浅谈弹簧管式一般压力表检定调修中应注意的问题
2014-05-11马超
马 超
青海省海西州质量技术监督检验检测所
1 一般压力表的概述
一般压力表是指结构为单圈的“C”型弹簧管,精度等级最高为1级,测量值超过大气压力,主要用于液体、气体与蒸汽压力和真空的测量。一般压力表包括工业用单圈弹簧管式压力表、真空表、氧气压力表、电接点压力表等。一般压力表的主要部件有弹簧管、机芯、示值机构、外壳等。关键部件有两大件:一个是弹簧管,它是压力表的感压元件,能将压力变换成位移;另一个是机芯,它是压力表的心脏,能将弹簧管自由端的微小位移量放大,达到易于观察读数的程度。机芯部分包括中心齿轮、扇形齿轮、游丝、调节螺钉及连杆等零部件。因无法改变其长度,只能从横截面形状由扁形趋向于圆形扩张,被迫伸直弹簧管,从而导致自由端产生位移。角位移的转换通过连杆带动扇形齿轮,位移角和转动比的放大倍数会改变,使指针从零度达到270度的转角,再在盘上指示出相应的压力值,以实现测量压力的目的。
压力表经过一段时间的使用与受压,不可能自始至终保持准确,内部机件难免要出现一些变形和磨损,导致产生各种误差和故障。为了保持其原有的精度,不使传递失真,以达到指示准确、安全可靠运行的目的,压力表必须每半年检定一次,以便从中发现问题,及时予以调整或修理。所以国家规定压力表的检定周期一般不超过半年。
2 压力表的检定、调试和修理
检修压力表主要是检查各部件是否依旧符合要求,装配情况是否良好,对其示值误差、回程误差、零点、终点以及指针偏转的平稳性和轻敲位移等,进行一次校验与检查,使之符合检定规程要求,以保证压力表测量精度和示值的准确可靠。下面介绍几种一般压力表示值的调整方法。
2.1 了解示值变化的规律
1)全行程中连杆移动角度的大小与指针在刻度盘上偏转角度的大小成正比。连杆与扇形齿间构成的初始角大,指针在刻度盘上偏转的角度也大;连杆与扇形齿间构成的初始角小,指针在刻度盘上偏转的角度也小。要求是,指针在全行程中转动的角度应与刻度盘上所刻度角的大小相等,即以270度时为最佳。否则,中间刻度的两侧示值将出现快慢不同,而导致非线性误差产生。
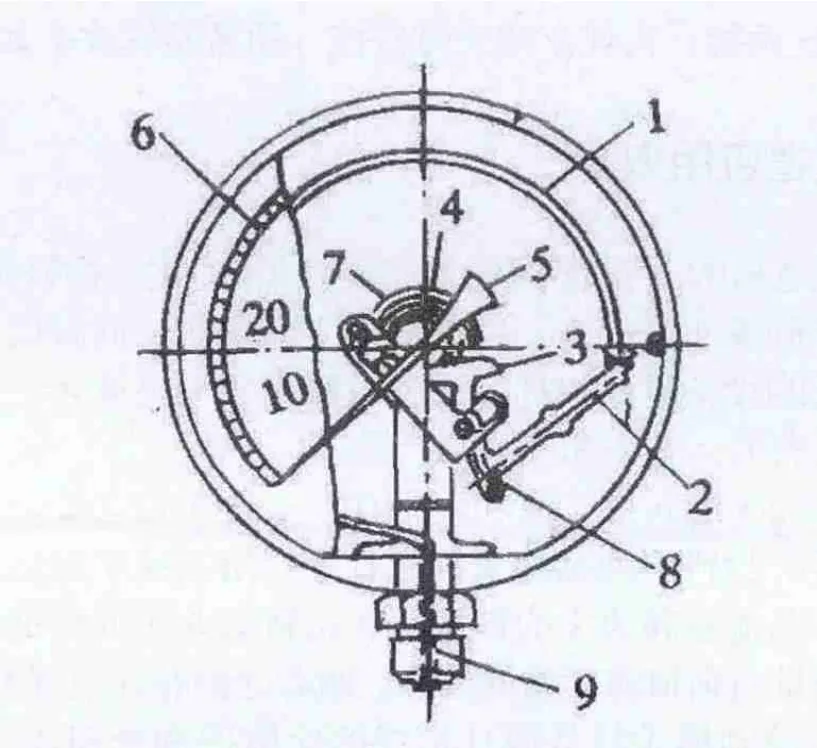
图1 弹性式压力表结构图
2)逆时针转机芯,指针在刻度前半部分走得快,指标在刻度后半部分走得慢;而顺时针转机芯,指针在刻度前半部分走得较慢,指针在后半部分走得较快。
3)自由端(俗称闷头)向左扳移,同样也是刻度前半部分指针走得快,刻度后半部分指针走得慢;自由端向右扳移,刻度前半部分指针走得慢,刻度后半部分指针走得快。仅满度处误差,常是因为初始角小,未到满度连杆已被拉足,限制了自由端位移的变化量,已被采用扳移闷头的办法,扳移闷头的方向则与上面的方法相反。
4)改变示值调节螺钉的位置,也可以调整线性误差,纠正误差成比例地增加或减少的示值变化快慢不同。示值调节螺钉往右(下)移,指针走得慢;示值调节螺钉往左(上)移,指针走得快。
2.2 示值调整需要掌握的三个要领
1)先对扇齿轮与连杆之间的夹角进行调整,后对扇形齿轮臂比的距离进行调整。即先针对中间刻度前、后的示值快慢不同进行调整,待示值速度调至一致时,对螺钉改变各刻度点误差以移动示值进行调节。
