基于LabVlEW的离心铸造监测系统设计
2014-05-25骆然然
沈 毅,费 鑫,骆然然,杨 明
(浙江理工大学浙江省现代纺织装备技术重点实验室,杭州310018)
基于LabVlEW的离心铸造监测系统设计
沈 毅,费 鑫,骆然然,杨 明
(浙江理工大学浙江省现代纺织装备技术重点实验室,杭州310018)
设计了一套基于LabVIEW的自动化系统,实现离心铸造机生产参数的实时监测。以浙江永成集团ZJ013860型离心铸造机为研究对象,搭建了一台大型离心铸造机过程监测的虚拟仪器系统,实现了振动监测、转速监测和温度监测可视化程序。仿真实验对温度、转速和振动加速度进行了验证,结果表明系统设计方案可行,设计的系统提高了离心铸造过程重要参数监测的精确性和可视化,对生产过程的数据化、智能化和安全监测有一定的实用价值。
Lab VIEW;离心铸造机;实时监测系统
0 引 言
目前在我国离心铸造行业中,多数企业采用了专业的铸造监控仪器及专用远程监控设备进行铸造的远程控制和监测,但部分工厂依旧采用人工操作的方法进行铸造生产加工,生产工艺参数的控制多依赖于经验,也存在不少的安全隐患,因此生产过程中工艺参数的数据化、智能化和实时安全监测对于这些企业已成为一个亟待解决的问题[1-3]。
本课题以浙江永成机械有限公司ZJ013860型离心铸造机为研究对象。其铸造机采用了大型安全防护罩、地坑式铸造保护设计和远距离人工监测等方式进行加工生产,但对铸造生产的精度及铸造工艺的控制主要依赖于经验,因此该企业迫切希望开发一套能够对生产过程及工艺参数实现远程计算机实时监测的控制系统,并且要求该系统便于操作人员使用和调试。
开发生产过程监测系统的目的是对铸造设备进行实时的安全监测,以及生产过程工艺参数的控制。一方面,可以加强生产过程中人身安全保障,另一方面,生产过程监测系统能够及时并且直观地监测到轴承温升、铸型异常振动等不正常的工作参数,并且结合工程技术人员的丰富经验及庞大的监测数据库对生产过程进行实时控制,从而提高铸件的质量和生产效率。
1 虚拟仪器平台选择
