汽车铸件清理用自动抛丸清理滚筒的设计
2014-06-05徐金鸿
徐金鸿
(济南铸造锻压机械研究所有限公司,山东济南 250022)
1 自动抛丸清理滚筒国内探索历程
图1所示Q3110抛丸清理滚筒,于20世纪60年代初以STB2B抛丸滚筒为基础在青岛铸造机械厂制造成功[6],后又发展成机械化装料的Q3113型抛丸清理滚筒[7],历年来有不少改进[10~12],配备的除尘器型式有各种各样,但滚筒基本结构未变。相对其他抛丸设备来说,由于其使用寿命长,工件一边随滚筒转动翻转,一边又沿螺旋线向前移动翻转,使得滚筒内工件都能均匀清理的特点(参见图1右),广泛使用于机械制造企业的中小件抛丸清理。目前,我国几乎所有铸造机械制造厂都有生产出售,但是由于是人工装卸料,丸砂分离不清,很少用于铸造流水生产线上,而在一些汽车制造厂的维修部门却可看到Q3110(或Q3113)的身影。
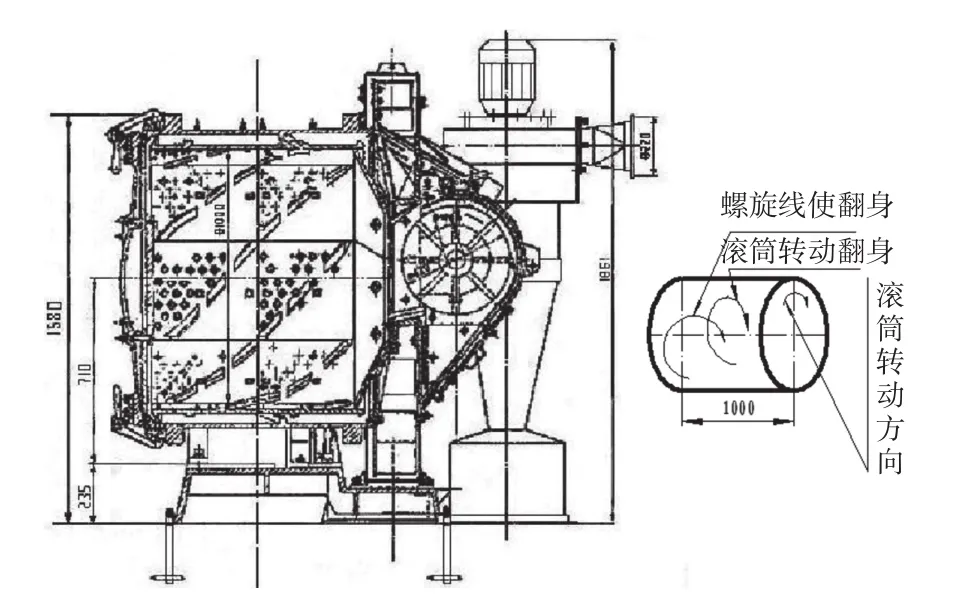
图1 Q3110抛丸清理滚筒结构图
对清理工序自动化的探索和对其他铸造工序自动化的探索是同步的,早在20世纪60代就开始了。现在我国汽车工业的铸件生产,在清理工序之前的工序都基本实现自动化了,但清理工序却进展不大。清理工序的自动化,关键是抛丸设备的自动化。在计划经济时代,一汽曾在原苏联ДБ4型连续抛丸清理机基础上组织自制,因只适用单品种铸件而不适合一汽的多品种生产而废止。上海中国纺织机械厂在20世纪60年代的技术革新运动中,工人们按照Q3110的结构自制自用一台在抛丸器端进料、另一端出料的连续抛丸机,用于该厂多品种铸件清理,清理的铸件不合格时,就重新挑出来再清理,这样坚持用了三年后废弃。
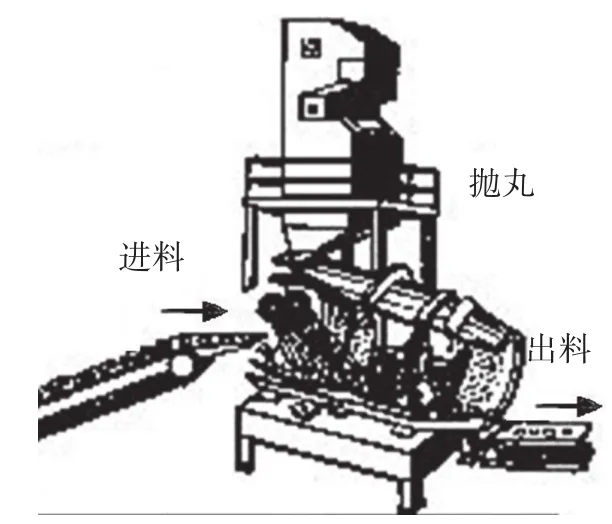
图2 自动连续抛丸清理滚筒
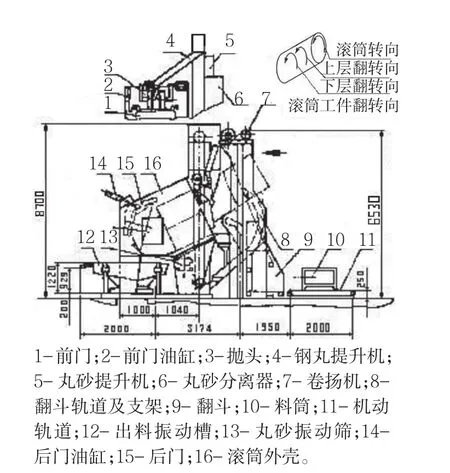
图3 间隙生产自动抛丸清理滚筒
