利用精益生产消除PCB企业中的七大浪费
2014-05-04谭小林管术春景旺电子科技龙川有限公司广东河源517373
柯 勇 谭小林 管术春(景旺电子科技(龙川)有限公司,广东 河源 517373)
利用精益生产消除PCB企业中的七大浪费
Paper Code: S-013
柯 勇 谭小林 管术春
(景旺电子科技(龙川)有限公司,广东 河源 517373)

简述了PCB行业发展存在的主要问题,阐述了利用精益生产消除PCB企业中的七大浪费的意义,概括了精益生产和七大浪费的基本理论。笔者在推行精益生产的实践基础上,分析了PCB企业生产现场存在的七大浪费现象及其产生的问题根源。最后介绍了如何消除七大浪费的策略及解决方法,从而有效的减少了PCB企业中普遍存在的浪费问题。
精益生产;七大浪费
1 引言
近几年我国PCB行业发展经历了很多困境,如人工和材料成本上升、利润下降、环保压力等原因,导致市场竞争激烈,不少PCB企业在市场、成本、资金、管理等压力下亏损严重,部分经营不善的企业出现订单下滑而减产,经受不起的中小企业已经倒闭或面临倒闭。为走出困境,部分PCB企业将制造工厂逐步转移到内地,但从近期发展看,也不能从根本上摆脱以上困境。
为探索PCB企业改革之路,笔者对国内20余家PCB企业走访和调查,对PCB行业面临的主要制造问题进行了梳理,概括如下:
(1)招工难,人工成本提高;
(2)生产品质不稳定,客户投诉多,不能按时按量交货, 出现客户催货;
(3)PCB产品单价走低,原辅料、水电等制作成本上升,利润下降;
(4)生产现场存在的主要问题:
①生产浪费现象严重。过量生产浪费、库存浪费、设备停机等待、搬运浪费、产品不良等浪费。
②多品种、小批量订单增多,难以满足市场多样化、差异化产品需求。
③人员效率低下,员工缺乏生产积极性,缺乏改善意识。
④设备故障率高、停机损失严重,缺少对设备的综合效率监控和改善。
以上问题的解决之道,就是实施精益生产。为探索出一套适合PCB企业的精益改善方法,笔者通过对精益改善案例分析与整理,结合精益生产实践,分析了PCB企业生产现场存在的七大浪费现象及其产生的问题根源,以及介绍了如何消除七大浪费的推行策略及解决方法。
2 精益生产和七大浪费的基本概念及理解
2.1 精益生产的基本概念
精益生产是美国麻省理工学院通过“国际汽车计划”,是对丰田生产方式的研究和总结,并于1990年提出的一种生产管理方法。精益生产就是及时制造,消灭故障,消除一切浪费。精益生产的核心思想是消除一切浪费,并围绕此目标开展的一系列具体的管理方法,形成一套独具特色的生产管理体系。
2.2 对精益生产方式的理解
精益生产是以消费者的需求为生产起点,组织生产线依靠一种称为看板的拉动式准时化生产,在产品质量上追求尽善尽美,消除一切浪费,降低成本,以向零缺陷、零库存进军,用最少的投入实现最大产出和实现利润最大化。精益生产方式并不局限在工厂,可以推广到产品设计、质量保证、财务、人力资源、市场、采购等部门。现代管理学家认为,丰田的精益生产方式是现代制造业的一次革命,从效果上体现了极高的生产效率、极高的产品质量、极高的生产柔性。