2)中间刻度前、后示值出现不同快慢的情况下,应改变扇形齿与连杆之间的夹角;而当各刻度点的示值出现全快或全慢时,应调节螺钉移动示值。刻度点出现的全慢或全快进行调整;针对中间刻度前、后示值的快慢不同进行纠正时,应改变扇形齿与连杆之间的夹角,使刻度的示值保持全慢或全快,要改变各刻度点的误差以移动示值调节螺钉的方式来改变,后者调整时必须采用两者交替的方法才能达到效果。
3)前后快慢幅度小,可以在自由端改变连杆的位置,而如果前后快慢幅度较大,则主要采取转机芯。
2.3 被检表常出现的几类误差特征及调整方法
2.3.1 增加或减少一个固定值
增加或减少一个固定值是被检表常出现的误差之一。这种误差特征主要表现在:随着压力的增大,被检表误差成等量减少或增加,指针读数在整个测量范围内总是与某一固定值的标准示值相差。这种系统误差主要是由指针安装不正确所致。对这种误差进行调整其实也不难,只需要对指针的安装位置进行重新调整即可。若误差极小,则稍微转动一下刻度盘也可以解决。
2.3.2 被检表指示先后快慢不同
(1)校验中所得的误差不会因负荷增大成比例增或减少,而是由负值逐步趋向为正值或正值逐步趋向为负值的变化,这就是所谓的“先、后快慢不同”,又被称之为非线性误差,或称为曲线形误差。
(2)曲线形误差的产生。因全行程中指针的转角比度盘上的标度角小或大,变更扇形齿与连杆间的夹角是其主要的调整手段。机芯在示值先快(正误差)后慢(负误差)的情况下向顺时针方向旋转,或外移自由端向,将扇形齿与连杆间的夹角扩大;示值先慢后快时,机芯向逆时针方向旋转,或向里移自由端,将扇形齿与连杆间的夹角缩小,必要时可以用加长连杆的方法进行解决。
(3)示值先快后慢不同,起针可采用中间刻度,在起针后可以对相同的压力值进行增减,要求指针向左右两侧偏转的角度相等,并与中间刻度左右相邻两个带有数字的刻度相对正。否则以改变连杆夹角来达到目的。调整中一般是出现以下几种情况。
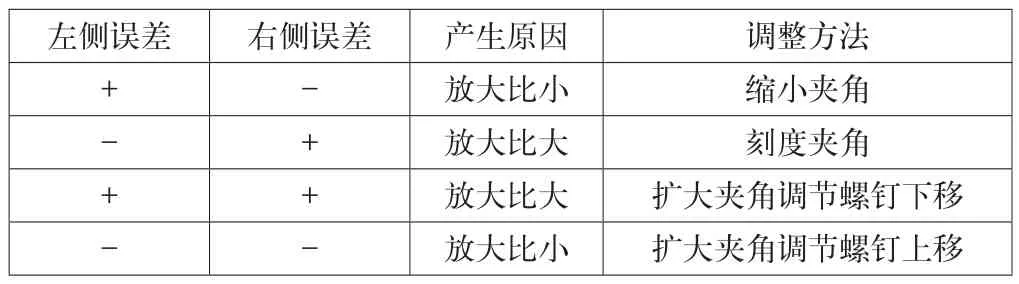
左侧误差 右侧误差 产生原因 调整方法+- 放大比小 缩小夹角-+ 放大比大 刻度夹角++ 放大比大 扩大夹角调节螺钉下移-- 放大比小 扩大夹角调节螺钉上移
经过采用以上的调整方法,中间刻度两侧的示值基本符合要求后,最后应再按检定规程中的方法检查以下,或进一步调整以下。
2.3.3 仅某一检定点超差
(1)超差在哪一刻度上被发现,就应停在哪一刻度上。检查该刻度点上个零件配合情况,传动轴空是否受阻,齿牙啮合点是否有损伤,连杆是否灵活等,逐一进行排除。
(2)正误差出现在某一点时,主要原因是由于齿牙啮合点有毛刺、污物等情况所致;齿牙损伤严重的,应更换新件。无新件更换时,中心轮有伤齿可变动啮合位置,使伤齿避开传动。扇形齿轮受伤则无法调修,必须更换新件。
2.3.4 已尽最大调整满度仍有误差
(1)调整这类误差可以通过,将示值调节螺钉移至尽端,无法调整传动比。而指针超过上限很多或达不到上限。其主要的原因有:连杆太短或太长、弹簧管变形、机芯或刻度盘装错等。
(2)检查和调整要以通过,换一块标准表,但必须比原来的量程大,然后进行对比,在被检表达到上限的情况下观察标准表的读数,以此来作为对被检表所属测量范围进行判断的依据。之后,取下被检表的刻度盘,换一块所判断测量范围的刻度盘进行再次对比。若通过以上各种方法都无法解决问题时,则为弹簧管已经变形,必须更换新件。
[1]JJG52-1999弹簧管压力表检定规程
[2]压力表检定与修理