虚拟仪器是计算机技术和仪器技术结合产生出的一种新型的仪器发展模式。虚拟仪器指的是在计算机的基础上安装软件和必要的硬件设备,比如数据采集卡、传感器等,使得测试人员可以通过计算机软件进行仪器的操作,还可以根据测试的具体情况,对计算机软件进行二次开发,从而满足不同的测试情况。
在众多虚拟仪器的编程软件中,LabVIEW因具有很多优点而凸现出来[4-5]。由于具有简便的程序编写环境、强大的数据处理能力、友好的人机界面、以及能支持多种不同数据采集卡的优点,LabVIEW被广泛地应用于工业界和科学研究之中。
2 系统框架设计
根据离心铸造设备工作的特点和加工的实际情况,初步设计离心铸造机过程监测系统,包括实时对离心铸造加工过程中的轴承座温度、轴承座振动加速度、铜合金溶液温度、离心铸造机主轴转速的监测。整套离心铸造机过程监测系统核心部分主要包括了传感器、数据采集设备、计算机、虚拟仪器软件四部分,各部分的组成如图1所示。
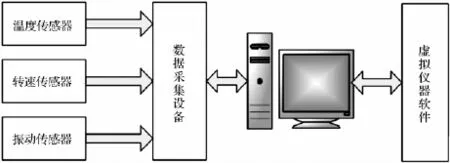
图1 过程监测系统组成
通过离心铸造机过程监测系统四大核心部分实现对系统温度、转速和振动加速度的监测,各个监测对象程序框架结构设计如图2所示。
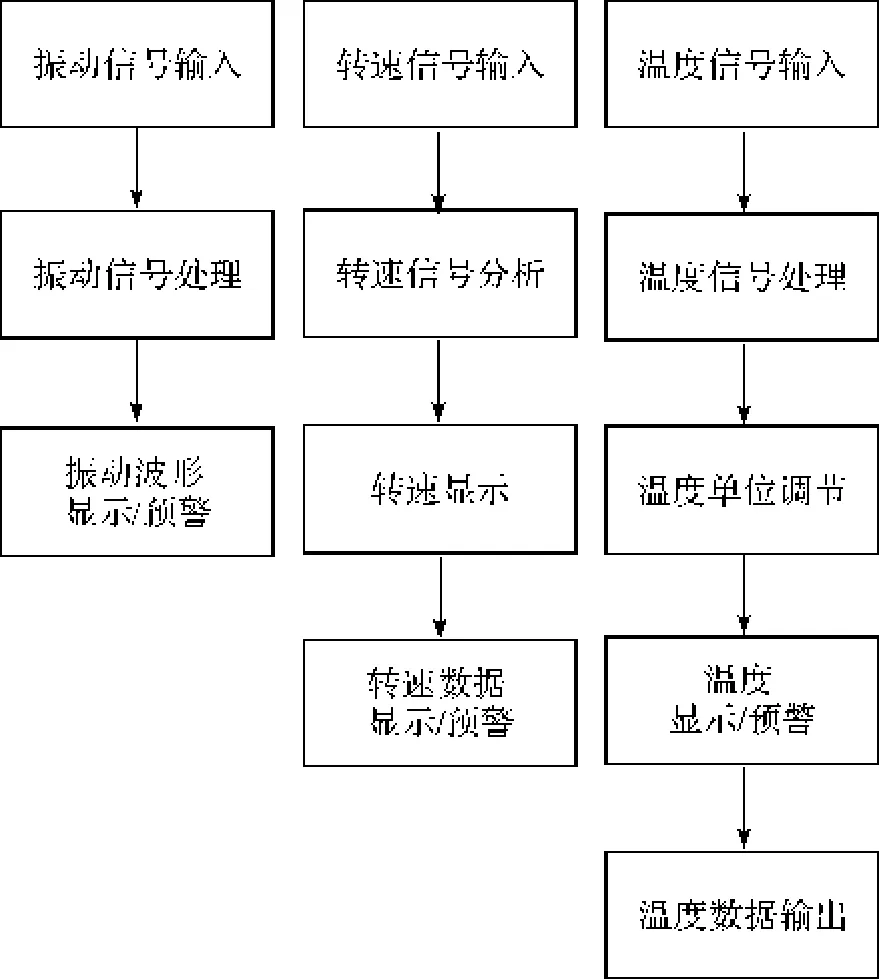
图2 监测系统程序构架
通过图2可知,离心铸造机过程监测系统中几个监测模块主要实现铸造机的振动加速度、转速和温度的监测、显示、报警、参数输出等功能,通过这几个功能使得铸造机轴承座振动加速度、铸造机转速、金属溶液和轴承座温度能够实时的显示在计算机上,并可人工设置危险报警值,从而使得铸造机能够安全有效地进行铸造生产。
3 硬件系统设计
根据本设计监测对象特点,选用研华PCI-1710型数据采集卡和配套PCL10168数据线缆及ADAM-3968接线端子盒,振动测量选用康泰ULT2003压电式离心加速度传感器及配套CM3502恒流源模块,转速测量选用双福N1H-5C-70霍尔转速传感器,熔炉金属液温度测量选用JST1200红外温度传感器,轴承座温度测量选用中旺PT100铂热式贴片式温度传感器。具体传感器规格参数如表1所示。