2.3 七大浪费的基本概念
精益生产方式中所指出的浪费,和大家日常生活中所提到的浪费有着截然不同的含义,即:在工业生产中,凡是不能直接创造出价值的一切活动,均视为浪费。精益生产认为,没有实行精益生产的工厂中通常会存在7大浪费,即:等待的浪费;搬运的浪费;不良品的浪费;动作的浪费;加工的浪费;库存的浪费;制造过多(早)的浪费。
2.4 对七大浪费的理解
我们企业中真的存在那么多的浪费吗?我们真的还有这么大的降成本空间吗?转变一个视角,仔细观察企业的流程,我们会惊奇的发现企业中真的存在这么多的浪费,表1是对七大浪费的理解。

表1 对七大浪费的理解
3 七大浪费的现象分析及其产生的问题根源
3.1 等待的浪费
3.1.1 现象分析
等待就是闲着没事,等着下一个动作的来临。常见的等待浪费现象是:设备闲置、设备空转、计划外停机、生产缺料等现象。等待的浪费是指人、设备、产品等互相之间的等待所发生的浪费。
3.1.2 产生的问题根源
统计与分析人的作业时间和机器的作业时间,并预留一定的宽放时间,然后确定操作一台机器或一条生产线需配置的人员。造成等待的原因一般有:接单不力或订单不足,生产线不平衡,计划安排不当,停工待料,品质异常问题等。如生产线上不同料号之间的切换,如果准备不充分,容易造成等待的浪费;上工序出现问题,有时导致下工序停机、人员无事可做。
3.2 搬运的浪费
3.2.1 现象分析
搬运是一种不产生附加价值的动作,而不产生价值的工作都属于浪费。搬运浪费的主要现象是:生产物料从仓库到车间的人工搬运,上下工序半成品的搬运,加工过程的搬运等动作的浪费。不符合精益生产的一切物料搬运、半成品或成品搬运、工具搬运等活动都属于搬运浪费。
3.2.2 产生的问题根源
大部分人认为过多搬运是一种无效的动作,也有人认为没有搬运,产品无法加工。究竟多少次搬运合理?在实际中,大部分人没有从精益的角度,去认识和改善问题,也就默认了搬运浪费的存在。厂房布局、生产过多或过早、库存中转、计划变更等都是造成搬运浪费的主要原因。
3.3 不良品的浪费
3.3.1 现象分析
对产品的修补、返工、报废均视作不良品的浪费。在产品生产程中,任何的不合格品产生,会造成材料、设备、人工等的浪费,任何修补、返工、报废都是额外的成本支出。若不良品得不到有效的控制,会造成客户投诉或退货,或错过交货期,严重问题将失去客户信心。
3.3.2 产生的问题根源
不良品的浪费的主要原因是人员忙于救火,而非有效预防。精益生产方式的重要思想就是要用一切办法来消除、减少一切非增值活动,如检验、搬运和等待等造成的浪费,具体方法就是推行“零返修率”,第一次就做好,更重要的是在生产的源头就杜绝不合格原材料、半成品流入下一道生产工序。
3.4 动作的浪费
3.4.1 现象分析
任何对生产不增值的的动作均视为动作浪费。常见的动作浪费现象有:频繁的拿取,过度的弯腰,较长的步行距离,频繁的来回走动,寻找工具或寻找材料,对位精度重复校正,产品重复检验,以及其它重复动作和不必要的动作,这些动作的浪费造成了时间和体力上的不必要消耗。
3.4.2 产生的问题根源
