复合材料汽车板簧的优化设计
2014-06-24赵燕蔡艳涛王声涛李宇菲郑银环
赵燕 蔡艳涛 王声涛 李宇菲 郑银环
(武汉理工大学机电工程学院)
随着汽车平顺性和节能环保要求的提高,对汽车轻量化的要求越来越高。汽车钢板弹簧的质量约占整车质量的5%~7%,因此钢板弹簧的轻量化对汽车的轻量化有十分积极的影响。传统钢板弹簧的设计,国内外学者进行了很多的研究并提出了很多优化和可靠性的设计方法[1-4]。纤维增强复合材料具有单向强度高、单位质量储能大、弹性模量小及耐腐蚀等优点,所以近年来科研人员开始致力于复合材料板簧的研究[5-7]。文章对复合材料板簧进行优化设计并与相同条件下的钢板弹簧进行对比,结果表明,复合材料板簧的性能优于钢板弹簧。
1 复合材料汽车板簧的优化设计
根据复合材料层合板力学的相关理论,对复合材料板簧进行优化设计。选择适合汽车板簧的复合材料并设计计算板簧的尺寸以便选取合适的设计变量,以最小的板簧质量为目标函数,以板簧的尺寸参数为设计变量,以板簧的强度和刚度为约束条件,建立复合材料汽车板簧的优化数学模型。最后结合某车型板簧的原始数据,调用Matlab 优化工具箱中的有约束非线性优化函数求得板簧最小质量下的最佳尺寸,为板簧模型的建立和有限元分析奠定基础[8-10]。
1.1 板簧材料的选择
目前,国内外复合材料板簧所用材料主要是E- 玻璃纤维增强树脂基复合材料(Glass fiber reinforced plastics,GFRP)。该材料符合汽车板簧的力学性能要求,且制造工艺成熟、成本低,满足轻量化要求,故文章采用E- 玻璃纤维。考虑到复合材料汽车板簧的受力特点和工况,其树脂基体要在静载荷与动载荷作用下工作并能吸收振动,文章所选基体材料为环氧树脂,对某车型的主副簧复合式板簧进行研究,主簧为2 片,副簧为1 片,利用E- 玻璃纤维环氧树脂来取代弹簧钢。
1.2 板簧的尺寸设计计算
为了使板簧各片的疲劳寿命大致相同,在确定各片的长度时,应尽量使应力沿着长度方向合理分布,文章采用计算法来确定板簧各片的长度。
如图1所示,第i 片板簧的弯曲应力沿片长的分布有3 种情况。图1中,s 为板簧在夹紧时2 个骑马螺栓(或称U 形螺栓)的中心距;σi/Pa 为板簧在中心螺栓夹紧处的应力;σxi/Pa 为与下一片板簧的端部相接触处的应力。
理论上图1c 的应力分布是最合理的,因为能保证板簧的叶片在长度方向上强度相等,充分利用了材料,但由于卷耳处与车架联接后在使用中能产生附加应力(如扭转应力),所以主片的疲劳寿命能降低;图1b 所示的应力分布情况只有在特殊条件下才能使用,如为了补偿骑马螺栓或中心螺栓夹紧板簧时产生的预应力;图1a 所示的应力分布可以使主片卷耳处的附加应力与本身的应力相加后和中心螺栓处的应力大致相等,所以图1a 的应力分布较为合理,文章采用这种应力分布。
图1中,令:γi=σxi/σi,γ 称为应力分布系数,则3 种情况下的值分别为 γ<1,γ>1 和 γ=1。表1示出γ的推荐值。
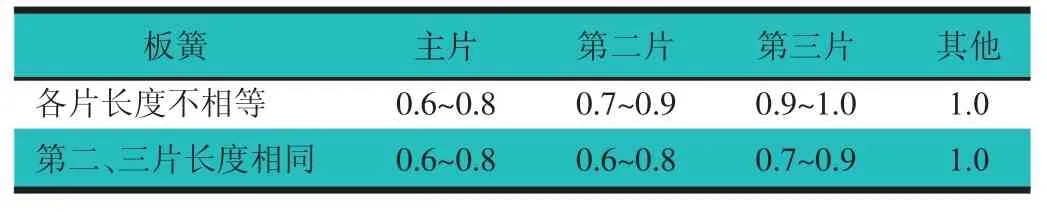
表1 应力分布系数(γ)推荐值
1.2.1 主簧的尺寸设计
每片主簧的长度和片端部的受力情况,如图2所示。
对于第一片主簧(图2中i=1),从P1~P2为悬臂梁,在P2处的力矩平衡,结合图1a 和图2的受力分析,可列出如下方程:
由此可得:
已知板簧根部的弯曲应力最大,所以可得:
式中:l1,l2——第一、二片板簧从中心螺栓到片端部的长度,mm;
σ1——第一、二片板簧从中心螺栓到片端部的应力,N;
P1,P2——第一、二片板簧端部的载荷,N,其中P1为已知力,即作用在第一片簧卷耳上的力;
W1——第一片板簧从中心螺栓到端部的截面系数,mm3;
γ1——第一片板簧的应力分布系数;
s——U 形螺栓的中心距,mm。
文章取γ=0.7,代入原始数据(原始数据在后文)可初步估算得:
1.2.2 副簧的尺寸设计
当板簧承受较小的载荷时,只有主簧工作,随着载荷不断地增加,副簧也开始工作,假设主副簧刚开始接触时的载荷为Pi,主副簧完全接触时的载荷为Pj,则需要满足式(3):
式中:i——伸直时副簧与主簧的长度比,i=l3/l1。
从式(3)可见,Pj和Pi的比值与主簧和副簧的长度比有关。
由式(3)可初步估算得:i=0.634 4,l3=0.634 4l1。
1.3 板簧的优化设计
板簧优化设计的目标函数为板簧的质量,并以主簧第一片的长度和主副簧的厚度为设计变量,以空载和满载载荷下板簧的刚度和各片的强度为约束条件,得到板簧最小质量下的最佳尺寸。该问题为不等式约束条件的非线性优化问题。
某车型的板簧原始参数如下:空载载荷Q1=2P1=2 200 N,满载载荷Q2=2P2=7 800 N,主副簧刚开始接触时的载荷Pi=1 700 N,主副簧完全接触时的载荷Pj=4 650 N,第一片板簧的伸直长度L=2l1=978 mm,s=100 mm,主簧每片厚度h1=6 mm,副簧厚度h2=7.5 mm,板簧宽b=60 mm,原钢板弹簧总成质量m=9.05 kg,空载载荷下板簧刚度的期望值满载载荷下板簧刚度期望值设计允许误差η=0.4%。
板簧材料的刚度系数Q11=39.17GPa,Q12=Q21=2.18GPa,Q22=8.39 GPa,Q66=4.14 GPa,纵横向拉伸极限应力分别为Xt=1 062 MPa,Yc=118 MPa,体积质量 ρ=1.8 g/cm3,安全系数取n=3。x,y,z 方向失效拉伸应力分别为Ex=34000MPa,Ey=6 530 MPa,Ez=6 530 MPa;xy,xz,yz 方向失效剪切应变分别为 Pxy=0.217,Pxz=0.217,Pyz=0.366;xy,yz,xz 方向失效剪切应力分别为 Gxy=2 433 MPa,Gyz=1 698 MPa,Gxz=2 433 MPa。
用Matlab 优化后得到的结果,如表2所示。

表2 板簧优化设计结果
2 板簧的静态有限元分析
通过板簧的静态有限元分析来研究其静态力学行为,从而验证板簧优化结果及模型建立的正确性。在得到板簧优化设计的结果后,将板簧的Pro/E 三维几何模型导入ANSYS 中,在前处理器中选择单元类型,定义实常数和材料参数,做布尔运算、划分网格及设置接触对后,进行板簧装配,然后分析满载载荷下的变形和应力,并计算满载刚度。
2.1 板簧的三维实体建模
根据1.3 节对板簧模型的优化结果,建立Pro/E 模型,如图3所示,板簧的有限元模型,如图4所示。
2.2 板簧装配仿真结果
