HDI板高厚径比微盲孔跨层微导通孔技术开发
2014-05-04吴军权刘继承黄建航惠州市金百泽电路科技有限公司广东惠州516083深圳市金百泽电路科技股份有限公司广东深圳518000
吴军权 刘继承 陈 春 黄建航(惠州市金百泽电路科技有限公司,广东 惠州 516083)(深圳市金百泽电路科技股份有限公司,广东 深圳 518000)
HDI板高厚径比微盲孔跨层微导通孔技术开发
Paper Code: S-006
吴军权 刘继承 陈 春 黄建航
(惠州市金百泽电路科技有限公司,广东 惠州 516083)(深圳市金百泽电路科技股份有限公司,广东 深圳 518000)
高厚径比微盲孔的HDI板制作通常需要很好的孔金属化能力保障其导通可靠性,但所需生产设备及其配套成本让不少厂商望而却步。本文所述高厚径比微盲孔跨层微导通孔(skip-μvia)技术,通过定位精度控制、激光钻孔参数调整以及制板流程优化等工艺的开发,能以更低的成本、更高的品质、更短的加工流程以及常规孔金属化设备实现高厚径比的微盲孔制造,从而降低了高厚径比微盲孔HDI板制造的难度。
高厚径比;微盲孔;跨层微导通孔
1 前言
如今PCB市场对多阶盲孔HDI板的需求量不断增多,越来越多中小厂商意识到要开发此类产品。而多阶盲孔HDI板的制造通常需要一定的设备,比如激光钻机、填铜设备、真空树脂塞孔机等都需要支付很大的费用,这使得不少厂商望而却步。于是有人不禁发问,有没一些工艺流程能够避开这些昂贵设备的购置,使用传统设备也能在一定程度上实现高阶HDI板的制作?因此,我们开发了能用常规孔金属化设备实现高厚径比的微盲孔制造的跨层微导通孔(skip-μvia)技术,以降低高层多阶盲孔HDI板的难度,减少对高昂设备的依赖。
2 多阶盲孔HDI板与skip-μvia技术的关联
多阶盲孔HDI板的制造难点在于有多阶叠孔的需求,多阶叠孔意味着更高的中心对准度、更稳定的孔金属化导通效果,相邻层间的盲孔连接实现方式[1]分别有树脂塞孔法、电镀塞孔法、越层孔(skipμvia),如图1所示。

图1 相邻层间的盲孔连接方式
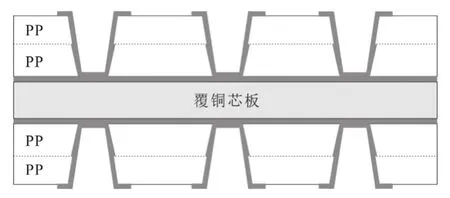
图2 用于高厚径比skip-μvia的高中心对准度分段电镀技术
实际上,经过我们的开发,这种用于高厚径比skip-μvia的高中心对准度分段电镀技术是可以实现的。skip-μvia盲孔的最终效果是一体的高厚径比盲孔,只有当中心偏移量足够小时,skip-μvia盲孔的孔形才能满足盲孔孔形的要求,因此在制作过程中需重点控制叠孔的中心偏移量,整体的技术开发思路如图3所示。

表1 相邻层间的盲孔连接方式的优缺点对比

图3 高厚径比skip-μvia盲孔技术开发思路
3 skip-μvia盲孔的激光加工参数调整
为了实现高厚径比的skip-μvia盲孔制作,分次电镀技术决定了激光钻孔也需要分步进行,我们在开发参数的过程中尽可能地以一体化的skip-μvia盲孔孔型为控制目标。
本节所述加工方案使用的是二氧化碳激光,由于二氧化碳激光普遍不具备高收束性,通常参数的变化能直接引起孔形锥度的改变。通常用于盲孔加工的激光参数都能生产出非常稳定的孔型,因此我们在调整时考虑通过保持初次加工的参数,并在第二次加工微调能量改变孔形锥度,使得分次加工的盲孔之间能恰当地衔接,孔型示意图如图4所示。经过摸索,我们发现当能量提升至10%即可得到效果,加工方式如表2所示。