在生产操作要达到同样作业的目的,会有不同的动作。哪些动作是不必要的呢?是不是要取上、取下如此频繁?有无必要反转的动作、步行的动作、弯腰的动作、转弯的动作等?若工艺流程、操作规范、辅助工具、设备布局等设计合理,有很多动作都可被省掉。
3.5 加工的浪费
3.5.1 现象分析
加工的浪费也叫过分加工的浪费。加工的浪费具有两方面的含义,第一方面是多余的加工和过分精确的加工。第二方面是多余的作业时间和辅助设备。如成型生产工序QC已对外型尺寸做了一次测量,品质部PQC再次重复测量,属于加工浪费。如客户对孔铜要求20 μm,实际孔铜按25 μm制作,就属于加工浪费,不仅延长了加工时间,也浪费了不必要的制作成本。
3.5.2 产生的问题根源
在制造过程中,为达到同一作业目的,有一些加工程序是可以省略、替代、重组或合并,此类多余的加工程序就是加工的浪费。较长的制造周期,生产效力降低,频繁的分类、测试、检验,额外的加工等是造成加工浪费的主要原因。
3.6 库存的浪费
3.6.1 现象分析
精益生产认为过量生产和库存过剩是最大的浪费,过量生产最终体现在库存过剩上。原材料、设备配件、半成品、成品的库存是不会产生任何附加值的,并增加了营运成本。库存物品不仅占用空间,也增加人工管理成本,库存物品若超过保质期,品质逐渐变坏。库存不仅本身造成浪费,也一样掩盖了生产中存在的问题,掩盖了其他浪费现象,使生产现场可供改善的线索隐藏了起来。举个例子说明库存,库存就好比水池中的水,生产中存在的问题,比如维修问题、效率问题、质量问题、交货等问题,就好比水池中的石头。当库存很高,即水位很高时,这些生产中存在的问题是淹没在水中的,不为人所注意,如图1所示。当库存降低,即水位下降时,就水落石出,生产中存在的问题就暴露出来了,如图2所示。

图1 库存过多,掩盖了问题

图2 降低库存,管理问题水落石出
3.6.2 产生的问题根源
库存浪费的产生是由错误的观念造成的,认为没有库存就不放心。产生库存浪费的原因具有多方面,如产品的复杂性,工序低效能,生产计划不均衡,市场预测和管理不力,激励制度不合理等多方面因素都会造成过量生产或库存过多浪费。大量的库存滋生了众多的企业问题,而问题却被库存掩盖了,人们并没有紧迫感去解决这些问题。
3.7 制造过多(早)的浪费
3.7.1 现象分析
制造过多(早)的浪费是指超过必要数量的生产和提前生产。由于过量生产,将导致提早消耗原材料,浪费人力与设施,占用空间,增加物料和产品搬运,增加管理费用等问题。
3.7.2 产生的问题根源
精益生产认为制造过多(早)的浪费与库存过剩是最大的浪费。制造过多(早)的浪费的原因包括,追求生产车间的局部效率,忽略工厂的整体效率,盲目超量生产或多放一些余量,以防万一的逻辑,工序换料号时间长,生产计划不均衡,设备及能力设计过大,不按计划生产等原因。在PCB企业,很多人员害怕发生批量性的质量事故会影响生产进度,担心计划跟不上变化,就提前投产或过多安排不必要的产量,遇急就愈草率。
4 消除七大浪费的推行策略及解决方法
