双金属复合管斜轧穿孔过程模拟
2014-05-12王鑫,马叙
王 鑫,马 叙
(1.天津市无缝钢管厂技术处,天津 300220;2.天津理工大学材料科学与工程学院,天津 300384)
双金属复合管斜轧穿孔过程模拟
王 鑫1,马 叙2
(1.天津市无缝钢管厂技术处,天津 300220;2.天津理工大学材料科学与工程学院,天津 300384)
在双金属复合管的斜轧穿孔工艺试制研究阶段,利用DEFORM大型有限元模拟、GLEEBLE 热模拟试验、金相及电镜分析等方法,采集大量数据、照片及模拟过程数据对双金属穿孔过程进行研究,利用计算机有限元模拟技术规避可预见性缺陷,确定了理想状态下最为合理的双金属斜轧穿孔工艺参数,降低了研发成本及风险。
双金属;有限元;斜轧穿孔;模拟
1 引言
随着计算机领域的飞跃式发展,有限元模拟技术的支持也逐渐强大,计算机有限元在各个领域的项目前期分析中发挥着巨大的作用,通过模拟技术可以实际演示出研究体的发展趋势以及会产生的结果和缺陷,降低了新产品研发的成本及风险。
双金属复合管广泛应用于核电、海底钻探等有特殊防腐要求的领域,对于双金属管生产来说,以离心浇注的方式最为普遍,但也由于这种生产方式,造成了壁厚和长度受到约束。此次准备对这种空心管坯进行斜轧压延加工,以追求更薄的壁厚及更大的长度。
穿孔在有限元中是晶格首先被破坏的运动,是最容易产生力学缺陷的过程,也是实际生产中最容易出现问题的工序,为了寻求最佳的穿孔工艺参数,对前期对穿孔过程的模拟分析也是十分必要的。
2 研究背景
2.1 穿孔机建模
利用三维建模软件Pro/E,根据现场图纸建模,所建立各工件的三维实体模型,将实体模型导入DEFORM有限元分析软件。设置模拟条件:双金属复合管内外层设为弹、塑性可加工材料,外管材料管线钢X52,内管不锈钢316L。模型内外管网格划分30000,轧辊、导板、顶头为刚性不可压缩体。
2.2 研究内容
根据以往经验数据,此次试验需采用了:DEFORM大型有限元模拟;GLEEBLE热模拟试验;金相及电镜分析。
研究内容包括:X52/316L双金属复合管咬入、穿孔过程有限元模拟分析;穿孔温度在1 230、1 180、1 160 ℃,变形速率0.01、0.1、1,变形量30%、50%条件下,试样变形情况;试样金相分析等。
3 材料的热模拟试验[2]
根据X52、316L的相图,以及X52、316L的试验资料,如图1所示,初步设置双金属复合管坯的穿孔温度区间为1130~1230 ℃、变形量50 %、变形速率0.1,进行热模拟试验。试样尺寸Φ10×15 mm、X52与316L厚度比3∶1。