图4 分次加工孔形示意图

表2 分次激光加工的参数调整
表1为三种盲孔层间连接方式的优缺点对比,基于这些优缺点的考虑,我们以越层孔的层间连接工艺为原型,通过分次钻孔与电镀的加工来开发高厚径比skip-μvia盲孔,希望能以常规直流电镀设备制作,制作出流程简单,质量可靠的的高厚径比HDI板,其孔型示意图如图2所示。
4 加工对位精度控制优化
4.1 对位精度的要求
IPC对微盲孔的孔铜厚度要求是最少满足10 μm,平均铜厚为12 μm,实际生产中我们通常会制作到15 μm左右以进一步保证导通稳定性。考虑到常规直流电镀设备的微盲孔电镀效果,同时也为了保证微盲孔壁粗糙度,中心偏移量若能控制在10 μm以内会使得整体孔形非常美观。
如此小的偏移量必然要求制板定位控制要尽可能减少偏差因素。

图5 中心偏移量示意图
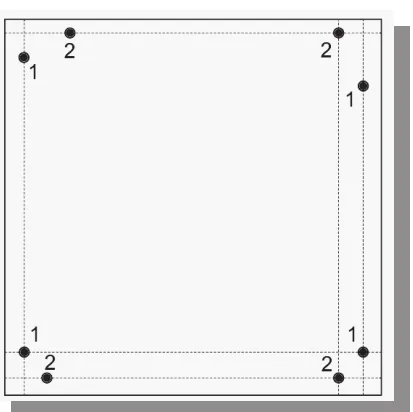
图6 用于X-Ray打靶的多套靶孔示意图
4.2 对位精度优化方案
4.2.1 靶孔设置
skip-μvia盲孔板制作涉及分次激光加工,且两次加工前后都有一定的尺寸涨缩,为了实现最小中心偏移量的控制,激光抓靶的靶孔状态显得尤为需要关注。
skip-μvia盲孔制板为增层法层压方式,因此定位孔的制作必然采用单一内层定位。需要注意的是,压合后的X-Ray钻靶有其自身的钻靶精度,若整板制作过程都采用同一套菲林孔进行重复钻靶加工,其靶孔效果存在双倍偏移的可能,不利于高中心对准度的分次加工。因此本板制作基于最内层的定位孔至少有两套,每层压一次后用新的一套靶孔定位,如图6所示。
4.2.2 图形与钻孔的涨缩控制
skip-μvia盲孔板的涨缩主要影响了钻孔准确度与图形转移准确度。激光钻机与LDI曝光机具备光学抓靶定位功能,且有着极高的定位精度,因此利用光学定位得出的建议涨缩比例值具有非常高的制板可行性,现对首板制作的涨缩控制流程建议如图7所示。