如图2所示的是原济南铸锻所于20世纪90年代在《中国铸机》杂志上的广告图,相类似的机型也有用户引进的,使用效果也不是很理想。倒是图3所示间隙式生产的倾斜抛丸滚筒,因能适用多品种工件抛九清理,首先于20世纪80年代由一汽锻造厂引进使用,后南京汽车制造厂铸造厂灰铸铁车间也采用该抛丸滚筒[13]。青岛铸造机械广正是看到了其使用价值,设计生产了一台类似图3的倾斜间隙式生产的抛丸滚筒[17]。一汽锻造厂引进该设备(图3)时,正是一汽第二铸造厂建厂之期,由于生产需求,曾约作者等人对该滚筒进行测试[14]。经参与测试者反复观察和分析,(用示意图出示在图3的右上角)倾斜滚筒对铸件的翻身,下层面的铸件不能全部翻到上层,即不能全部上下层对换,而弹丸只从倾斜滚筒顶上抛下,因而抛丸打到上层比下层机会多些,因而清理不是很均匀。多品种的铸件自动清理是很大的空白市场。由于用户需求,于是各铸造机械生产厂根据其原理纷纷研制。原青岛三铸机研制生产了Q3310型和Q6116型两种自动抛丸滚筒[15、16]。2013年有关杂志报道如图4所示的自动抛丸滚筒,据介绍加了摆动装置,以增加翻身效课。
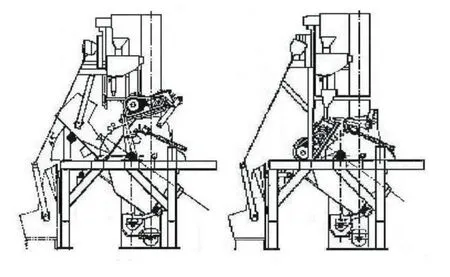
图4 自动抛丸滚筒
2 自动抛丸清理机的形成
作者是ДБ4的调试和“中纺机”问题解决人员之一,设想各种方案试图解决这一难题,早年曾提出振动自动连续抛丸清理方案,设计出Q548型振动槽连续式抛丸落砂清理机图纸,由漯何铸机试制成动,并通过鉴定,但因噪音大,推广应用也不是很理想[17]。1992年我退休后,又设想一边进料另一边卸料,用辊轮翻动铸件的辊轮抛丸机,后因种种原因自费研制而失败了。在不断的探索实践中使我认识到,承载和翻动铸件机构依然要采用原来成熟使用的技术,Q3110抛丸滚筒广泛使用在中小铸件抛丸清理上,相对别的抛丸清理设备使用寿命长,工件有园周和轴向两个方向翻身,没有死角,四周六面衬以硬质铸造抑板,弹丸反射效果好,清理质量好,适应广。不少铸造车间(厂)用它清理减速器箱体、发动机缸体零件(这种大件是装一件或最多二件),安徽公路机械修配厂就是用Q3110清理发动机缸体的[10],但是只能用在机械修配这一类机械厂的铸造车间的箱体、缸体类铸件抛丸,为适用汽车发动机缸体的高生产率的自动抛丸清理,就要将QZ3110的滚筒机构按比例放大,起码配用四台抛丸器才能适应。由图1可知,若在一端头装两台抛丸器,除将滚筒放大外,要缩小抛丸器体积,不能采用目前Q2110上的抛丸器。文献[4][5]就是为解决缩小抛丸器体积而作的淮备,再就是回用弹丸必须要过筛和采用完善的分选系统。