图1 双金属材料的真应力-应变曲线
3.1 1 230 ℃热压缩试验
采用GLEEBLE-3500热模拟试验机在1 230 ℃温度下进行压缩试验。热模拟试验过程中,试样在设定温度1 230 ℃下,就已经发生试样端部融化现象;开始热压缩后,试验机砧头与试样X52一端发生粘连;低变形速率下,试样端部出现不均匀飞边。说明在1 230 ℃下金属流动性较好,而且由于材质的影响可能出现端部融化,在实际生产中可能造成轧辊粘钢。斜轧过程金属流动更难以控制,说明1 230 ℃穿孔不可行。
3.2 1 180 ℃热压缩试验
根据现场环形炉加热±20 ℃偏差的情况,我们选择1 180 ℃进行第二轮热压缩试验。结果表明:在1 180 ℃-0.01变形速率-50%变形条件下,双金属复合管在端部出现飞边,轴向不均匀变形出现,低变形速率条件下端部金属横向流动,影响到变形质量;而在1 180 ℃-0.1变形速率-50%变形量情况下,试样一端变形较大轴向出现明显鼓形,另一端变形较小;在1 180 ℃-1变形速率-50%变形量,空冷条件下,压缩试件形状与-0.1变形速率的试样相近,但端面形貌相对规整。
为分析上述情况,我们将1 180 ℃-0.1变形速率-50%变形量试样剖开,做断面分析,发现压缩变形主要发生在金属体积较大的一端(X52),而另一端金属体积较小(316L),而且明显压入X52一端;金相照片(X52一端)有焊合疏松孔、有过热组织出现。说明在1 180 ℃下,双金属复合管坯试样中X52一侧变形抗力低,加热温度过高;而316L一侧变形抗力高,加热温度在1 180 ℃下,变形抗力与X52有一定差距,压缩变形分配不均匀。
1 180 ℃变形速率0.01~1的应力-应变[1]数据,见图2(a)。表明在大变形速率下,复合管坯变形抗力明显提高,上述端面分析也表明在较大变形速率下,断面变形形状较为规整。但在低变形速率下,变形抗力降低明显,金属流动性较好,受不规则变形敏感性高。
3.3 1 160 ℃热压缩试验
根据现场情况及金相试验,第三轮热压缩试验将加热温度中心下降,选择1 160 ℃,考虑到变形抗力增加,选择降低变形量、变形速率考察双金属复合试样变形抗力与塑性变形情况。从图2(b)我们可以看出,试样变形均匀。热压缩效果比较好。
3.4 穿孔温度对变形抗力的影响
考察1 160,1 180,1 230 ℃下,相同变形速率和变形量,温度对样件变形抗力的影响。图2(c)结果表明,温度对变形抗力的影响较大。

图2 应力-应变曲线图
3.5 试样断面金相分析
从所有的样件中选取1 160 ℃-0.1-30%,1 180℃-0.1-50%,1 180 ℃-0.1-30%三个样件,利用金相显微镜和和电镜观察其组织形貌。
3.5.1 金相分析
放大500倍,从左到右分别为X52、316L和它们界面结合处的照片,图3为不同条件下X52与316L后结合处用王水腐蚀后的金相照片。图中颜色相对较浅的区域为316L,颜色相对较深的区域为X52,中间是结合处区。316L一侧表面光滑,几乎没有被腐蚀,左侧的X52表面凸凹不平,发生了较严重的腐蚀。
3.5.2 电镜照片
由图4可见,结合界面无气孔、裂纹和疏松等缺陷,两种材料结合致密,过渡均匀,界面的结合方式为冶金结合。
4 穿孔机咬入过程[3]模拟及分析

图3 不同条件下的金相照片

图4 1 160 ℃-0.1-30%电镜照片
在DEFORM软件环境下,按照实心管坯咬入的一般情况,设定穿孔工艺参数后,双金属管坯在后加推力的作用下,自由进入轧辊。从不同阶段我们可以看到,如果在空心管坯的后面加载推力,而没有在其侧向将其约束住,空心管坯随着轧辊的咬入,出现双侧大幅摆动,双金属管偏离了原来的轨道,不能够顺利咬入。双金属复合空心管坯在咬入过程中,空心管坯同轧辊接触后变形较大,接触面较实心坯大大增加,在摩擦力作用下发生大幅摆动。同时接合面承受较大的剪切力,在其附近发生裂纹,而后扩展形成一个较大的内部撕裂区,接近实心坯穿孔变形过程。
参考上面模拟的结果,在下面的模拟中采取两项措施:在双金属圆管进入轧辊之前,增加了4个限位块(即对应实际设备的穿孔导咀),起到夹持导向作用,避免防止双金属管咬入前产生偏移,顶头不能顺利对中;对辗轧角作适当调整,避免咬入变形过程中出现较大的接触变形。
采取上述措施后,管坯顺利咬入,双金属复合管坯接触面没有发生撕裂。
1 180 ℃,变形量50%,变形速率不低于0.1条件下模拟双金属管穿孔。我们从图5(a)中发现,由于此温度下X52流动性[4]较好,复合管表层发生不规则变形,而内层变形较好;图5(b)证明了这一点。
在考察上下轧辊和顶头分别在Y和Z方向的受力分析图[5],即图6表明,在管坯与顶头接触后,力值变化幅度较大,造成管坯不均匀变形。
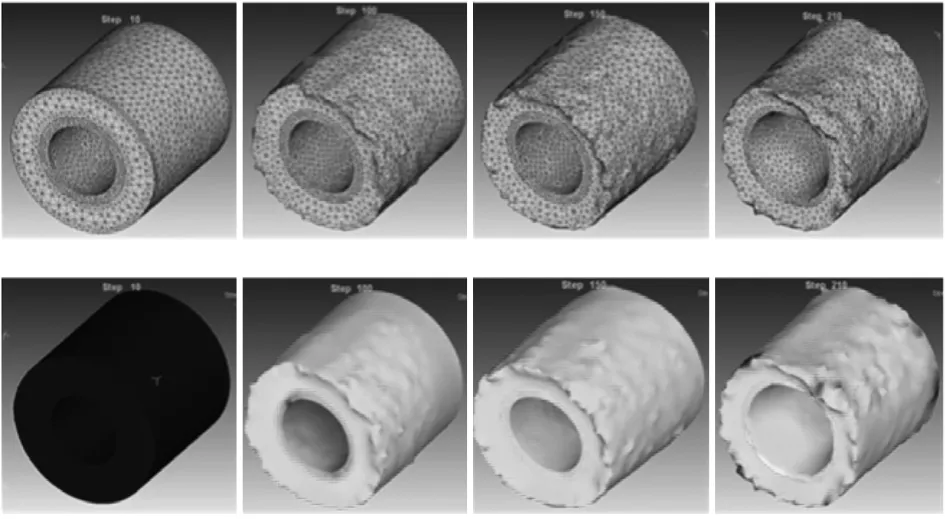
图5 网格变形及应力应变图
5 穿孔过程优化
为了更接近实际,得到更好的分析效果,加大管坯长度,温度修正为1 160 ℃,变形量30%,变形速率不低于0.1条件下继续模拟,如图7所示,咬入阶段变形较好。