图7 skip-μvia盲孔首板制作的涨缩控制流程
4.3 制板尺寸加工能力
4.3.1 skip-μvia盲孔孔形与中心偏移量的关系
我们有意采用未进行对位优化的方式制作了实验板,以得出各种中心偏移量的效果直观地分析并验证可行的中心偏移量,也是为了得到完美加工孔形的方案,取试验板各部位切片分析,收集整体孔型数据(锥度、孔壁粗糙度)以及中心偏移量,数据如表3所示。
由表3数据可知,切片2、3的孔形良率为100%,并保持着较小的偏移量,反之切片1、4、5所展示的孔形良率随着偏移量的增大而下降。这说明偏移量与skip-μvia盲孔的孔形良率有负相关性,若能得到较小的中心偏移量,孔形良率也必然提升。
仔细观察表格数据可知,当中心偏移量低于10 μm,所得的孔形是合格的。若能控制中心偏移量稳定在10 μm以内,则该部分孔形良率可满足生产要求,中心偏移较小的skip-μvia盲孔孔型如下图8所示。
4.3.2 skip-μvia盲孔板可加工尺寸的能力分析
根据已优化的skip-μvia盲孔定位方案,此时再进行新试板实验,数据采样方式为斜对角线均匀取5个区块,相邻区块距离为7 cm,如图9所示,偏移量数据如表4所示,区域1~4范围内,skip-μvia盲孔中心偏移量均值在10 μm以内,这表明优化过的方案在skipμvia盲孔板制作中至少能实现单元尺寸为210 mm× 210 mm的加工。
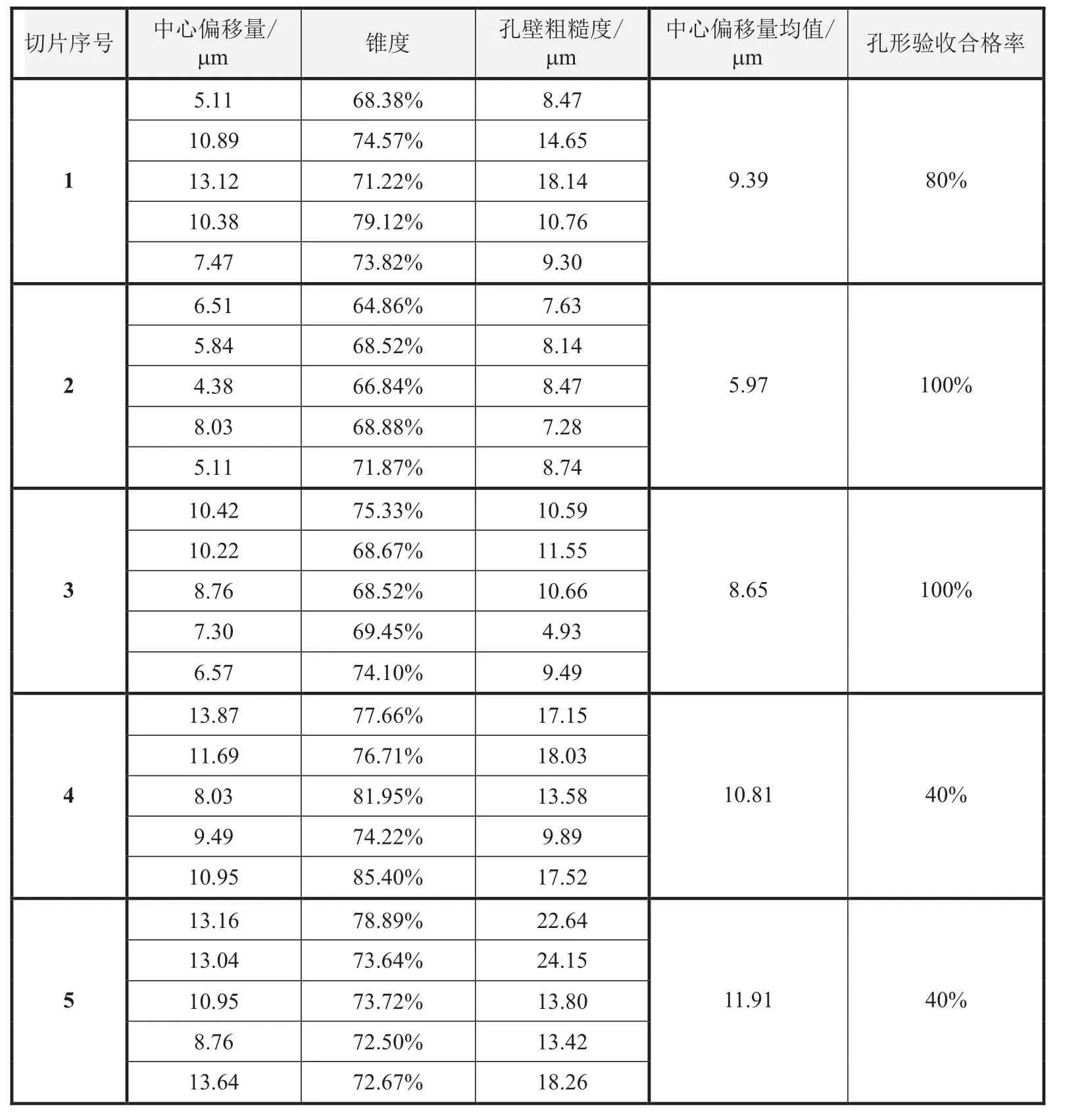
表3 skip-μvia盲孔孔形与中心偏移量的试板数据
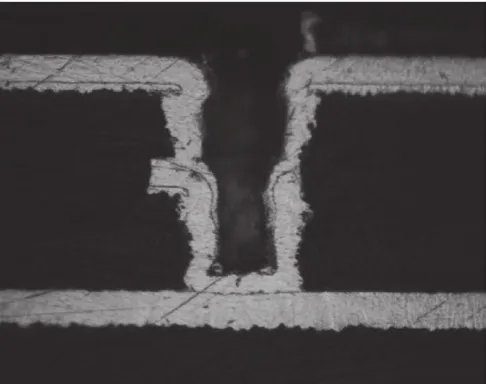
图8 中心偏移较小的skip-μvia盲孔孔型

