两种用于大吨位炊具成型压机压边油缸的控制油路
2014-05-10陈伟俊周玉海
陈伟俊,周玉海
(1.广东科达机电股份有限公司,广东佛山528313;2.广州铁路职业技术学院,广东广州510430)
目前,日常生活中的异形铝锅主要由压铸机制造,该制造方式存在材料利用率不高以及铝锅力学性能较低的缺点。某公司针对上述问题,通过对陶瓷压机进行技术改造,开发出大吨位炊具成型压机用于仿压铸异形铝锅的压制,取代压铸机。在拉深过程中,压边油缸在拉深油缸的作用下产生一定的压边力,保证铝片不起皱并且不产生断裂,控制铝片平滑地进入模腔。压边力过大会增加铝片与凹模之间的摩擦而使铝片产生断裂,压边力过小会使铝片失稳而产生起皱。所以,在成型过程中,压边力必须能够根据每种规格的炊具成型要求进行调节和控制,以实现炊具的顺利成型。
目前,小吨位拉深油压机的压边控制油路均采用单个溢流阀实现压边力的控制,该装备的拉深力与压边力之间的比例不高,不存在压边油缸增压造成损坏的可能。但是,该司开发的炊具成型压机的主油缸的压力达到48 MN,而压边力的压力只有800 kN。在压制过程中,压边油缸被动上行可能出现压力过高造成损坏。为了解决上述问题,该司开发出两种压边油缸控制油路。
1 第一种技术方案
如图1所示,该方案以比例方向阀为核心元件实现压边油缸的动作,两个溢流阀作为安全阀,防止压边油缸的压力过高造成损坏。当YV1 得电时,压边油缸上行;当YV2 得电时,压边油缸下行。在拉深过程中,YV2 先得电,压边油缸下行。然后,拉深油缸动作,YV2 失电,压边油缸在拉深力作用下被动上行,电气工程师可以通过调整参数改变比例方向阀中节流孔的开口度,压边油缸的无杆腔的液压油通过节流孔回流到油箱。此时,液压油在节流孔的前后形成压力,压边油缸无杆腔形成压边力直至拉深动作完成。压制结束后,主油缸回程,YV2 得电,压边油缸下行,为下一次压边动作做准备。压力传感器检测压边力的数值,形成闭环控制。
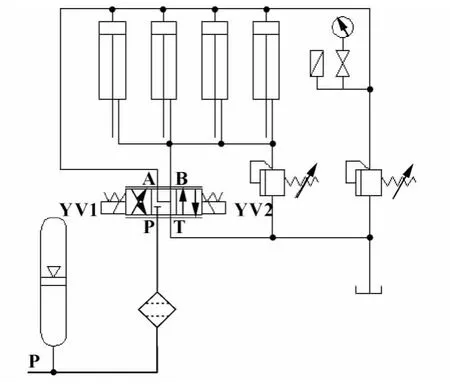
图1 用比例方向阀组建的大吨位炊具成型压机压边油缸控制油路
2 第二种技术方案