图7 轧辊及顶头载荷图
6 结论
通过对双金属内外层材料的金相组织分析、热模拟试验、穿孔过程模拟的边界条件修订,最终得出如下结论:1 140~1 180 ℃为可选加工温度范围;变形量视穿孔温度,应小于50%;变形速率不低于0.1%;工艺参数选取应注意加大内层金属变形,使内外层金属变形相匹配。
之后将运用模拟出来的结果来指导实际的生产轧制,同时总结实际生产反馈的数据来修改模拟过程的边界条件,使模拟过程更为精准且接近实际,更好地应用于无缝钢管领域的研发。
[1] 双远华,赖明道,张中元.钢管斜轧过程应力应变与温度耦合模拟分析[J].锻压技术,2003(6):36-40.
[2] 陆璐,王辅忠,朱亚光,等.钢管穿孔过程的三维热力耦合模拟[J].工程材料,2010(3):66-73.
[3] 刘光宇,虞跃生,万贤毅.计算机模拟技术在金属塑性成形中的应用[J].汽车科技,2000(6):34-37.
[4] 双远华,赖明道,张中元.斜轧穿孔过程金属流动的有限元模拟[J].机械工程学报,2004(3):140-149.
[5] 卫原平,彭颖红,阮雪榆.金属塑性成形过程的计算机模拟系统[J].上海交通大学学报,1996,30(3):132-137.
Simulation on Cross Piercing Process of Bimetal Composite Pipe
WANG Xin1and MA Xu2
(1.Technology Division of Tianjin Seamless Steel Pipe Plant, Tianjin 300220, China; 2.School of Materials Science and Engineering, Tianjin University of Technology, Tianjin 300384, China)
During the development of the cross piercing process of bimetal composite pipe, methods of DEFORM, a large finite element simulation method, GLEEBLE heat simulation experiment, metallographic inspection and electronic microscopy analysis are utilized to collect a substantial amount data, pictures and simulation process data so as to study the piercing process of bimetal pipe. The utilization of computerized finite element simulation technology avoids foreseeable defects, determines the most reasonable parameters of bimetal cross piercing process at ideal state and reduces the cost and risk of research and development.
bimetal; finite element; cross piercing; simulation
10.3969/j.issn.1006-110X.2014.05.008
2014-06-12
2014-07-05
王鑫 (1983—),男,硕士,工程师,主要负责现有工艺的改进和实施,项目改造及工艺相关设计,新材料、新工艺、新产品的研发试制等工作。