QZ3116大形自动抛丸清理滚筒能用於缸体清理,并具有对回收弹丸过筛和完善的分选系统,其原理如图5所示。在抛丸工序时,滚筒的门口转到垂直向上位置,用机械手将门板下降,合在装满料的滚筒门口上,然后机械手空手升起,脱离滚筒后,再开动承载工件的滚筒边转动翻身,边接受抛丸器抛丸;在卸料工序时,是在抛丸合格后,滚筒的门口又刚好转到垂直向上,机械手下降打开门,並吊起门板,装满料的滚筒在敞开门的条件下再依旧转动,每次转到底下时,料就落到其底下的输出运输带上运出,是边转动边卸料;在装料工序时,是卸完料的滚筒门口转到15度处,在大批量多品种自动流水作业情况下,是由运输带来料预先储在料斗,用气缸打开料斗底,加入滚筒中抛丸,在小批单工序生产情况下,是用环链葫芦预先举起加入固定料斗中,仍安上述过程加入滚筒中抛丸,之后,再次转到垂直向上,机械手将门板下降合在其门口上,然后机械手空手升起,这时关上门的滚筒,便进入抛丸工序了,抛丸工作重复下去。
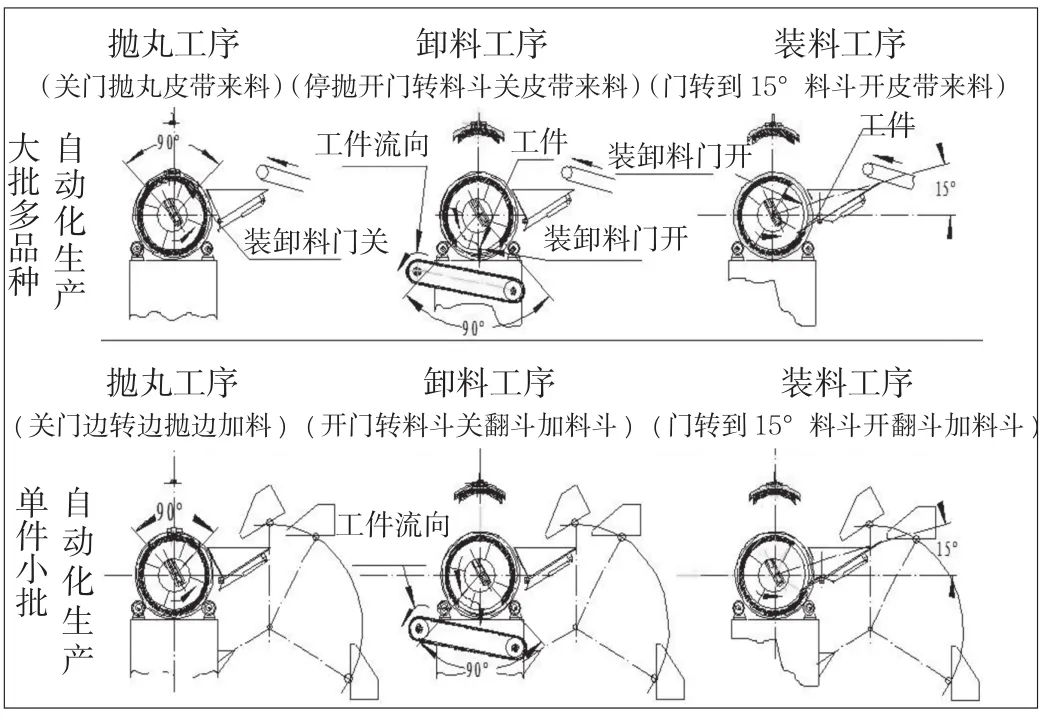
图5 自动抛丸清理滚筒原理图
滚筒在抛丸工位时,其对工件抛丸作业与Q3110抛丸滚筒对工件抛丸作业的状况完全是一样的,因而其抛丸清理效果也就是一样的了,而且,一边进料另一边出料,两端抛丸,周向翻身、两轴向往中间翻身共有三个方向翻身(参见图6右上角图),既可适用于多品种单工序工件抛丸,也适用于多品种铸造自动流水线上自动抛丸清理。滚筒的装卸料门口不是很大,工件进出口由料柱决定设计的。料口小,加上滚筒内由抽风形成负压,滚筒内腔容积为3.3 m3,而通风的抽风量是为1 m3/s,停抛丸3 s以后带粉尘的空气就被抽走,加上料斗底和出料运输带都靠近滚筒,粉尘不会外逸了,防尘性能好。因为它有四台大抛丸量抛丸噐,在用于大批大量多品种自动化抛丸生产时,其生产率(以调整抛丸器抛丸量来调试滚筒生产率)可放便调试到流水线生产率配匹,送来的工件先存在料斗中,等上一批工件抛丸合格,卸出后,一起加入滚筒中抛丸。在单件小批生产时,用小车运送,先存在料斗中,同上一样,一起加入滚筒中抛丸。
对于自动抛丸滚筒,已设计出QZ3110、QZ3112等较小规格的,其介绍性文章(包括采用的新抛丸器文章)刊登在有关杂志上。