图9 尺寸加工能力分析实验的取样示意图
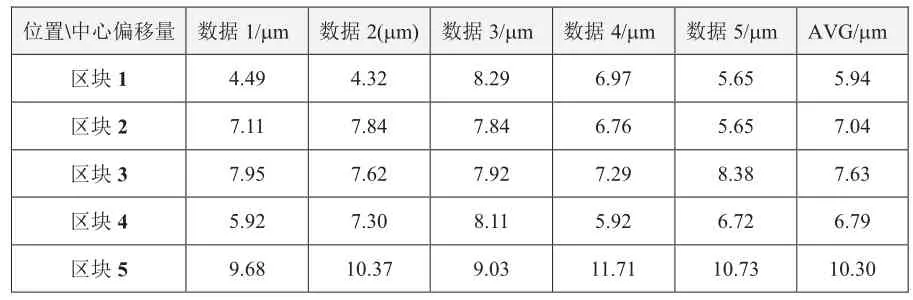
表4 skip-μvia盲孔试板各区块中心偏移量
5 制板流程优化与样板制作
5.1 样板叠层设计
样板的制作及选型采用带有二阶叠孔的6层HDI板设计,其中二阶叠孔设计改为skip-μvia孔,制板有效尺寸为210 mm×210 mm,样式如下图10所示。
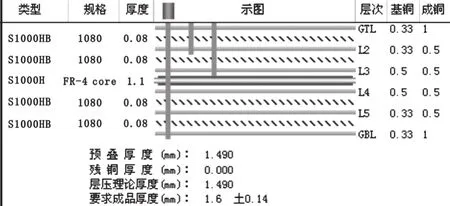
图10 skip-μvia盲孔样板叠层设计
5.2 样板流程设计
本样板流程制作与常规二阶HDI制程相似,我们需要重点关注的是skip-μvia盲孔的电镀状况是否满足电气测试的导通要求。
高厚径比的HDI板在制作过程中会遇到这样的问题:(1)有高厚径比微盲孔的表层不能采用常规的图电碱蚀工艺,因为厚径比太高的微盲孔无法完全上锡,影响蚀刻效果;(2)常规的表面处理、阻焊油墨塞孔工艺难以确保高厚径比盲孔表面覆盖均匀,影响后续的表面贴装。
以上两个问题表明高厚径比微盲孔在制板过程作中不应暴露在外层表铜上,再者叠孔部位通常为BGA焊盘,可见全部制成盘中孔是最好的解决方式,这样也能确保制程中导通孔的可靠性,因此该样板流程设计如图11所示。

