转台-摆头结构五轴加工中心的后置处理程序设计
2014-04-27袁士平
袁士平
(北京航空制造工程研究所,北京100024)
五轴联动加工中心能高效率、高质量地完成复杂工件的五面加工,在飞机主机、发动机、模具等行业得到了广泛的应用。要实现五轴加工,首先要规划刀具轨迹,使刀具的运动轨迹光滑连续无干涉,一般靠自动编程软件实现。自动编程软件输出刀位源文件(cutter location source file,简称CLSF),刀位源文件描述了编程坐标系下的刀具位置、刀轴矢量、刀具转速、进给速度等信息。但刀位源文件是APT 格式的文本文件,机床的数控系统无法识别。后置处理的任务就是把刀位源文件中的刀具路径信息转换为机床可识别的数控加工程序(G 代码文件)。因为五坐标机床结构形式多样,控制指令各不相同,坐标求解过程复杂,所以后置处理是实现五坐标加工的关键技术之一。

笔者公司现有的五轴加工中心如图1 所示,该机床采用了卧式的正交布局,机床平移坐标X、Y、Z向行程约1.5 m,刀具主轴绕X轴摆动(定义为A轴),范围+30°~-90°,转台绕Y轴转动定义为B轴,角度范围-9999°~+9999°。该机床的数控系统为NUM760,能实现五轴联动,但不带RTCP 功能,编程坐标系与机床坐标系的转换关系复杂,是制约其加工能力的主要问题。
1 后置处理程序的工作流程
工作流程如图2 所示。后置处理程序首先显示界面,等待用户输入需要处理的刀位文件、DAT2 值、刀长;然后依次读入刀位文件的每一行,将相关数据填充到内存数据结构中;求解机床坐标值,将结果写入内存数据结构;根据机床坐标值和数控程序的格式构造G代码并写入NC 程序文件。下面分别介绍各个功能模块的原理。

2 应用程序界面
应用程序界面模块的作用是显示用户界面,等待用户输入DAT2、刀长、转心距等信息。本例用Visual Studio 创建标准的Windows界面如图3。
3 读取刀位文件信息
该模块负责读取、解析刀位文件,并将刀位文件中的数据填充到结构化的内存数据结构中。该模块依次读取刀位文件中的一行,根据该行的首词用switch -case 语句分别处理该行的信息。

(1 ) 首 词 为FORM、 GOTO、 GOHOME:代表该行为直线位移。该行的参数有两种情况:GOTO/x、y、z、i、j、k或GOTO/x、y、z。x、y、z为刀尖点的坐标值,需要用double. Parse(string)命令解析该坐标值。i、j、k为刀轴矢量,如果该参数为空,表明该刀具位置的刀轴矢量未发生变化,i、j、k保持上一个值。
(2)首词为CIRCLE:代表此轨迹为圆弧。其格式为CIRCLE/x、y、z、i、j、k、r、t、f、d、e、[TIMES,n]。首先保存圆弧起点坐标、圆心坐标、插补轴矢量、进给速度,再读取下一行,取得圆弧的终点坐标。
4 构建内存数据结构
后置处理的过程中,程序要与大量的数据打交道,数据结构尤其重要。根据数控程序中数据的特点,定义如图4 的数据结构,并把数据保存在相应的类中。

5 坐标的求解
坐标求解模块进行坐标变换、进给速度转换。读取并处理数据类,将机床坐标值、进给速度值等需要计算的量填充到数据类中。后置处理的关键算法是根据机床的结构形式,求解机床坐标值。主要包括转动、平移坐标的求解两部分。
5.1 A 角度的计算
机床A、B轴角度与刀轴矢量的关系如图5 所示,其中刀轴矢量为单位矢量。故有:

A=arcsin(J/1)(A取值范围:-90°≤A≤90°)
5.2 B 角度的计算
由表1 可计算B坐标取值范围在±180°内的值:

表1 B 角的计算
计算B 轴的角度时,需要考虑B坐标值的取值范围。转台的角度m与m±360 ×n(n为整数)实际上是同样的位置。当转台运动到±180°附近时,如果程序路径中要求继续回转,B坐标值应超过±180°,否则转台大幅回转,会与工件碰撞。当后置处理系统计算某个点B坐标在±180°范围内的值B’时,必须与上一个点的值进行比较,转台以最短路径运动。即求出B±360 ×n(-10 <n<10)与上一个B坐标值最接近的值。具体算法为
B= min[Blast-(B’±360 ×n)](n为整数,-10<n<10,B取值范围-3780 <B<3780,B’为上一个点位的B 坐标值)
5.3 转台转动对线性坐标X、Z 的影响
工件安装在转台上,转台旋转将导致刀具与工件的相对位置发生变化,一般有2 种方法可补偿这种变化。

(1)高档数控系统一般具有RPCP 功能,即五轴机床工件旋转中心编程(rotation around part center point)。工作台旋转时,机床X、Z坐标能自动跟踪,刀尖点与工件的相对位置不变。如SIEMENS 系统的TRAORI指令、HEIDENHAIN530I 系统的M128 指令、NUM 系统的G151S0 指令。这种情况下,数控程序中的X、Z坐标值使用刀位文件中的坐标值即可。

