油管中塑料内衬管的伸长原因及控制措施
2014-06-05王海文米海杰
王海文,杨 峰,赵 辉,米海杰
(1.中国石油大学(华东),山东青岛266580;2.中石化胜利油田分公司东辛采油厂,山东东营257094;3.甘肃省地矿局第二地质矿产勘查院,兰州730020)①
油管中塑料内衬管的伸长原因及控制措施
王海文1,杨 峰2,赵 辉2,米海杰3
(1.中国石油大学(华东),山东青岛266580;2.中石化胜利油田分公司东辛采油厂,山东东营257094;3.甘肃省地矿局第二地质矿产勘查院,兰州730020)①
塑料内衬油管的塑料管在高温下会伸长,导致该塑料管损坏,油管报废。建立了管柱受外力和温度变化情况下塑料管的应力分析模型,分别对20℃和80℃条件下制造的塑料内衬油管进行塑料管的内应力分析。在20℃条件下生产的塑料内衬油管,通过油井内高温的作用,塑料管处于压应力状态,从油井内提出时会发生伸长现象;在80℃条件下生产的塑料内衬油管,其塑料管处于拉应力状态,从油井内提出时不会发生伸长现象。因此,钢材和塑料性质差异、地面和油井内温度差异是造成塑料管伸长的主要因素。利用塑料的记忆特性,采取预应力技术加工塑料内衬油管,能够解决塑料管伸长的问题。
油管;塑料管;伸长;预防措施
塑料内衬油管在国内外油田获得较好的应用效果[1-2]。据不完全统计,2013年胜利油田在用井数超过3 000口,塑料内衬油管的使用量约3×106m,成为解决杆管偏磨问题的最主要技术。塑料内衬油管在现场应用中也存在一些问题,例如塑料管破损、耐温较低、易结蜡、内径减小、抽油杆腐蚀断裂加剧、泵壳腐蚀穿孔加剧和塑料管伸长现象等。塑料管伸长现象是指当油井作业时,从井内提出的塑料内衬油管出现了塑料管从油管内伸长出来的现象,伸出最多的达到50 m m。这种现象不是很常见,有些批次的塑料内衬油管不出现塑料管伸长现象,有些出现该现象的油井也不是所有塑料管都伸长。笔者对塑料内衬油管的制造、储存和应用过程中受力情况进行分析,研究塑料管伸长现象的机理,提出了制造工艺的改进方法,从而解决了塑料管伸长问题,为进一步提高内衬油管质量和使用效果提供参考。
1 塑料管伸长现象及危害
塑料内衬油管是一种复合材料油管,由外部的A PI标准油管和内衬的塑料管构成[3]。塑料管一般采用H D PE(高密度聚乙烯)加工,也可采用改性或其他材质的塑料,以改善其耐温、耐磨等性能。加入塑料内衬的油管既保持了油管的机械强度,又具有塑料管的优点。H D PE塑料管具有较好的耐磨性能和亲油性能,用在油井内,即使在高含水条件下,其与抽油杆及抽油杆接箍之间的耐磨损性能优异[4],解决了近些年来困扰高含水油井抽油机和螺杆泵采油遇到的杆管偏磨问题,工业应用价值巨大。
内衬的塑料管在两头有翻边结构,这种结构约束了塑料管,使其不能缩进油管,在油管伸长时,油管顶着翻边使塑料管随之伸长。在井下时,由于有接箍的锥形内螺纹和翻边的约束,塑料管随油管等长度伸缩。当油井作业提出油管卸扣后,接箍的锥形内螺纹对塑料管的约束被取消,如果塑料管处于被压缩状态,塑料管将伸长,伸出油管。出现伸长现象的塑料管在卸开丝扣前应该处于较大的压应力状态,伸长出来的塑料管在井场放置几小时后,有些能缩回一点,但一般无法全部缩回,仍有些外露。有些油田采取报废伸长管的制度,有些采取切割掉伸长部分继续下井使用的处理方法,切割后缺少了塑料管两头翻边,塑料管能轴向自由窜动,两根管之间缝隙加大,成为塑料管损坏的诱因。
出现塑料管伸长现象的井必然会发生塑料管破损的情况。处于轴向被压缩状态的塑料管,容易破坏内衬塑料管与油管内壁紧密贴合状态,尤其是在管柱处于弯曲状态时,内衬塑料管与油管内壁之间出现间隙,在抽油杆上下冲程反复刮压下易破损。
例如,胜利油田某井配套塑料内衬油管前采用ø56 m m泵,下泵深度1 400 m,冲程3 m,冲次4 min-1,泵以上900 m井段都能观察到偏磨,因杆管偏磨严重,检泵周期仅75 d。针对该情况,在泵上配套塑料内衬油管920 m,连续生产177 d后停产上作业,该井作业原因是塑料管破损。由于破损塑料管阻挡,撞击泄油器不充分,作业时从第50根油管内见液,而这口井的动液面位置处于第103根油管。从第50根油管开始每卸开一根油管都要放出里面的液体,由于油管里有液体,使提出来的油管还有较高的温度。该井作业过程中有11根H D P E塑料管伸长出20~40 m m,均处于第50根油管以下。这个井例提示,在油管还处于较高温度的情况下卸开油管,增加了塑料管伸长出来的可能性。
2 管柱伸缩因素分析
塑料管伸长的内因是其处于压应力状态,外因可能有多个。本文研究外力和温度变化对塑料管伸长的影响。
2.1 油管受拉伸力变形分析
塑料内衬油管在生产和储存时处于水平放置状态,认为其轴向不受外力。在油井内时,为简便起见,忽略油管与套管内壁的摩擦力、流体的摩阻力和井内液体浮力等,认为井眼轨迹是竖直的,分析某个油管受轴向力时只考虑其以下油管、泵、其他井下工具和液柱等的重力载荷。
塑料内衬油管的外螺纹与A PI标准油管相同,两根塑料内衬油管依靠接箍连接起来,接箍的结构与A PI标准相同或在中部加长,这种连接方式,使管柱的轴向拉力仍由油管承担,塑料管依附于油管内,其重力由油管承载,可以忽略塑料管自身重力对长度的影响。从井口开始,第i根油管承受其以下管柱重力为:

式中:Pi为第i根油管承受其以下管柱重力,N;H为塑料内衬油管下入深度,m;Lzi为第i根塑料内衬油管下入深度,m;Wy为油管线重,N/m;Ws为塑料管线重,N/m;Pw为塑料内衬油管以下泵、井下工具和液柱载荷等的总重力,N。
塑料内衬油管在其以下管柱重力作用下的伸长量为:

式中:Δ Li为第i根塑料内衬油管在其以下管柱重力作用下的拉伸量,m;Li为第i根油管长度,m;E为油管钢材的弹性模量,2.06×1011Pa;Ay为油管钢材部分横截面积;m2。Es为塑料(H D P E)的弹性模量,6.89×108Pa;As为塑料管塑料部分横截面积;m2。
由于塑料的弹性模量远小于钢材,式(2)可以简化为:

公称直径73.0 m m(27/8英寸)和88.9 m m(31/2英寸)的塑料内衬油管参数如表1。

表1 2种规格塑料内衬油管的参数
分别假设塑料内衬油管下入1 000、1 500、2 000 m 3种情况。泵、尾管等的总重力为5 000 N。内径54.8 m m内衬油管的液柱载荷分别为23 102、34 653、46 204 N。内径67.8 m m内衬油管的液柱载荷分别为35 363、53 045、70 726 N。单根油管长度为8.5 m,下入井的油管与在地面相比,拉伸量计算结果如图1。由于54.8 m m和67.8 m m内径2种情况的计算结果非常相近,绘制的曲线重合,因此图1中只绘制了内径67.8 m m单根油管在不同下入深度情况下的拉伸量曲线。
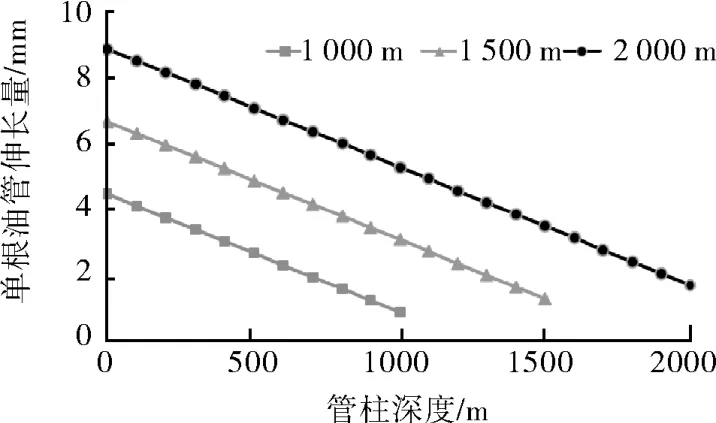
图1 单根内衬油管在不同下入深度时塑料管的伸长量
由图1可以看出,靠近井口的上部油管受力大,应变大,单根塑料管的伸长量大;下部油管受力小,应变小,单根塑料管的伸长量小。同一深度位置的单根油管在1 000、1 500、2 000 m 3种下入深度的管柱中拉伸量依次增大,2 000 m管柱在井口附近单根塑料管的伸长量为8.9 m m。
2.2 温度变化对油管长度的影响
管材温度变化引起的轴向变形:

式中:T0、T为管材温度变化前、后的温度,K;α为管材的线膨胀系数,m/(m·k);L为管材的长度,m。
材料的线膨胀系数在不同温度下不是恒定值,为简便分析,油管钢材的线膨胀系数取1.21×10-5m/(m·K),H D PE的线膨胀系数取2.0×10-4m/(m·K),两种材料约有20倍的差异,因此,当温度变化时,塑料管和油管会出现不同的伸缩量。
根据式(4),计算1根8.5 m长的油管和塑料管温度从20℃升高到40、60、80℃3种情况的伸长量。如果油管和塑料管两端都受到约束而不允许其伸长,则温度变化会在油管和塑料管内产生压应力,计算结果如表2。

表2 温度升高过程中油管和塑料管的伸长量
由表3可见,同样温度变化,钢质油管的伸长量远小于塑料管。如果塑料内衬油管是在20℃环境温度下生产的,在20℃环境温度存储时,油管、塑料管皆处于自由状态,轴向不受力。下入油井后,管柱在井筒内升温。假设地温度梯度为3℃/100 m,恒温层温度为20℃,则井下2 000 m处的温度为80℃,此处的油管由于温度升高导致塑料管承受7.8 M Pa的压应力。
综合受力和温度变化2方面因素,在井筒内的塑料管的应力如图2。

图2 塑料管在井下不同深度的应力
由图2中20℃制造数据线可以看出,在井口附近,塑料管处于拉应力状态,井下170 m深度以下塑料管处于压应力状态,到2 000 m深度时,塑料管的应力达到-7.68 M Pa。
2.3 塑料管伸长现象的机理
油井作业上提油管到达井口时,塑料管仍有余温,这时卸开丝扣后的塑料管会在压应力的作用下伸长。如果上提油管速度快,余温高会增加伸长量。如果油管泄油不充分,油管中见液,油管降温更慢,这种情况下出现伸长现象的情况会更加严重。
塑料管与油管内壁之间的摩擦力会阻止塑料管伸长,实际伸长量小于理论计算值。同理,摩擦力也会阻止塑料管缩回去。
3 预应力塑料内衬油管
H D PE的分子是长链线形结构或支链结构,具有结晶性,结晶度为80%~90%,力学性能与其分子质量、支化度和结晶度关系密切,结晶度大,其力学性质就好,记忆性能好。
利用H D PE的记忆特性,在近似井筒温度下加工生产塑料内衬油管,在常温时塑料管处于拉应力状态,下入井内使用时避免或减轻塑料管处于压应力状态,这种预应力管能够解决伸长问题。
改进的预应力塑料内衬油管加工制造工艺步骤:
1) 油管置于温度80℃隧道炉里加温1 h以上。
2) 把塑料管缩径并插入加温的油管。
3) 继续置于温度80℃隧道炉里加温2 h以上。
4) 从隧道炉里取出,立即把塑料管双向向外拖拽。
5) 尽快加热两头塑料管达到塑料软化温度,手工或机器进行塑料管翻边整形。
步骤1)给钢质油管加热,便于步骤2)向油管内插入塑料管,塑料管缩径后插入油管,由其记忆特性恢复原来直径,能够使其在油管内处于过盈状态,使塑料管不易在油管内轴向窜动,步骤3)的时间一定要充足,使塑料管均匀达到80℃,有足够时间热膨胀并释放内应力,步骤4)是为了进一步释放内应力,步骤5)一定要快,以免降温太多达不到预期效果。
完成步骤5)后,置于常温下储存,塑料管处于拉应力状态。加工温度选择80℃是一个比较通用的折中温度,可根据油管下入油井的温度场分布情况做调整。在80℃情况下加工的塑料内衬油管处于不同储存环境温度下的塑料管拉应力如表3。