本文仅介绍QZ33116型自动抛丸滚筒,适用于汽缸体的清理,当然也适用于一般中小铸件的清理,滚筒内护板铺7目以下钢丝网,可抛丸强化φ3 mm 以下的小弾簧件[1~5]。
3 QZ33116型自动抛丸清理滚筒简介
3.1 滚筒结构
能够用于抛丸清理汽车发动机汽缸体的QZ3116型抛丸清理滚筒的技术参数见表1。
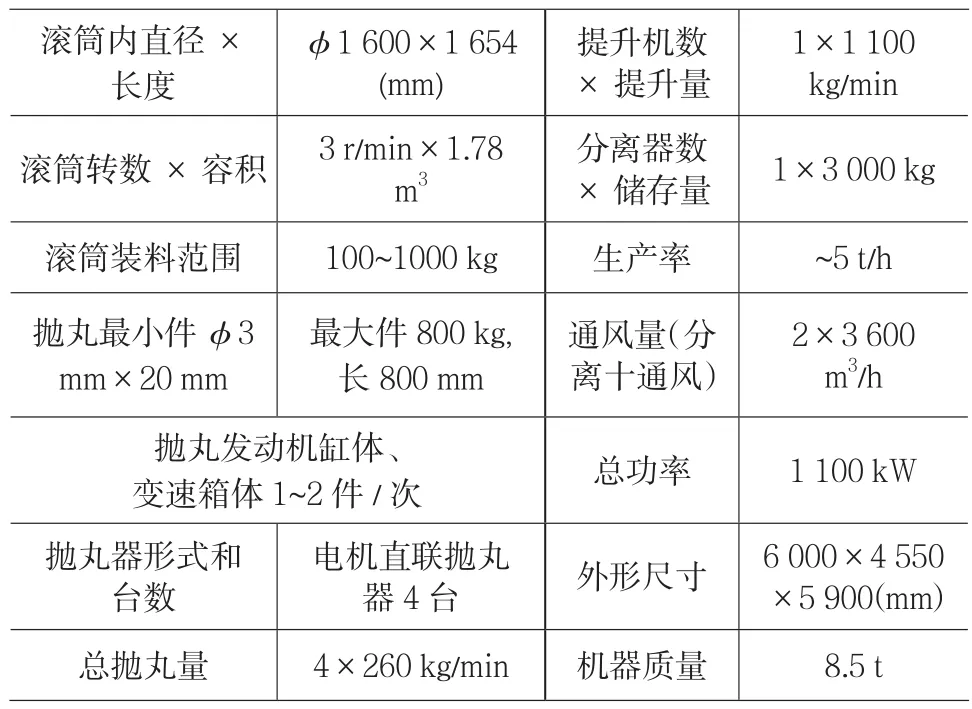
表1 QZ3116型自动抛丸清理滚筒技术参数表
QZ3116自动抛丸清理滚筒的结构图见图6所示,左边的用于小批单工序生产,右边的是大批量自动流水生产,两者的结构除加料机构有一增一减外,其余都是一样的。小批生产的加料机构的翻斗,原始状态的加料斗处于地面,加料小车置于翻斗中,并卡在翻斗中,用环链葫芦升起,将料预先存在固定构架上料斗。加料时,用气缸将料斗的活动底打开,料斗中的料(工件)便装入滚筒中。卸料时,用小车出料;用于自动流水生产时,由运输带从上工序不间断来料,置于固定构架上的料斗中存放积聚。加料时,也是由气缸打开固定加料斗的活动底,工件流入滚筒中,卸料时,滚筒门打开,边转动边卸料,用皮带出料,运到下道工序。滚筒的左右两端都按装有电机直联大抛丸量抛丸器(与图1所示的Q3110一样)各2台,共4台,与Q3110相比抛丸器数量和抛丸量都增加了四倍,加大了抛丸生产率,缩短了抛丸清理时间,可用于铸造流水生产线上,实现清理工序自动化。
3.2 适用范围
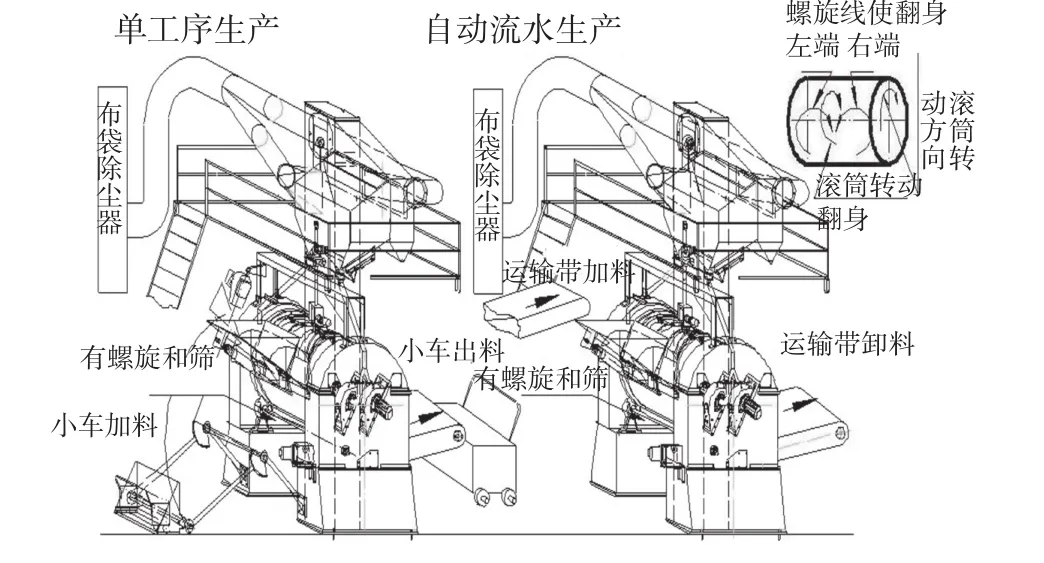
图6 QZ3116自动抛丸清理滚筒结构图
我国的汽车铸件一般为多品种大批量生产,QZ3116自动抛丸滚筒不但能适应一般汽车铸件,也能适应轿车和轻卡的缸体、缸盖、后桥等重要的汽车铸件(用于缸体类大件,料斗可作变动)。在铸造生产线上若配用它,一次清理1~2件,在滚筒带动下边作卧式旋转,边抛丸,将弹丸打入缸体内腔和水套内,使水套中的型砂清理干净,可替代价格昂贵的鼠笼抛丸清理,并达到自动作业的目的,这一设想是否可能呢?