表2 刀位文件与NC 代码
(2)另一种情况下,数控系统不具有RPCP 功能,由后置处理程序来补偿转台转动对平移坐标的影响。如图6 所示,机床处于B=0 位置时,转台中心在机床坐标系下的坐标值为DAT1,工件坐标系相对转台中心的相对坐标值为DAT2。对某一台机床来讲,DAT1为固定值,DAT2随工件摆放位置的变化而变化。
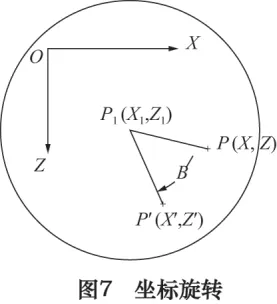
如图7 所示,转台中心在工件坐标系XOZ下的坐标为P1(X1,Z1),即(-XDAT2,-ZDAT2)。转台转过角度B时,刀尖点P(X,Y)在转台的带动下运动到P’(X’,Y’)。由计算机图形学的二维旋转公式,可得:

5.4 A= -90°时对机床运动的优化
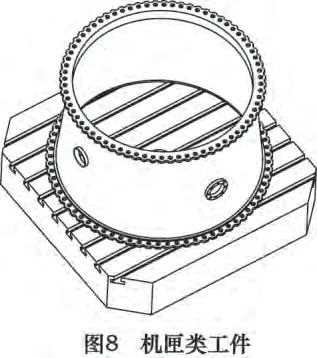
当A= -90°,即主轴立式时,X、Z、B轴中只要有任意2 轴运动即可实现XOZ平面内的加工,这时后置处理有多个解,需要优化机床的运动。如图8所示的机匣类工件,端面上需要钻孔、铰孔、插铣、铣边,如果用XZ轴联动加工,不仅工件的分度精度不好,而且机床将在Z-向超过行程范围。所以本后置处理开发了B轴代替X轴运动的功能,加工端面时,X始终为0,靠B轴实现工件的分度。在式(1)中,令X'=0,即可计算出对应的B值。
5.5 主轴摆动A 对线性坐标Y、Z 的影响
主轴端面到A轴转动中心的距离称为转心距(pivot)。由于这个距离和刀具长度的存在,A轴转动将导致平移坐标Y的变化。通常消除这个位移有两种办法,一种是数控系统的RTCP 功能,另一种是在后置处理中考虑枢轴中心距。
(1)启用RTCP 功能后,控制系统会自动计算并保持刀具中心始终在编程的XYZ位置上,转动坐标的每一个运动都会被XYZ坐标的一个直线位移所补偿,数控程序中的刀尖点坐标直接使用刀位文件中的值即可。如图9a[2]所示。
(2)未启动RTCP 功能时,控制点在A摆转动中心上,如图9b 所示。后置处理过程中,需要把刀位文件中刀尖点的坐标值Y、Z换算成转动中心的坐标值Y’、Z’,由三角函数可得出计算公式:


式中:TL为刀具长度;PL为转心距。
5.6 进给速度的求解
具有旋转轴的自由曲面的加工,进给速度控制一般使用G93,其进给率F为时间倒数,其计算公式为F=V/D(F为进给速率;V为编程的进给速度,mm/min,D为路径长度,mm),其中(Δx、Δy、Δz为轮廓点间的距离)。
实际计算中:所取的Δx、Δy、Δz为刀位文件中的刀位点间的距离。这种算法在直线运动距离较短,而回转运动角度较大时,会出现实际进给速度大大高于刀位文件中编程速度的情况。在平移坐标XYZ不动,仅回转刀具轴变化时,甚至会出现D=0,进给速度F无穷大的极端情形。这种情况下,不仅机床可能报错,而且加工的表面质量也不好。
为了避免进给速度的这种情况,把转动角度1°等同于直线进给1 mm 处理,引进到算法中,其算法为:

6 NC 文件输出
NC 文件输出模块负责根据机床的G 代码格式,将内存数据结构中的NC 点位信息填充到G 代码文件中。处理前的刀位文件和处理完的适合NUM760 系统的NC 代码如表2 所示。
7 结语
转台-摆头结构五轴联动加工中心的后置处理程序主要分为界面显示、刀位文件读取与解析、坐标求解、G 代码构造、数控程序文件输出等模块。后置处理程序的核心算法一是根据刀具矢量I/J/K计算机床转动坐标A/B/C,二是将刀尖点的平移坐标X/Y/Z转换到机床的控制点上,三是将进给速度mm/min 转换为时间倒数进给率1/min。启用数控系统的RTCP、RPCP 功能后,具有后置处理算法简单,改变工件坐标系位置、刀长时不必修改数控程序的特点,将是五轴后置处理程序设计的方向。
[1]NX7 Help Library[Z].
[2]菲迪亚C 级用户及编程手册V3MDO1377[Z].