表3 塑料管在不同储存环境温度下的预应力
由表3可以看出,储存环境温度越低,塑料管的拉应力越大,在温度-40℃时,拉应力为15.7 M Pa,仍小于H D P E的拉伸强度,处于安全范围,但过低的储存温度有可能使其产生永久变形,因此预应力管储存环境温度不宜过低。
由图2中80℃制造数据线可以看出,采用80℃生产的预应力塑料内衬油管,下入2 000 m油井后,整个井下塑料管都处于拉应力状态。油管取出后温度降低,仍处于拉应力状态,这样就解决塑料管伸长问题。
目前塑料内衬油管的生产厂家较多,生产工艺不尽相同。胜利油田大部分油井使用预应力管,未出现塑料管伸长问题。塑料管处于拉应力状态还有利于塑料管贴紧油管内壁,减少了塑料管破损问题的发生。
4 结论
1) 塑料内衬油管是复合材料油管,钢材和塑料的性质差异、地面和油井内温度差异是造成塑料管伸长的主要因素。
2) 利用H D P E塑料的记忆特性,采取预应力技术加工塑料内衬油管,使塑料管在地面和井下都处于拉应力状态,解决了塑料管伸长问题。
[1] 杜现飞,李力行,梁玉凯,等.胜利油田斜井机械采油技术新进展[J].石油矿场机械,2008,37(5):68-72.
[2] 石艺.华北油田应用耐磨防腐内衬油管技术显成效[J].石油钻采工艺,2012,34(3):72.
[3] 王海文,赵雷,杨峰,等.H D P E内衬油管防治抽油机井杆管偏磨研究[J].石油矿场机械,2008,37(2):74-77.
[4] 付强,付路长,周宏斌,等.内衬管偏磨治理工艺的研究与应用[J].石油矿场机械,2008,37(1):84-87.
Cause of Plastic Pipe Elongation and Control M easures of its Plastic Lined Tubing
W A N G H ai-wen1,Y A N G Feng2,Z H A O H ui2,M I H ai-jie3
(1.China University of Petroleu m,Qingdao266580,China;2.Dongxin Oil Production Factory,Shengli Oilfield Com pany,SI N O P E C,Dongying257094,China;3.N o.2Institute of Geology and Mineral E xploration,Gansu Bureau of Geology and Mineral Resources,Lanzhou730020,China)
T he plastic pipe of the plastic lined tubing elongates at high tem perature,this pheno menon will lead to plastic pipe destroyed and even tubing scrapped.Plastic tubing stress analysis m odel was established under the external forces and tem perature variations.T he stress analysis m odelis used to analyze the plastic lined tubing,w hich is made under the 20℃and 80℃conditions.The plastic tubing made under the 20℃is in co m pressive stress by the high tem perature effectin the well,the elongation pheno menon occurs w hen itis taken out fro m the well.H owever,the plastic tubing made under the 80℃is in tensile stress in the well,elongation pheno menon does not occur w hen itis taken out fro m the well.T herefore,the steel and plastic nature difference and the tem perature difference between on the ground and in the well are the main factors of plastic pipe elongation.Using plastic mem ory characteristic and taking the prestressed technology to processing plastic lined tubing can solve the problem of plastic pipe elongation.
tubing;plastic pipe;elongation;preventive measure
T E931.207
B
10.3969/j.issn.1001-3482.2014.08.013
1001-3482(2014)08-0061-04
2014-02-17
王海文(1965-),男,山东临沂人,教授,博士,2001年毕业于石油大学(华东),现从事石油工程专业的教学和科研工作,E-mail:w h w@upc.edu.cn。