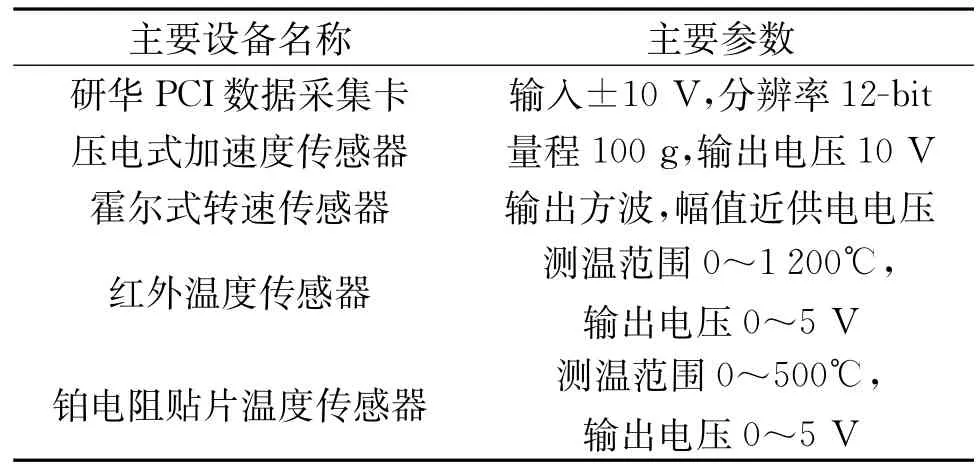
表1 主要传感设备规格参数
4 软件系统设计
4.1 振动监测程序
根据选择的ULT2003压电式离心加速度传感器及CM3502恒流源模块输出电压,使用Lab VIEW随机数模块(0~1)并乘以常数10使仿真振动传感器电压输出信号为0~10 V,通过添加数值显示模块、数值输入模块、滑动杆模块、波形显示器、指示灯模块、比较模块、运算模块和逐点加1模块实现振动监测程序组[6-7]各个功能,具体程序功能流程及Lab VIEW程序连接如图3、图4所示。
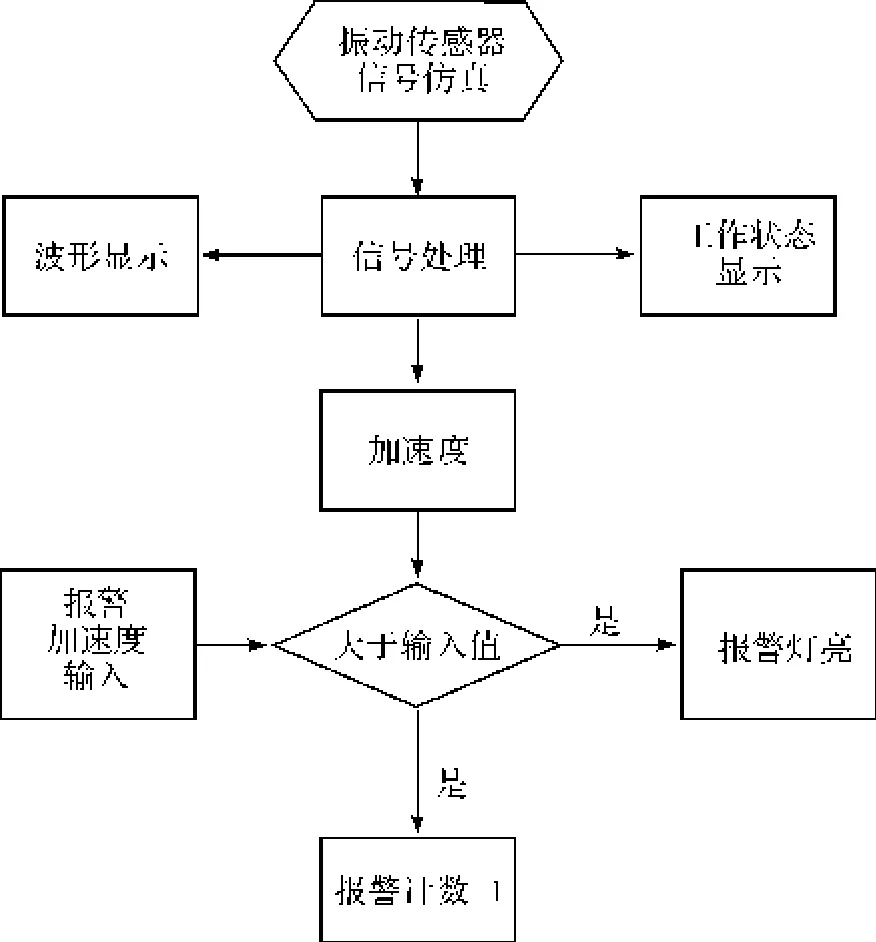
图3 振动监测流程图
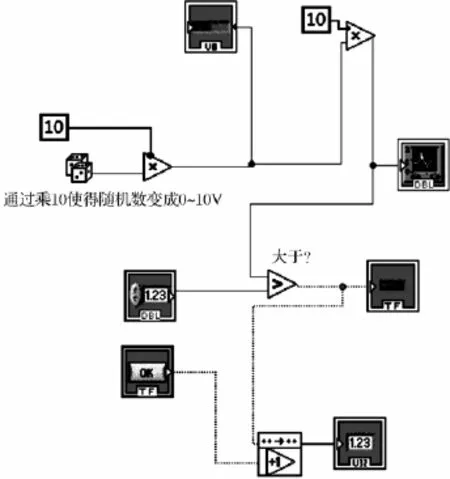
图4 振动监测VI程序连接图
通过图4可以实现振动信号的仿真、振动加速度值波形显示、振动报警设置和振动报警计数的功能,通过6对程序组即可仿真实现2个位置6个方向(X、Y、Z)加速度值的监测仿真。由于被测目标对象重力方向静态加速度值为重力加速度,因此Z方向报警振动数值输入控件最小值强制设置为9.8 g,另外报警振动数值输入控件大小加减按钮最小变化值强制设置为1 g,最大设置为100 g。
4.2 转速监测程序
根据选择的N1H-5C-70霍尔式转速传感器输出高电平为24 V的方波信号,因此使用LabVIEW仿真信号模块和随机数模块(0~1)仿真霍尔式转速传感器方波信号,通过添加单频测量、数值显示模块、数值输入模块、滑动杆模块、波形显示器、指示灯模块、比较模块、运算模块和逐点加1模块实现转速监测程序组[8]各个功能,具体程序功能流程及LabVIEW程序连接如图5、图6所示。
通过图6可以实现转速信号的仿真、转速信号波形显示、转速值曲线记录、实时显示转速、转速报警设置和转速报警计数的功能。在本设计中由于被测对象转速有限,因此通过常数1 300与随机数模块控制仿真信号模块仿真最高1 300 Hz的方波信号,报警转速数值输入控件最大值强制设置为1 300 r/min,另外报警转速数值输入控件输入大小加减按钮最小变化值强制设置为1 r/min。
