钢球自动压装机的设计
2014-06-15朱克明
朱克明
(常熟长城轴承有限公司 江苏 常熟 215500)
轴承制造过程中经常涉及保持架组件安装的问题.其中将滚动体(钢球、滚子或滚针)装入保持架的工序,由于各类轴承品种与规格的差异很大,其通用的保持架组件安装自动化装备的设计比较困难,因此在该类工序中有相当部分是采用人工方法安装滚动体.本文结合某系列特殊推力轴承的钢球安装工序,针对其钢球数量多的结构特点,设计钢球自动压装机,改变了人工安装的操作方式,提升了该系列轴承制造水平,从而实现了高效、优质、低耗的制造要求.
1 钢球自动压装机总体设计方案的形成
某系列特殊推力轴承保持架的三维造型[1]及保持架安装如图1所示.该保持架需放置43个φ5 mm的钢球,以往该工序由人工将钢球逐个嵌入保持架.钢球自动压装机的总体设计方案考虑了利用钢球的自重经过一定的路径导引进入保持架的各对应位置,然后利用气缸的运动将钢球压入保持架内,此时人工在操纵自动压装机的同时完成保持架的取放.由此考虑的总体结构如图2所示.
从钢球自动安装的设计要求看,安装机构需要具备的功能包括钢球存放、按照保持架钢球数量经分度后进入对应安装位置、自动压入钢球、保持架组件取放等.安装机构设计的基本思路是将钢球由储存区进入分度盘,然后与调整盘组合形成钢球进入保持架的对应通道,利用气缸驱动压紧爪的下降将钢球自动压入.随后由升降气缸完成安装机构的升降动作,从而方便保持架组件的取放[2].
从操作过程看,操作者先使升降气缸1升起,拉出底座5放置保持架,随后推入图2所示的钢球自动安装位置,操作升降气缸1带动安装机构下降.此时处于挡圈3内的钢球经过分度盘7自动进入调整盘4内,经过对应通道在保持架孔上方就位,随后压紧气缸6带动压紧爪2将钢球压入保持架内,接着升降气缸1将安装机构提起,操作者拉出底座5取下已装入钢球的保持架组件,换上待安装的下一个保持架.

图1 某系列机床主轴轴承保持架的三维造型及安装钢球后的保持架组件

图2 钢球自动压装机总体结构示意图
2 钢球自动压装机设计中关键参数的确定
2.1 钢球压入力的分析计算
由于钢球推进由压紧气缸驱动压紧爪的下降运动完成,因此该力的计算涉及到气缸相关参数的确定.在已知保持架的尺寸及材料特性的基础上,可由图3算钢球进入保持架所需的压入力.
如图3a所示,当钢球受到压入力Fg时,保持器的窗口会受到扩张力Fz,当Fg取合适值时,钢球就被压入保持架窗口内.
如图3b所示,取钢球为研究对象,设Fg为压入力,Fn为保持器窗口给予的反力,该力可在水平和垂直方向分解为Fnx和Fny两个分量,其中Fnx的反力就是扩张力Fz,可以依据保持架材料特性和几何尺寸求出,而Fg与Fnx的关系则可由图3b分析确定:

式中:R是钢球半径,l是保持架窗口宽度.
考虑到在气缸带动压紧爪压入钢球时,若设被压入钢球做初速为零的匀加速运动,而在此运动过程中考虑保持架给予钢球两侧的摩擦力的影响,实际的动压入力F应有:

式中:Fg1是考虑压入运动中单个钢球的动压入力,
N是保持架组件所需的钢球数,
m是单个钢球的质量,
a是压紧爪下降的加速度,
Ff是单个钢球在压入运动中受到的摩擦力.
综合式(1)与式(2)就可以确定压紧气缸的缸径相关数据.
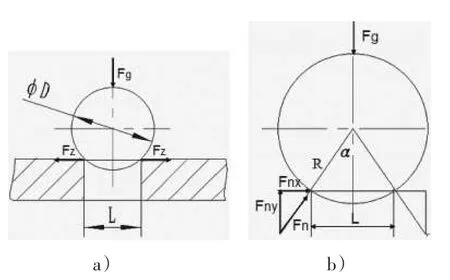
图3 钢球压入力的分析计算
2.2 保持架安装底座定位弹簧的分析计算
图4中的底座为安装保持架所用,设计时考虑了保持架需定位准确以便其推入钢球压入位置时能保证钢球沿指定路径进入保持架对应孔上方.该底座的定位设计利用了保持架上沿圆周均分的三个钢球位置孔,在底座的上述位置设置三个弹簧定位圆柱(见图5a).当保持架放置于底座时,以该三个弹簧定位圆柱定位;而当压入动作到来时,弹簧受压缩而让钢球进入保持架内;当压入动作完成,压紧爪上移时,弹簧部分恢复而抬起一定高度,以方便操作者取下保持架组件.
由于弹簧在钢球被压入时受压缩,而当压入后压紧爪上升撤去压紧力后,弹簧需将保持架组件顶起以方便取下,由图5分析可得到弹簧弹性系数k的取值范围.
设图5b为钢球压入时的平衡状态,则

式中:Gb1是单个钢球的重量,x是在平衡状态时弹簧压缩的长度.
设图5c中当单个钢球的推进力Fg1撤去后,弹簧力Fk应能将已装入全部钢球的保持架组件弹起一定距离,设此时弹簧压缩的长度为x1,则有

式中:Gb是1/3保持架组件(钢球已装入)的重量,x1是在弹起状态时弹簧压缩的长度.
综合上述分析可得弹簧弹性系数k选取的范围为:


图5 弹簧弹性系数选择的分析计算
2.3 气缸及气动系统主要参数的确定[3]
在钢球自动安装机中设置了两个气缸(见图2),其中压紧气缸的缸径选取主要依据单个钢球的压入力Fg1和钢球总数的乘积,本例中气缸带动的压紧爪如图6所示,由此可确定其气缸的工作负荷F=43 Fg1;而升降气缸缸径的确定则需考虑整个安装系统(包括钢球存储区、分度盘、调整盘、压紧爪以及压紧气缸等)重量来确定其工作负荷.
当此时气动系统的压力参数确定时,可获得两者的气缸缸径,相应地可获得气动系统(如管道及控制阀等)的其他参数.

图6 压紧爪
3 结语
对于类似机床主轴用的一些滚动体数量较多的特殊轴承,特别是具有一定批量和具备一定产品系列的制造过程,设计滚动体自动安装机械是一种较为经济而有效的保持架组件装配方案.由于各类轴承的种类及规格繁多,故该类设计方案应建立在对产品结构和要求充分理解以及熟练应用工程力学和机械设计理论以及相关控制理论的基础上,力争使滚动体自动安装机械的设计具有一定的产品覆盖范围,更好地提升其整体技术经济性能.本例中的钢球自动压装机考虑了钢球直径及数量分布的一定范围,在此范围内只要更换分度盘、调整盘及压紧爪,就可以应用于其他参数的同类轴承的保持架组件的自动装配.实际运用结果表明,本文设计的钢球自动压装机安装调整方便,装配效率高且质量稳定,具有一定的技术与经济优势.
[1]潘毅.CAXA模具设计与制造指导[M].北京:清华大学出版社,2004:104-144.
[2]机械设计实用手册编委会.机械设计实用手册[M].北京:机械工业出版社,2007:1128-1186.
[3]王文斌.机械设计手册(第3卷)[M].北京:机械工业出版社,2007:127-164.