图11 6层二阶skip-μvia盲孔样板制板流程设计
5.3 样板制作效果
本次样板制作结果如表5。
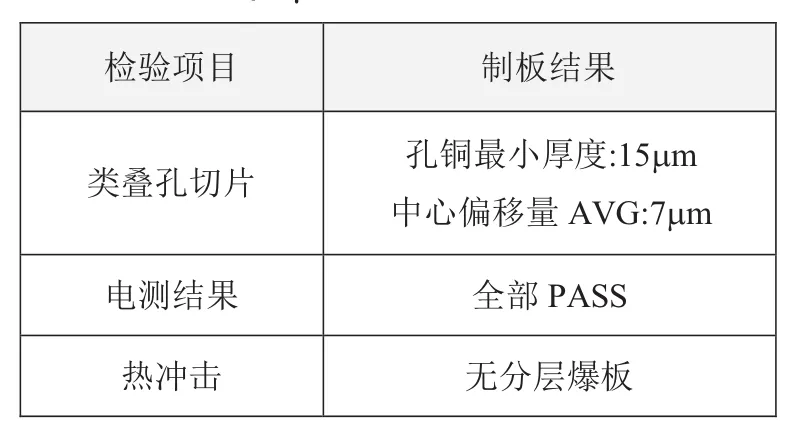
表5 skip-μvia盲孔样板制作结果
5.4 小结
品质上,skip-μvia盲孔样板制作通过了切片分析、热冲击和电测的考验,表明目前单元尺寸为210 mm×210 mm的二阶skip-μvia盲孔板能实现较好的制作,且二阶skip-μvia盲孔制作厚径比可达1.6:1。
效率上,相比常规叠孔板的制作,能减少树脂塞孔与沉铜板电的次数,其余流程基本与常规叠孔板制板流程一致,整板制作过程无难度增加。
成本上,由于制板流程与叠孔板相似,因此成本并无额外增加。最重要的是该技术实现是基于常规直流电镀设备,完成整板生产无需添置新电镀设备,为叠孔板的生产省下了一定的购置成本。
6 结论
高厚径比skip-μvia盲孔技术源于降低成本的需求而开发,结合常规层间连接技术的优点提出新的盲孔加工工艺,通过优化激光加工参数、加工对位精度及制板流程,从而以高厚径比skip-μvia盲孔的加工方式实现了叠孔HDI板制造的效果。
尽管现有的镀铜技术已经相对完善,但技术的研究与开发应是无止境的,在产品开发的过程中,或许每个技术人员都将面临设备能力不够、制程能力不足以支撑产品的制作难题,本文借HDI板高厚径比微盲孔skip-μvia技术开发的契机,从另外一个角度将设备制程能力不足的难题解决,并将此方法导入生产;不仅满足了客户对产品的多样化需求,同时也提升了客户对公司工艺能力的信心。谨以此文献给大家,以供参考。
[1] 杨宏强,王洪,骆玉祥,多阶盲孔板制作中的关键技术研究[J].印制电路资讯,2007,6.
吴军权,广东工业大学本科毕业,现任技术研发部工程师。
Research on the techniques of skip-μvia with high aspect ratio micro-blind hole on HDI board
WU Jun-quan LIU Ji-cheng CHEN Chun HUANG Jian-hang
The micro-blind hole production with high aspect ratio usually requires a strong capability of hole metallization to ensure its connected reliability, but the cost of the necessary equipment and supporting was very expensive for many manufacturers. Herein the techniques of skip-μvia with high aspect ratio micro-blind hold, we can achieve the manufacturing of high aspect ratio micro-blind hole with lower cost, higher quality, shorter machining processes and conventional hole metallization equipment ,through techniques research of positioning precision control,laser-drill parameter adjustment and manufacturing process optimization.Then the manufacturing difficulty of HDI board with high aspect ratio micro-blind hold can be reduced.
High Aspect Ratio; Micro Blind Hold; Skip-μvia
TN41
A
1009-0096(2014)04-0178-05