推行精益生产,应该从何处开始呢?部分企业在推行精益生产初期,高层领导认为首先需要改变管理人员的观念,就把管理人员召集起来开展精益生产培训,或者到外面专业精益生产辅导机构进行几天的精益生产培训,然后回来后安排谈感想或交流会议。培训和开会时大家热血沸腾,雄心壮志,但真正推行精益生产时,激情很快被日常的繁琐工作冲淡。笔者结合推行精益生产的亲身实践,总结出消除七大浪费的推行策略及主要解决方法。
4.1 消除七大浪费的推行策略
推行精益生产,不仅要学习精益工具,更要灵活应用精益工具和方法去改善,精益生产是一项系统工程,是一个持续改善的过程。从基础的6S和可视化管理开始,从样板车间的成功开始,运用精益工具(如看板、快速换型、6S、目视化、价值流图等)去识别和分析生产中的浪费,并消除浪费,以逐步改进系统,如表2所述。
4.2 消除七大浪费的主要解决方法
4.2.1 获得精益知识
在精益生产起步阶段,精益改善团队并不需要很详尽的精益知识,但要有应用精益知识的意愿。若一个企业内没有精益改善专家,可以借助外部培训,或者聘请有实践经验的精益顾问。根据PCB行业的特点,可从各部门抽调有实际经验的员工在精益改善团队中轮流培训,在精益顾问的指导下接受系统的精益培训,在改善中学习,培训结束后回到自己的工作岗位上。如此循环,给企业培养出精益实践骨干。
由于PCB工艺流程复杂性,大多数精益顾问没有接触过PCB行业,精益顾问的推行策略和改善方法,不适合PCB企业的所有改善,因此需要企业自身的改善团队借助精益理念,灵活运用精益工具和方法,在改善活动中不断学习和实践,才能真正领悟到精益生产的精髓。
4.2.2 提高员工的积极性
何谓员工的积极性?在一些优秀企业,员工的积极性是用改善成果或技术创新的数量来评价的,如员工的改善提案件数、改善提案参与率等。由此,员工的积极性可理解为员工主动付出智慧,如主动发现问题和解决问题的意愿和行动。
要使精益改善持久的产生成效,就必须做员工的激励工作,包括物质的激励、晋升的激励等。要促进员工广泛积极的参与,最有效的方法就是开展改善提案活动。提案活动不完全以经济效益为追求目标,最重要的目的是促进全员参与,营造良好的改善活动氛围。在推行初期,不要限定员工的提案范围,提案内容可以涉及质量、效率、成本等方面。同时也不限定提案的大小,只要对企业有利,提案都在接纳、奖励之列。通过改善提案、小组活动等形式,让员工在改善中体会成就感。
4.2.3 如何应用精益工具
何谓精益工具?通过学习和掌握的精益工具,如拉动生产、价值流图、看板、快速换型、6S、可视化、TPM(全员生产维护)、按灯等。如何运用精益工具?首先考虑应用精益工具目的,然后再考虑如何去应用,以及确定人员去实施的问题。以下为笔者在推行精益生产中的实践和分析,概括介绍四种常用的精益工具。
(1)看板管理
①对“看板管理”的理解
看板是一种精简的、整合化的、传递生产状况的信息载体。看板的作用是生产和搬运的指示,显示生产料号、生产数量、生产时间、物料名称、物料存放位置等信息。