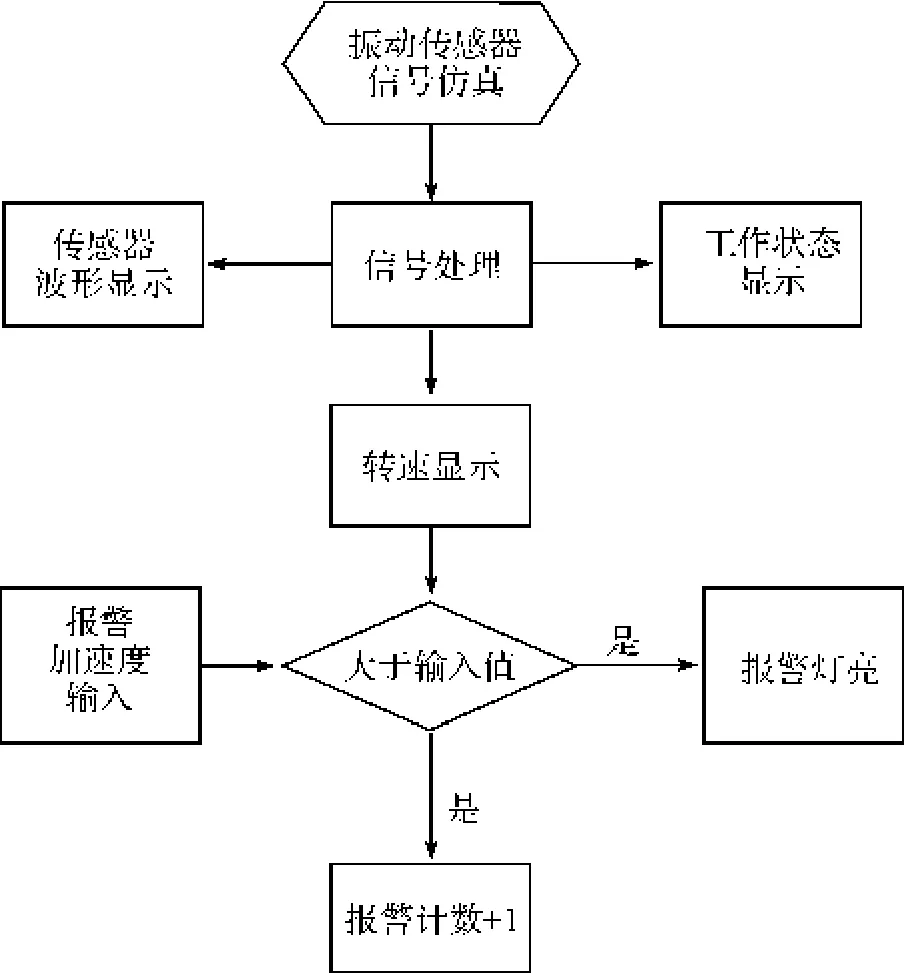
图5 转速监测流程
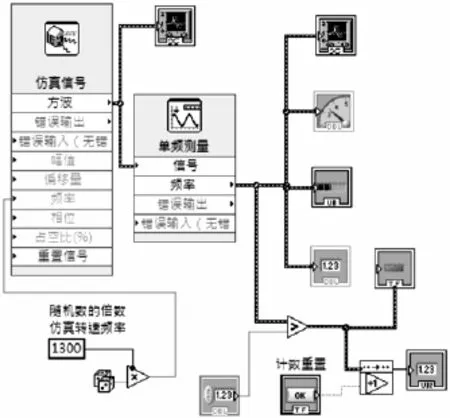
图6 转速监测VI程序连接图
4.3 温度监测程序
根据选择的JST1200红外测温传感器输出为0~5 V电压信号,因此使用Lab VIEW随机数模块(0~1)并乘以常数5使仿真红外测温传感器输出电压信号,通过添加数值输入模块、数值显示模块、滑动杆模块、波形显示器、旋钮显示器、温度计显示器、比较模块、布尔模块、选择开关模块、创建表格模块、写入测量文件模块、运算模块和逐点加1模块实现温度监测程序组[9]各个功能,具体程序功能流程及Lab VIEW程序连接如图7、图8所示。
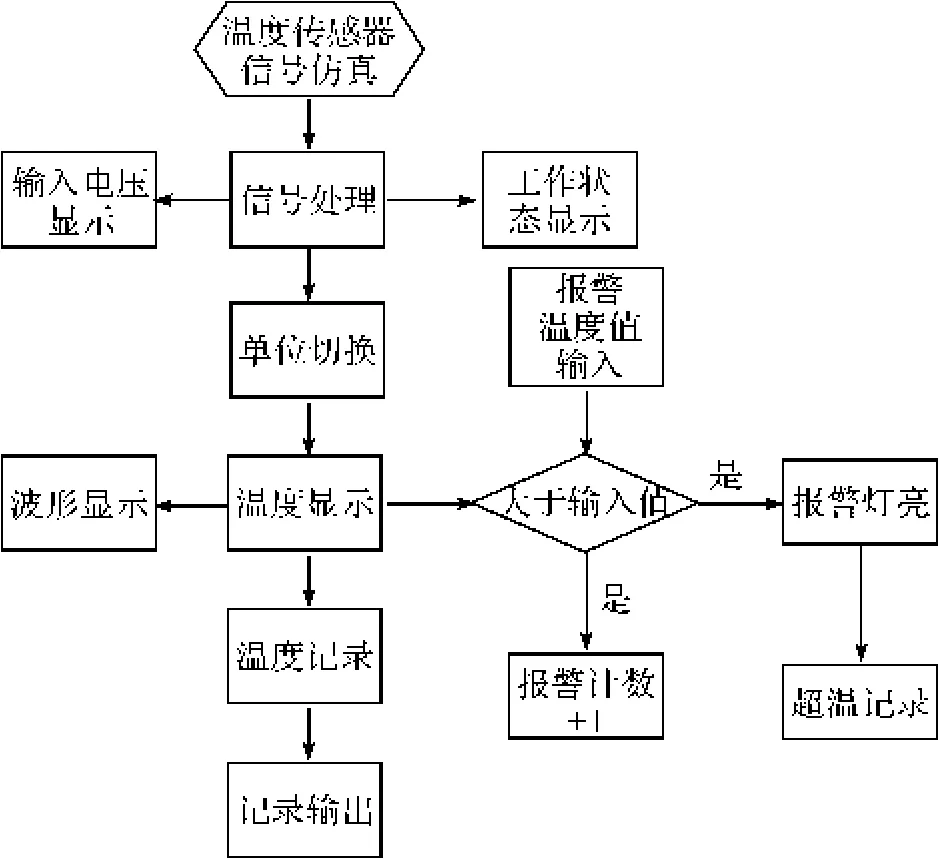
图7 温度监测程序组流程
通过图8可以实现温度信号的仿真、摄氏温度值曲线记录、实时显示温度、温度信号摄氏度华氏度的显示切换和输出切换、温度报警设置和温度报警计数的功能。在本设计中由于被测目标对象温度值有限,因此报警温度数值输入控件最大值强制设置为1 200℃,由于JST1200红外温度传感器识别的铜液温度最小变化为1.2℃,PT100铂热电阻温度传感器识别的轴承座温度最小变化为0.5℃。因此对两个温度检测程序组中报警温度数值输入控件大小加减按钮最小变化值分别强制设置为1.2℃及0.5℃。在本设计中由于铜液温度和轴承座温度监测程序组基本相似,因此不再对轴承座温度监测程序做具体程序设计。
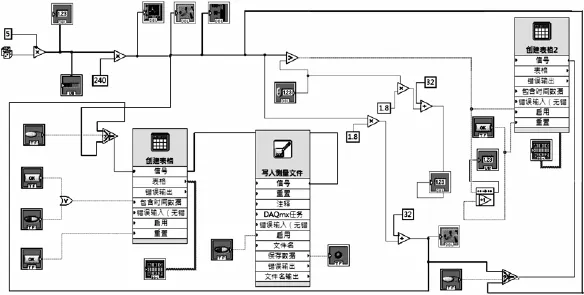
图8 温度监测程序组VI程序连接图
4.4 软件主界面设计
根据本设计所需要监测的目标对象,将程序主界面分为三个主要区域,从左到右依次为:温度监测区域、转速监测区域和振动加速度监测区域。