文献[10]作了肯定回答,很多机械维修厂(车间)用Q3110(或Q3113)抛丸滚筒清理缸体、箱体这类零伴,也有工厂将缸体、箱体这类件装在鼠笼中再置于抛丸滚筒中抛丸的,有利于工件滚动和翻身,由于四周六面都有反射弹丸,清理效果比传统鼠笼抛丸机好。对于水暖管件,生产批量大、形状复杂有内腔(抛丸要能打到孔径内壁),产品混杂(一造型线多造型机产品各异,还有用组合型板造型),薄壁怕撞工件(QZ3116自动抛丸滚筒内壁护板可衬一层耐磨橡胶或耐磨塑料)和细小工件(如φ3 mm×20 mm小弹簧的抛丸强化,这时在滚筒内壁护板上铺上7目以下钢丝网),选用图6右所示的连续生产QZ3116自动抛滚筒都能适应。由输送带来料(自动生产)或用地面的翻斗举起(单工序生产),先预存料斗中,等加满一料斗(也是一次抛丸量)后,等滚筒中上一批工件抛丸合格并卸完后加入滚筒中抛丸清理。抛丸清理需要一定的时间,因此抛丸时间和工件送到加料斗的时间两者在机器调试时要调试合适。抛丸合格的工件卸到“出”料输送带,将工件运输出去。这样按排后,就保证了连续性。
3.3 QZ3116自动抛丸清理滚筒的部件结构
(1)滚筒部件结构。滚筒基本结构是采用两个Q3110滚筒放大后对接而成(见图1和图7),Q3110是用有效尺寸400 mm的护板2圈,每圈六块组成,而本滚筒是用有效尺寸400 mm的护板4圈,每圈十二块(包括门上护板)组成,其内径由1 000 mm改为1 600 mm,结构上两者完全一样。Q3110滚筒的结构为众所知,因此本滚筒的结构就不多介绍。本滚筒园周上开口,配上门板,用机械手开关(参见图10),滚筒的两端与Q3110一样对称地各装二台图8所示的电机直联抛丸器,共四台,相比Q3110的一台抛丸器,抛丸效率就高四倍。这台抛丸滚筒要求既能抛丸(強化)小至φ3 mm×20 mm的小弹簧,又能抛丸(清理)小汽车发动机缸体,在抛小弹簧时,护板铺以7目以下的钢丝网保证弹丸(这时用的弹丸是小于l mm)能 够 溜(流)下去,而小弹簧溜不下去。采用大直径滚筒,强化小弾簧,可减小工件(小弾簧)的厚度,有利强化。再是用硬橡胶或硬塑料护板,可减小噪声。