看板管理是利用公司看板协调地管理整个公司的生产,将必须的产品,在必须的时候,按必须的数量生产出来的一个信息系统。通过看板管理方式,可以及时安排计划,及时生产,减少在制品库存量,也可以及时暴露生产中存在的问题,如设备停机故障,品质异常等问题,以达到改善目的。
②看板种类
按使用目的分,可分为生产管理看板、工序管理看板、品质看板、设备看板、在制品看板等;
按使用范围分,一般分为部门看板、生产车间看板和外协看板等。

表2 消除七大浪费的推行策略
③看板概要
(A)生产管理看板的内容包括生产计划、计划的完成率、生产计划进度等内容。
(B)工序管理看板主要指车间内在工序之间使用的看板,如取料看板、下料看板等。
(C)品质看板的主要内容是指生产现场每日、每周、每月的品质状况分析等。
(D)设备看板的内容包括设备的运行情况、点检情况等内容。
(E)在制品看板主要是指工序内看板、信号看板、领取看板。
(2)现场观察法
景旺电子公司在精益生产推行初期,通过开展七大浪费培训以后,精益推进办项目工程师在车间“现场观察”来“找浪费”,运用时间观察、人机分析等工业工程的方法寻找生产中的七大浪费,然后再组织项目小组如何消除浪费。
以生产工序为单位,对每个流程段和每台设备现场观察4 h ~ 8 h,记录人员工作时间、设备使用情况、设备停机情况、换料号时间、品质异常等,可以运用现场录像等方法,根据观察和记录的结果,列出七大浪费清单,统计出设备稼动率(或设备综合效率)和人员的工作情况,找出浪费问题,然后梳理浪费问题清单,组织项目小组成员商讨、制定改善对策并实施。
(3)流程分析法
流程分析是指对工作流程加以分析、调查,找出不经济、不均衡、不合理的地方,进行改善的方法。流程分析是以产品的制造全过程为研究对象,把制造工艺划分为加工、检验、搬运、等待和储存等五种状态加以记录,并通过这些数据对现行的生产线进行改进。
流程分析可概括为三大特点:第一是用符号来记录一件工作完成的过程;第二是以生产过程或项目过程等为对象,研究一个完整的过程系统,全面分析整个过程系统有无多余或重复作业,程序是否合理;第三是以最有效、简单的工作流程完成最大的工作效果。表3是流程分析法要点。
(4)快速换型
①对快速换型的理解
推行快速换型的目的是浪费降低到最少,增加制造的柔性,支持连续性生产,减少流程间的停顿,提高设备的综合效率,优化生产,在客户需要的时候生产。表4是对快速换型的理解。
②快速换型的实施步骤及分析要点
快速换型主要分为六大步骤,其分析要点如下:
(A)识别记录当前流程:对当前流程录像分析,记录当前工艺流程,每个流程步骤记录时间;
(B)区分内部、外部工作:内部工作是必须在停机时进行的活动,外部工作是在机器运行时进行的活动;
(C)将内部工作变为外部工作:画出流程图和改善工作表,运用工程的方法把内部工作向外部工作转换;
(D)减少内部工作:安排并行作业,对工具进行改善,减少使用手动工具,减少工具箱和工具柜的使用,加快紧固速度或使用快速工具;

表3 流程分析法要点
(E)减少外部工作:使用安灯系统,保证信息畅通,减少物体的机械移动;
(F)标准化:操作标准文件化,根据文件持续培训,成果测量跟进。
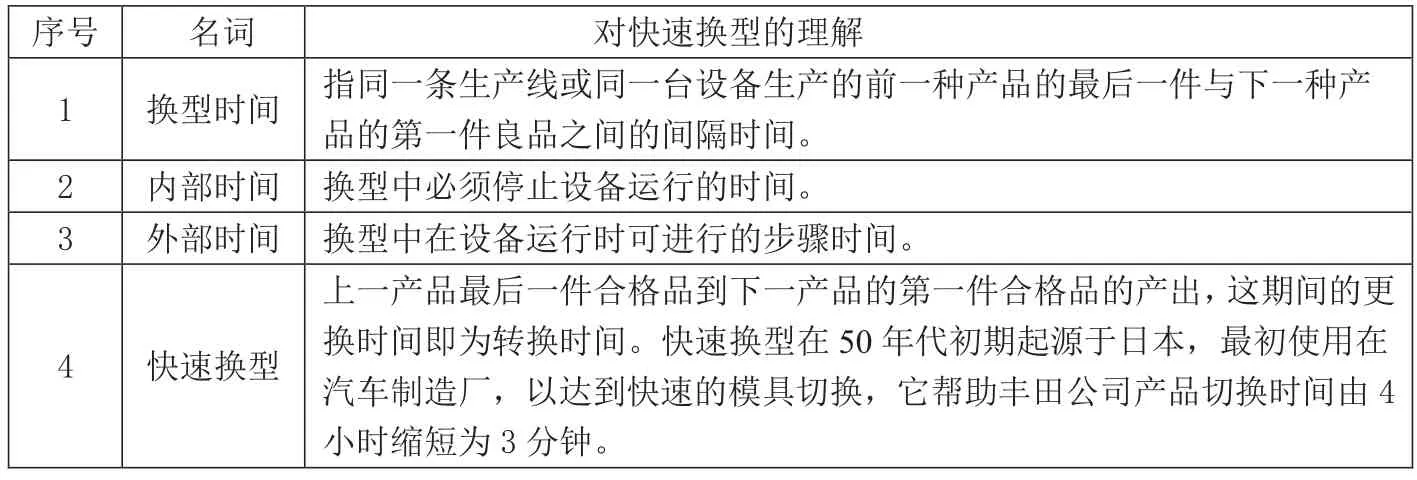