图5示出板簧总成在中心螺栓夹紧后的预应力分布图。由图5所示可知:装配预应力主要出现在主簧的中央和主簧第二片两侧,且预应力对称分布。装配预应力的最大值为284 MPa,位于主簧第一片的下表面;其次为主簧第二片的两侧,预应力范围是189~252 MPa,其他部位预应力较小。
2.3 满载下应力分析及静刚度计算
2.3.1 满载下的应力分析
在完成板簧装配预应力的分析后即可进行满载载荷下的静力分析。在主簧第一片两端施加垂直载荷,每个节点加780 N,左右两端总共10 个节点,所以板簧受到的总载荷为7 800 N,图6示出应力分析结果。
从图6可以看出,在满载情况下,应力的最大值为429 MPa,位于主簧第一片的下表面中央和主簧第二片的上表面中央;其次为主簧第二片靠近两端处,应力的值为333~381 MPa,左右两端呈对称分布。副簧由于未与主簧完全接触,此时的应力值为95~143 MPa。板簧的极限应力值为1 062 MPa,远大于满载载荷下的最大应力值,所以在满载载荷作用下板簧应力满足要求。
2.3.2 板簧的静刚度计算
图7示出板簧总成在满载载荷下位移分布图。由图7可知,主簧第一片自由端向下的位移量为28.26 mm,减去其在装配过程中的预变形量-18.01 mm,在加载过程中主簧第一片的自由端向下的位移量为46.27 mm,即板簧的静挠度为46.27mm,所以满载刚度为168.58N/mm,而满载期望的刚度为146 N/mm,有限元计算的刚度值偏大,主要是由于接触对设置的误差所致。由2.2 节装配过程的仿真结果可知,板簧总成在装配夹紧后的弧高为144 mm,所以满载状态下的弧高为97.73 mm。
仿真分析结果表明,板簧在装配过程中各片中部相互贴紧,上片的曲率半径会减小,而下片的曲率半径会变大,装配后中心螺栓附近的应力最大;在满载工作载荷的作用下,片端会产生沿工作载荷方向的位移,该位移在一定范围内与工作载荷的大小成正比。
3 板簧的动特性仿真分析
板簧在实际使用过程中,经常受到路面的动态激励。本节研究板簧在正弦载荷作用下片端的位移响应和动刚度,并进行疲劳寿命的仿真分析,预测板簧的疲劳寿命。
3.1 板簧的动刚度分析
在板簧中部施加约束,在其端部施加正弦力:F1=5 000+2 800sin(2πt)。由于板簧模型左右对称,则板簧每端的动载荷为F2=2 500+1 400sin(2πt)。而每端有 5 个节点,所以每个节点上施加动载荷为F3=500+280sin(2πt)。
根据文献[11],考虑摩擦情况的影响,并取摩擦系数为0.2。
分析过程中分2 个载荷步加载,第1 个载荷步模拟中心螺栓夹紧板簧的装配过程,第2 个载荷步模拟板簧在端部受正弦载荷作用下的响应过程。
求解完成后,在时间历程后处理器中选取片端3751 号节点z 方向的位移,生成位移随时间的响应曲线,如图8所示。
由图8可知,在前1 s 时间内,由于中心螺栓的夹紧,板簧第一片曲率半径减小,片端会向上移动。由于定义z 轴的正方向是垂直板簧向下,所以图8中曲线在前1 s 是下降的,完全装配夹紧后z 方向的位移量是-17.195 mm,即夹紧过程使片端向上移动17.195 mm。在后1 s 时间内,板簧片端加的正弦力,由于各片间存在摩擦且考虑到装配过程中的预应力效应,片端位移按近似正弦规律曲线变化,最大值为26.74 mm,最小值为0.91 mm。
