时,两个码盘连接杆必须固定可靠,码盘之间要有调整固定的距离,方便日常检查和更换。出口机架码盘轴上安装两个码盘如图4所示。
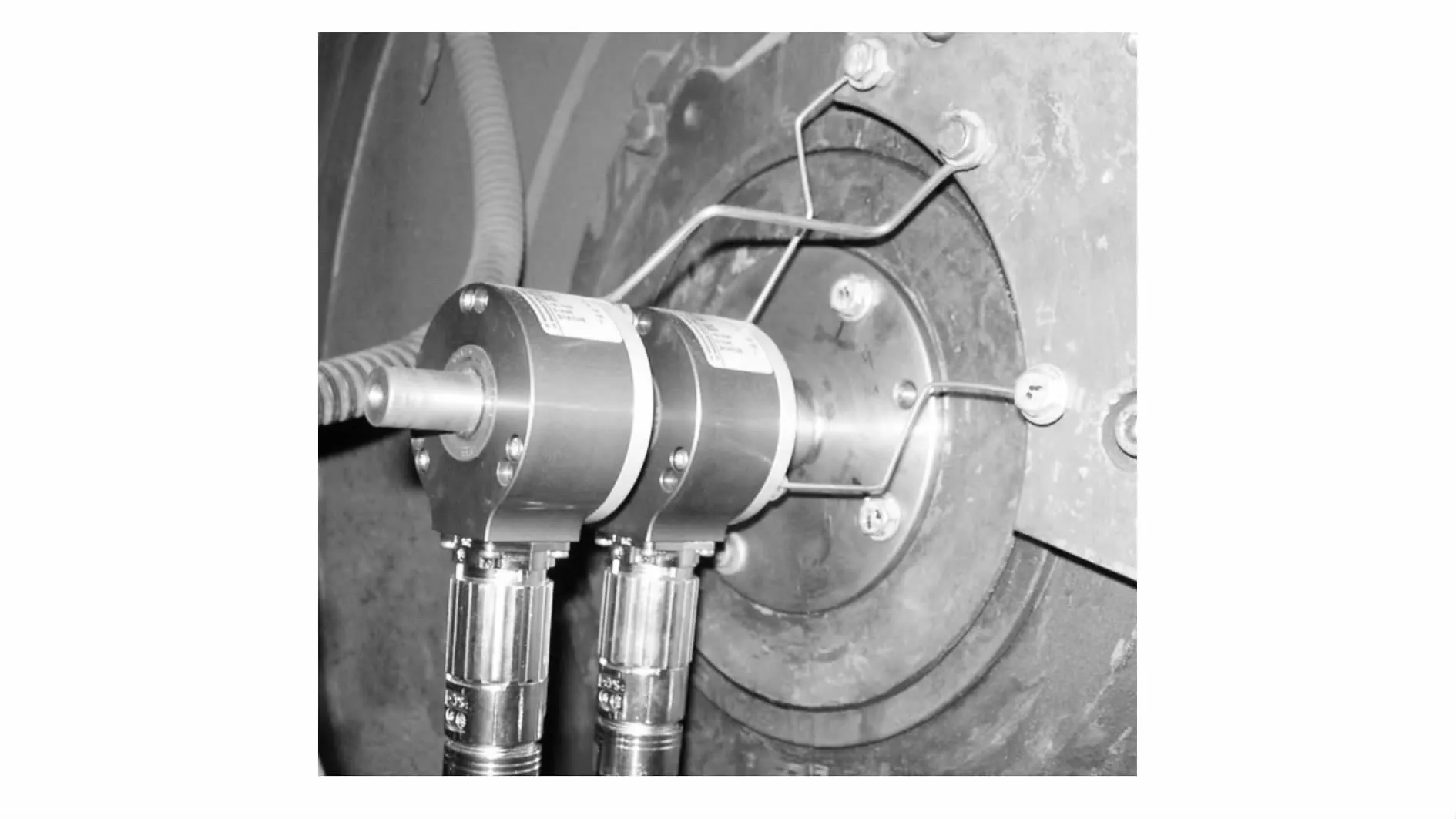
图4 双码盘安装图
5.检查现场所有码盘线,现场有接地线的进行拆除,改成单端接地,接地端接在PLC的接地线上。尚未进行码盘改造的,检查码盘接线头是否有松动、Z轴向接线的要拆除并做好包扎、备用线是否有裸露或碰壳情况。
4 实施效果及后续要求
1.目前中型线已经完成对粗轧机组的1#、2#、5#轧机码盘安装方式进行的改造。其中5#轧机是出口机架。生产过程中,RHI504码盘数据比较稳定,固定连接杆未有松动的情况,使用效果非常好。更换码盘耗时也由原来的20 min减少到10 min,可有效减少故障的处理时间,后续的改造工作将会加快进度进行。
2.有工艺停机时间时,要求设备维护人员对轧机码盘接线端、码盘轴固定螺杆、码盘连接杆等易松动件进行紧固;改轧需要更换出口机架时提前进行试机确保码盘传输到PLC数据的准确性。
5 结 语
随着柳州钢铁股份有限公司降成本工作更深层次推进,中型线轧机码盘改造工作已不容拖延,初期的改造措施也取得了很好的效果,如今棒线型材厂取消了大轴径轧机码盘和脉冲输入模块备件的申报。该项改造实现了棒线型材厂所有生产线轧机码盘型号的统一,实现了码盘互通互用,提高了轧机码盘的维护效率。
Exploration and Practice of the M ill Yard Drive Transformation
HUANG Yu-qiang,HUANG Jun
(Liuzhou Iron&Steel Co.Wire Rod Plant Profiles,Liuzhou 545000,China)
Guangxi Liuzhou Iron&Steel Co.,Ltd.is accelerating its efforts to reduce costs,in response to the current severe cold snap.Iine profiles factory also exploring the direction of lowering costs,one effective cost reduction work is high line,bar,profile production of spare parts in common,achieveminimum stock.Medium sectionmill production line encoder used ismore various,All kinds of spare parts inventory encoder a more direct impact on reducing the cost ofwork.No common code to handle disk is also rolling code disk failure caused great difficulties.The generic profile production line after the transformation code disk,code disk is greatly reduced spare parts inventory,when failure is also convenient handling,and reduce costs and productivity improvement in the anterograde work has significantly improved.
rolling code disk;versatility;reduce costs;failure time
TH113.1
:A
:1003-5540(2014)03-0068-03
2014-02-19
黄语强(1985-),男,助理工程师,主要从事电气设备维护工作。