(2)抛丸器结构。由图8所示,大抛丸量的抛丸器三大特点分别是:①叶轮内径大;②叶片长度可短;③用四辊分丸轮[4~5]。本抛丸器叶轮的叶片在其转速为3 000 r/min和其内径120 mm条件下设有62 mm×90 mm和62 mm×130 mm两种长度,导至叶轮直径有φ300 mm和φ380 mm两种,分别用于强化φ3 mm×20 mm的小弹簧和抛丸缸体。其分丸轮用的是四棍式的。因为体积小,在放大后的滚筒端部就可装两台这样的抛丸器了。
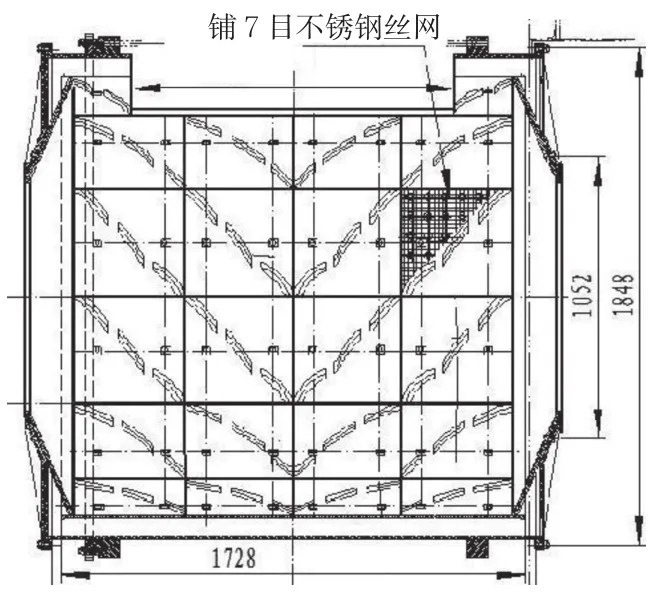
图7 滚筒部件图
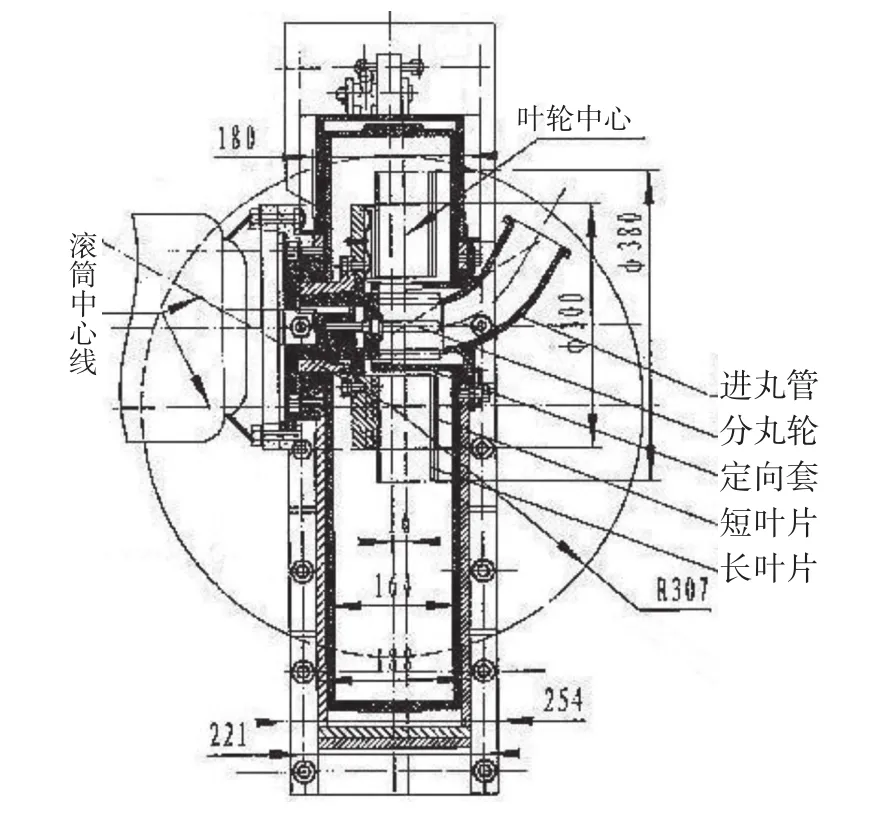
图8 抛丸器
(3)传动系统和机座。本抛丸滚筒的传动系统保留了Q3110抛丸滚筒传动系统的特点,除抛丸器和副机另有动力外,其滚筒转动,弹丸回收、过筛、提升、分离只用一个动力传动。这是因为滚筒本身就有弹丸回收功能,滚筒一转就有弹丸输出,因而滚筒转动时就要求整个弹丸回收糸统也要工作,将滚筒转动而输出的弹丸放到分离器下的弹丸箱中(参见图9和图11所示),传动箱5的动力从主动传动轴2的右端的一对输入链轮付6输入,主动传动轴2便工作,其上一对托轮带动滚筒转动外,还有它的左端上一对输出链轮付7带动传动弹丸回收的螺旋伞齿轮付8,使螺旋伞齿轮8的同一根轴上的弹丸回收螺旋、滚筒筛、提升机下皮带轮一起转动起来,便可以回收弹丸、过筛(去掉废砂和碎铁,铁氧化皮)、传动提升皮带,提升过筛后弹丸到分离器分离粉尘、废砂、碎丸,再由供丸阀供抛丸器抛丸。本滚筒的机座和Q3110滚筒的整体机座不同,它分左、右两个机座,支承主动、从动传动轴,让开中间具有一空间,可装一工件输出运输带,把抛丸后合格的工件在滚筒(门打开状态下)旋转过程中卸下,落在这运输带上,输送到下道工序。
(4)门升降机构。门升降机构见图10所示,它由机械手升降传动箱1,夾紧传动箱2,门板3,门销4组成。在滚筒的门处在垂直向上时,升降机均的机械手升降传动箱1传动机械手下降,夹紧门板3上的门销4一端,便拔出门销4,并咬紧门板后升起便打开门,然后提升离开滚筒,于是滚筒可自由转动,使其门口转到加料处,加料;抛丸后转到卸料处,卸料。加完料的滚筒门口转到垂直向上处,门升降机构将机械手上的门板3降下,合1在滚筒门口上,并用门销4将门板3锁紧在滚筒上后,门升降机构的机械手再空手升起,脱离滚筒,滚筒就可边转动翻身工件边抛丸,直到抛丸合格。