温度监测区域主要包括了工作进度显示条、传感器电压值显示控件、温度计显示控件、摄氏度华氏度切换按钮、温度数值记录表、温度数值记录控制按钮组、报警温度数值记录表、报警温度设置控件、报警温度计数器、温度数值记录曲线图、摄氏度华氏度实时显示器。
转速监测区域主要包括了工作进度显示条、霍尔转速传感器波形图、转速值记录曲线图、转速实时显示器、转速数值显示器、转速报警设置控件、转速报警计数器。
振动加速度监测区域主要包括了工作进度显示条、6个加速度值记录曲线图(1号轴承座X、Y、Z,2号轴承座X、Y、Z)、6个加速度报警组。具体系统界面如图9所示。
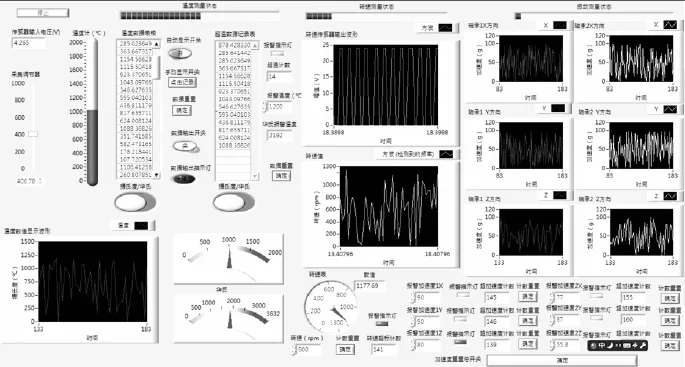
图9 系统主界面
5 结 语
本文论述了离心铸造过程监测基于虚拟仪器的软硬件设计,选择合适的温度、转速和振动传感器及PCI-1710数据采集卡,搭建了基于Lab VIEW的大型离心铸造机过程监测的虚拟仪器系统。通过对离心铸造机工作过程中的几项重要参数的实时监测,提高了离心铸造过程重要参数监测的精确性和可视化。由于实验条件限制,在实验室阶段只通过随机数和仿真信号的模拟,对温度、转速和振动加速度进行了实验验证,证实方案是切实可行的,因此,工业生产的采集工作只需要建立在相应的硬件基础上将程序框图中随机数模块及仿真信号模块替换成Express中的NI-DAQ助手模块或者研华DAQNAVI模块并对相应程序简单的设定即可,设计程序基本无需大范围改动。通过该监测系统的运用,不仅可提高铸造加工生产的工艺过程控制精度,还可以有效地提升离心铸造技师在操作过程中的安全性。
[1]荆 涛,雷 霆,柳百成.离心铸造复合轧辊凝固过程的数值模拟和微机监控[J].铸造技术,1992(4):45-48.
[2]戴 军.树脂砂混砂机实时自动监控系统的设计及应用[J].中国铸造装备与技术,2004(3):43-45.