表4 对快速换型的理解
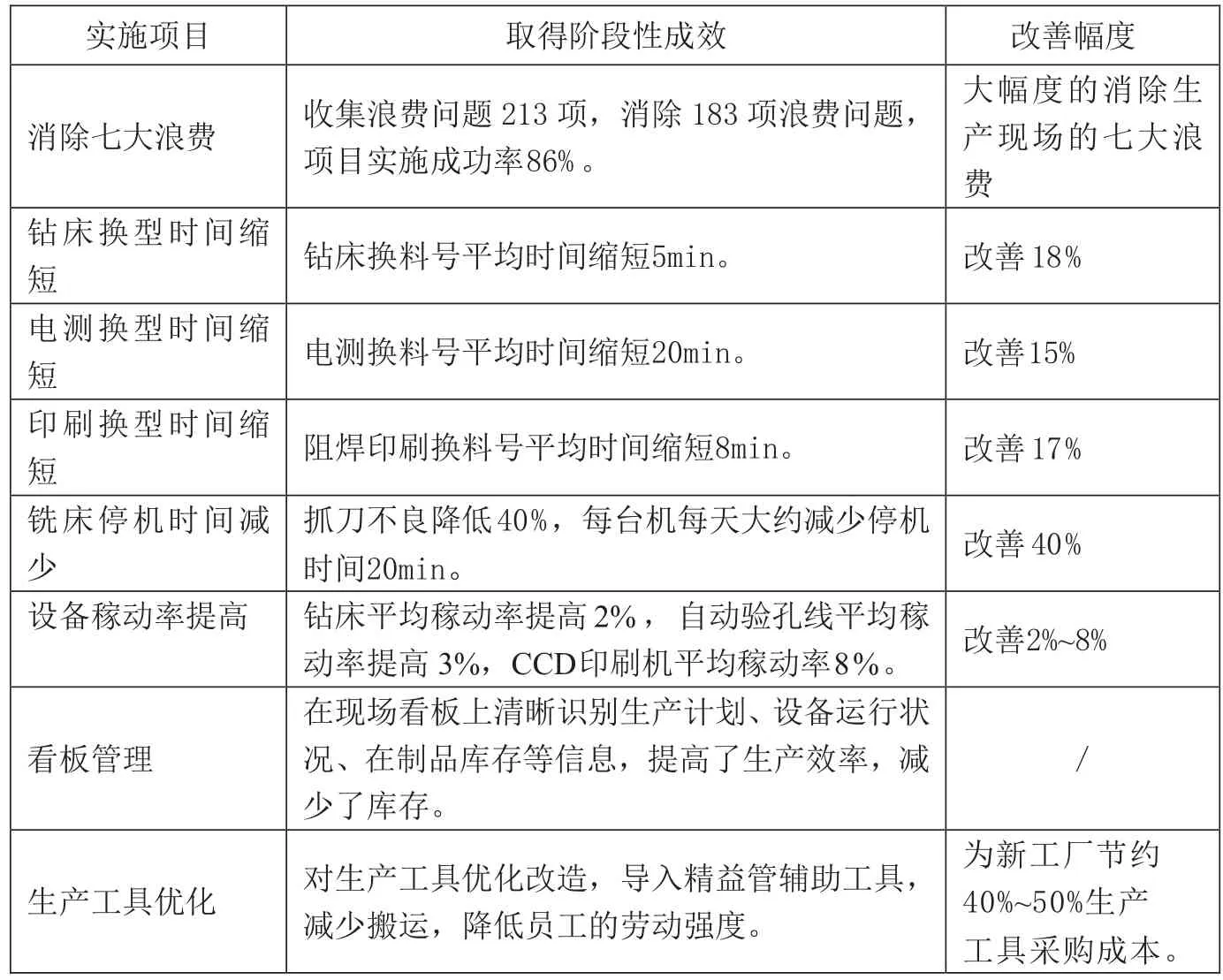
表5 取得阶段性成效
5 在消除七大浪费中取得阶段性成效
景旺电子公司在消除七大浪费活动中也遇到一些困难和问题,因为精益改善的本身就是一个不断发现问题、解决问题的过程。以下是景旺电子公司在消除七大浪费活动中取得阶段性成效。
6 结语
笔者在推行精益生产的实践基础上,分析了PCB企业生产现场存在的七大浪费现象及其产生的问题根源,介绍了如何消除七大浪费的推行策略及主要解决方法,有效的减少了PCB企业中普遍存在的浪费问题。在精益改善中,除了学习精益知识和借鉴成功企业的案例之外,最为关键是需要企业结合自身情况探索出一套精益改善方法。
[1] 柯勇. PCB企业推行精益生产的主要障碍及对策研究[J]. 印制电路信息, 2013,12.
[2] 陈轶川等. 利用精益生产解决服装企业中的浪费现象[N]. 武汉纺织大学学报, 2011,4.
[3] 詹姆斯P, 沃麦克等. 精益思想[M]. 北京.机械工业出版社, 2011,4.
[4] 赵克强等. 精益实践在中国[M]. 北京:机械工业出版社, 2012,1.
柯勇,研发中心副经理,主要负责新产品开发、国家高新技术企业建设与维护、省级工程中心建设与维护、省级清洁生产企业建设与维护、政府资助项目申报、精益生产项目管理等工作。
The use of lean production to eliminate PCB enterprises in the seven wastes
KE Yong TAN Xiao-lin GUAN Shu-chun
This paper outlines the main problems existing PCB industry, describes the use of lean productionto eliminate PCB enterprises in the seven wastes meaning, outlines the basic theory and the seven lean production waste. I practice on the basis of the implementation of lean production, analyze the root of the problem of the seven waste PCB production site and the resulting presence. Finally the paper introduces how to eliminate waste of seven strategies and solutions, thus effectively reducing the waste problem in the PCB enterprises.
Lean Production; Seven Waste
TN41
A
1009-0096(2014)04-0224-07