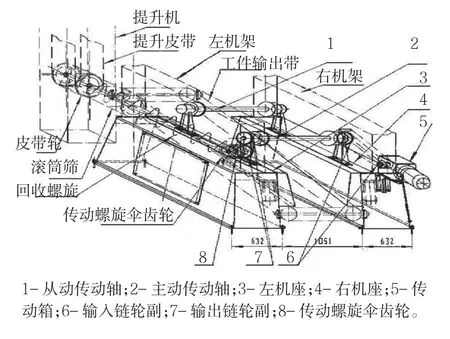
图9 传动系统和机座
(5)弹丸循环机构(图11所示)。Q3110的弹丸循环机构是靠滚筒装抛丸器的一端的周向叶片斗完成的,它既收集回用弹丸,又提升到料斗分离回用,因而其没有另设动力。但是,其回收弹丸没有过筛,分离过于简单。QZ3116抛丸滚筒保留其特点,改进其缺点,也没有另设动力,和滚筒用的同一动力。图11所示的QZ3116抛丸滚筒的弹丸循环传动系统已由图9表示,它由传动箱输出动力→输入链轮付→主动传动轴→输出链轮付→传动到装在回收螺旋进端的伞齿轮,于是图11所示的丸回收螺旋1工作,便将回收弹丸混合物经过滚筒筛过筛后送到提升机3的下皮带轮底部,滚筒筛和提升机下皮带轮是装在回收螺旋末端的,回收螺旋工作,提升皮带上的提升斗也就工作了,将回收弹丸提升便被送到分离器4分离杂质回用,通风系统9是联在提升机3外壳上,它由分离器分离通风、滚筒通风两路组成。由于提升机3壳体和回收螺旋壳体又可作为通风管道,滚筒的通风由它完成。
(6)加料机构。图12所示的是加料机构,分单工序生产用和自动流水生产用两种。单工序生产用的有翻斗及其附件(参见图 12 左 1、4、5、7),装满工件小车7置于翻斗6中,环链葫芦1将带着小车的翻斗6吊起、倒入固定料斗3中储存,加料时,气缸打开料斗动底,工件进入滚筒中抛丸;自动流水生产用的只有固定料斗(图12右)没有翻斗及其附件,料(工件)是用运输带将工件不间断地送入固定的料斗中,如前述,在加料时用气缸打开固定料斗的活动料斗底,使工件流入滚筒中抛九。
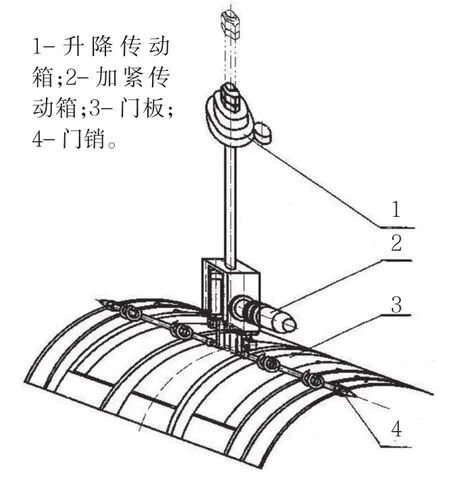
图10 门升降机构
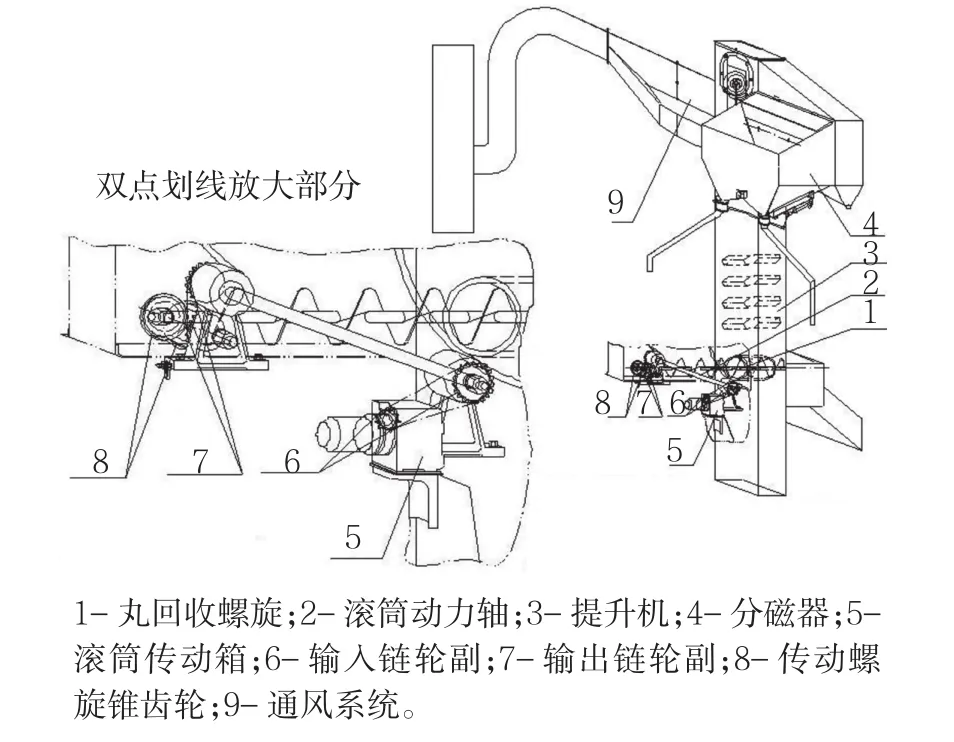
图11 弹丸循环系统
4 后记
一般新产品研制过程是设计→试制→试验→修改设计→修改制造……直到好用,投入便用以后还要不断修改。QZ3116自动抛丸滚筒设计的过程中,经多方请教调研,再考虑改造用BE分离器代替简易分离器,然后考虑回收弹丸要过筛,要既能适用于中小铸件,又要能強化φ3 mm×20 mm小弹簧,更要能适用于箱体缸体,最后设计出螺旋输送器收集弹丸,过筛后斗式提升机提升到BE型分离器分离出回用弹丸。在此作者说一句,此自动抛丸滾筒的设计图纸距制造厂实际生产可能尚有一定的距离,但也是在目前国内外都广泛使用的Q3110抛丸滾筒的基础上,保留其70%零件不变的条件下修改设计而成的,因而这“纸上谈兵”的电子版图纸还是有一定的可靠性的。