[3]Ede J D,Zhu Z Q,Howe D.Rotor resonances highspeed permanent magnet brushless machines[J].IEEE Transactions on Industry Applications,2002,38(6):1542-1548.
[4]吕妙莉,王 英,王 宁,等.基于Lab VIEW的海底沉积物超声检测系统信号处理[J].浙江理工大学学报,2012,29(6):827-832.
[5]Lipovszki G.Simulating complex systems and processes in Lab VIEW[J].Journal of Mathematical Sciences,2006,132(5):629-636.
[6]刘 平,岳 林,刘永富.基于Lab VIEW的旋转机械振动监测系统开发[J].机械科学与技术.2011,30(4):586-589.
[7]林 凯,何 川,毛乐山.基于Lab VIEW的多通道振动测试与分析系统[J].清华大学学报:自然科学版,2003,43(5):559-665.
[8]李海春,蔡 燕,姜文涛.基于Lab VIEW的电机转速监测系统的设计[J].电子科技,2012,25(12):80-85.
[9]周 全.基于Lab VIEW的温度监测分析仪[J].中国西部科技,2011,10(31):30-31.
Design of Centrifugal Casting Monitoring System Based on LabVlEW
SHEN Yi,FEI Xin,LUO Ran-ran,YANG Ming
(Key Laboratory of Modern Textile Machinery Technology of Zhejiang Province,Zhejiang Sci-Tech University,Hangzhou 310018,China)
With ZJ013860 centrifugal casting machine of Zhejiang Yongcheng Group as the research object,based on virtual instrument software Lab VIEW,this research designs an automation system that can conduct real-time monitoring on production parameters,Sets up a process monitoring virtual instrument system for large centrifugal casting machine,realizes the visible monitoring of vibration,rotating speed and temperature.The simulation experiment verified the temperature,rotating speed and vibration acceleration in the monitoring process and the design scheme shows feasible.The system improves the precision and visualization of monitoring during the centrifugal casting process,and expected to have certain practical values for datamation,intelligentization and safety monitoring of production process.
Lab VIEW;centrifugal casting machine;real-time monitoring system
TP206.1
A
(责任编辑:张祖尧)
1673-3851(2014)01-0065-06
2013-04-05
沈 毅(1963-),男,浙江杭州人,教授,硕士;主要从事机械设计及理论,CAD及运动仿真的研究。