在正弦载荷作用期间,片端的位移量减去装配夹紧后z 方向的位移量-17.195 mm,即可得到正弦载荷作用下的挠度,如表3所示。

表3 板簧载荷与挠度关系表
表3的数据在Matlab 中进行曲线拟合后得到动态载荷增加和减少过程中动刚度曲线,如图9所示。
从图9可知,加载阶段的刚度曲线在卸载阶段的刚度曲线上方,即加载阶段的刚度(172 N/mm)大于卸载阶段的刚度(166 N/mm)。加载过程与卸载过程有差别,大小相同的载荷在加载阶段的挠度要小于卸载阶段的挠度。
3.2 板簧的疲劳寿命仿真分析
对于板簧而言,疲劳寿命指的是任何一片板簧最先产生宏观裂纹时的循环次数,而宏观裂纹指的是簧片某一个位置的两个侧面沿厚度方向的裂通。
3.2.1 板簧疲劳危险区域的确定
文章中板簧在由中心螺栓夹紧的过程中,最大应力处出现在第一、二片簧中间段的上下表面处,所以选主簧中间段中心螺栓附近为疲劳危险区域。
在 F1=5 000+2 800sin(2πt)的作用下,板簧发生变形,当载荷达到7 800 N 时和载荷在2 200 N 时的应力分布,如图10所示。
从图10a可以看出,在正弦力处于最大值的时刻(板簧载荷为7 800 N),应力最大值为429 MPa 出现在主簧中间段中心螺栓附近,此处的节点号为1658;在交变载荷处于最小值的时刻(板簧载荷为2 200 N),应力最大值为342 MPa,还是出现在主簧中间段中心螺栓附近,节点号仍为1658,如图10b所示。因此应力幅为43.5 MPa。
在ANSYS 中通过通用后处理POST1 当中的列表选项可得节点号为1658 的节点在交变载荷最小和最大时各个方向的应力值,如表4所示。

表4 板簧危险区域1658 号节点应力值 Pa
3.2.2 板簧的疲劳寿命仿真分析过程及结果
在ANSYS 的疲劳计算模块当中,疲劳计算的节点位置数可以大于5 个,事件数可取10 个,每个事件可取3 种载荷。本次疲劳试验仿真分析当中疲劳位置取1 个,疲劳事件取1 个,载荷取2 个。
根据文献[12]给出的E- 玻璃纤维环氧树脂的S-N曲线图,找出一系列关键点并确定关键点的近似坐标值,输入ANSYS 的疲劳分析模块,定义循环次数为30 万次,激活疲劳寿命运算器后,得到板簧的疲劳计算结果,如图11所示。
由图11可见,疲劳分析的仿真结果是5 000 万次。实际工程应用中零部件通常取200 万次作为理论上的无限次循环,所以该仿真结果可认为是无限次。
4 结论
文章利用Matlab 中的相关优化函数对板簧结构进行了优化设计,结果表明:优化后的板簧质量比优化前减少了50%。建立了板簧模型,进行了满载载荷下的静力分析。结果表明:在满载工作载荷的作用下,片端会产生沿工作载荷方向的位移,该位移在一定范围内与工作载荷的大小成正比,仿真计算所得满载刚度值与设计要求刚度值接近,而满载载荷下的应力最大值仍出现在中心螺栓附近。仿真结果基本与实际情况相符。
在正弦载荷的作用下,分析了板簧端部的位移随时间的响应,计算了动刚度,然后进行了疲劳分析,预测板簧的疲劳寿命。结果表明,在正弦载荷的作用下,位移随时间的响应按照近似正弦函数的规律变化;由于板簧片间存在摩擦,在加载阶段的刚度大于卸载阶段的刚度;疲劳寿命的仿真结果为5 000 万次,即实际工程应用中的无限次。