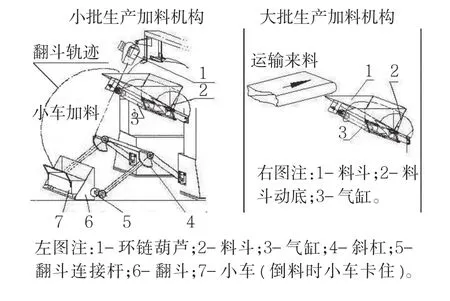
图12 加料机构
[1]徐金鸿.国内外清理没备概况[C].第九届中国铸造学术合议论文集.沈阳:东北大学出版社,1987:502.
[2]徐金鸿.自动铸造生产线上的抛丸机(一)[J].铸造设备研究,2006(3):14.
[3]徐金鸿.机械化装卸料自动抛丸滚筒[J].铸造设备与工艺,2012(1).
[4]徐金鸿.分丸轮的结构设计[J].铸造工程,2012(4):35.
[5]徐金鸿.抛丸机中抛丸器的优化设计再议[J].铸造设备与工艺,2010(4):1.
[6]青岛铸造机城厂.Q3110型抛丸清理滚筒[J].铸造机械,1966(1):42.
[7]青岛铸造机械厂.Q3l13型抛丸请理滚筒[J].铸造机械,1967(2):62.
[8]青岛铸造机城厂.Q3113A型抛丸清理滚筒锁门机构的改进[J].铸造机械,1973(4):56.
[9]包科光.Q3113A型抛丸请理滚筒锁门机构的改进[J].中国铸机,1982(4):47.
[10]戴強民.扩大Q3110型抛丸清理滚符的应用范围[J].中国铸机,1985(6):17.
[11]许茂荥,等.Q3110型清理滚筒抛出口的改进[J].中国铸机,1983(5):50.
[12]张士增,等.清理滚筒门锁紧机构的小改进[J].中国铸机,1984(4):65.
[13]王如山.南京汽车制造厂铸造厂灰铸铁车间[J].中国铸机,1989(1):23.
[14]郑际蔚.第一汽车制造厂二铸工艺设计中若于问题[J].中国铸机,1988(3):30.
[15]王凤刚.Q3310型倾斜滚筒抛丸清理机(研制)[J].中国铸机,1990(4):42.
[16]阎学成.Q616型滚筒连续抛丸清型机动[J].中园铸机,1995(5):51.
[17]曹善堂,曹立人.铸造设备选用手册[M].北京:机械工业出版社,1990:286-287,306-309.