由于第一种方案采用比例方向阀作为核心元件,所以成本相对比较高。同时,铝锅成型相对于不锈钢锅成型所需要的压边力不需要精确控制,所以第二种方案采用普通液压阀实现对压边油缸的控制。
如图2所示,该方案用电磁溢流阀实现压边力的控制。两个溢流阀作为安全阀,防止压边油缸压力过高造成损坏。单向节流阀调整压边油缸的下行速度,避免活塞与油缸下法兰的撞击过大损坏油缸。当压边油缸下行时,压边油缸无杆腔的液压油通过单向阀进入压边油缸的有杆腔,形成差动回路,提高下行速度。压力传感器检测压边力的数值,形成闭环控制。
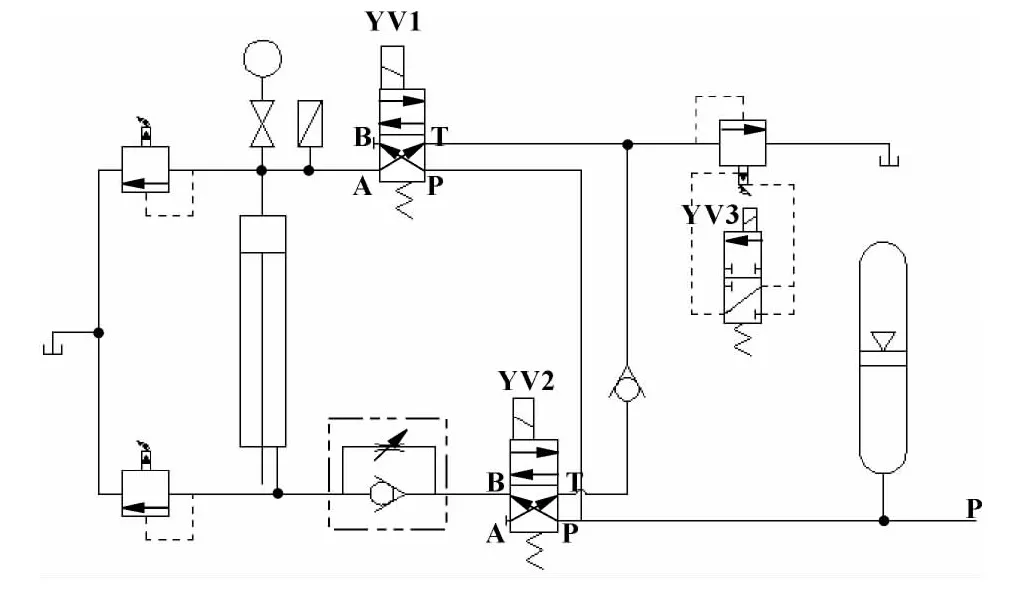
图2 用电磁溢流阀组建的大吨位炊具成型压机压边油缸控制油路
其动作过程如表1所示。
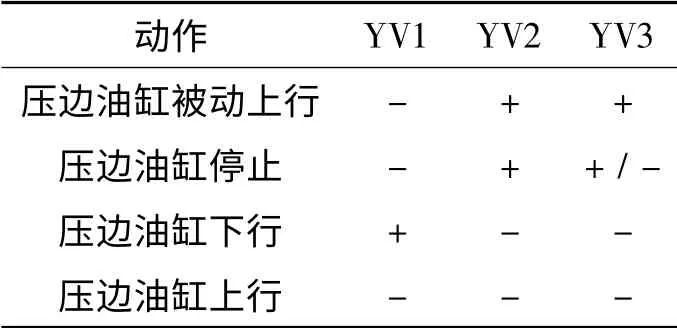
表1 压边油缸控制油路回路动作
3 结束语
上述两种方案具有流量大、可控性好的优点。第一种技术方案能够精确控制压边力,但是成本较高。虽然第二种技术方案的压边力控制精度不如第一种技术方案,但是能够满足铝锅成型要求,成本相对较低。上述两种技术方案在实践应用过程中效果良好,已经在浙江苏泊尔集团玉环基地炊具事业部、浙江宁波三禾厨具有限公司、浙江喜尔美厨具有限公司等国内知名炊具制造企业顺利投入使用并获得客户的好评。同时,上述两种技术方案成功申报专利保护。文中研究可以为类似工程问题提供参考,具有一定的理论和实际价值。
[1]张丕付,黄天泽,曾霞文.压边力在车身覆盖件成形中的应用[J].锻压技术,1997(3):20-23.
[2]雷天觉.新型液压工程手册[M].北京:北京理工大学出版社,1998.
[3]马永辉.工程机械液压系统设计计算[M].北京:机械工业出版社,1983.
[4]田科.实用液压技术[M].北京:北京出版社,1984.
[5]路甬祥.液压气动技术手册[M].北京:机械工业出版社,2001.
[6]王东哲,娄臻亮,张永清.薄板拉深工艺中压边力闭环控制的研究现状[J].机械工程师,2000(7):7-10.
[7]徐全胜.利用液压机顶出缸进行薄板拉深[J].金属成型工艺,1997(2):33.
[8]杨曦,王东哲,包向军,等.板料拉深成形关键性技术研究[J].汽车工艺与材料,2000(11):9-12.
