PLC实现伺服放大器功能在电动执行器中的应用
2014-04-26刘让建赵继磊
刘让建 杨 名 赵继磊
(山东鲁碧建材有限公司,莱芜市 271103)
1 常规的伺服放大器存在问题的分析及方案论证
我公司新上4800t/d熟料线电动执行器均采用某厂家同一系列产品,在生产过程中我们发现主要有以下问题:
(1)电动执行器开、关频繁动作,中控反馈信号频繁波动,以至造成部分执行器电机烧坏。
(2)部分电动执行器向同一方向(开或关方向)一直动作停不下来,造成部分阀门损坏、电动执行器电机烧坏。
伺服放大器控制板由前置级磁放大器线路板、触发器线路板和可控硅交流开关线路板三部分组成。电动执行机构的指令信号与阀位反馈信号的比较放大靠这些电子线路板的运行来实现。其调节原理类似于一个纯积分作用的调节器,只要指令信号与阀位反馈信号的偏差超过调节不灵敏区的范围,伺服放大器就会一直发出开指令或者关指令。经检查发现,生产故障的发生均是由于其伺服放大器部分出现问题。
(1)电动执行器开、关频繁动作是由于其死区灵敏区的范围太窄。中控给定信号和阀位反馈信号相比较,只要偏差在灵敏区的范围之外,伺服放大器就会频繁发出开或关指令,造成执行器频繁动作。经厂家指导,调节其电位器也达不到理想效果。
(2)部分电动执行器向同一方向(开或关方向)一直动作停不下来是由于其内部采用的固态继电器触点损坏,造成其接触器长时间吸合。此类问题的执行器大多是在高温环境下的执行器,高温的烘烤使固态继电器内部的可控硅击穿,造成其触点损坏。从而使控制电机正反转的接触器长时间吸合,造成执行器向同一方向一直动作停不下来。
为了解决上述问题,我们做了大量实验,经过分析研究,最终决定采用PLC实现的伺服放大器功能替代其传统的伺服放大器控制板。实际运行情况表明,此方案信号稳定可靠,达到了预期的效果。
2 PLC实现伺服放大器功能的设计
执行机构自身产生的反馈信号和计算机发出的给定信号进行偏差计算,差值与死区的灵敏度进行比较,PLC就会发出“开”或者“关”指令。为了保护执行机构的电动机不因为阀位输入信号受到瞬间干扰而反复动作,加入开、关指令的干扰滤波单元。控制程序的死区和灵敏度都可以通过改变PLC软件的参数进行调整,也可以在操作画面调整。开、关继电器采用固态继电器。执行机构保护主要有两个方面的内容:一是阀位输入信号失真;二是执行器长时间未达到限位,阀位命令输出状态过一定时间后自动停止。利用PLC实现伺服放大器功能的原理图如图1所示,虚线框内为PLC的软件功能模块。

图1 利用PLC实现伺服放大器功能的原理图
2 1 硬件设计
(1)电动执行机构原接线,如图2所示。
(2)将执行器内部的固态继电器拆除,其中限位接线不动,并将其控制回路作适当改进,如图3所示。
其中KA1为开继电器触点,KA2为关继电器触点。
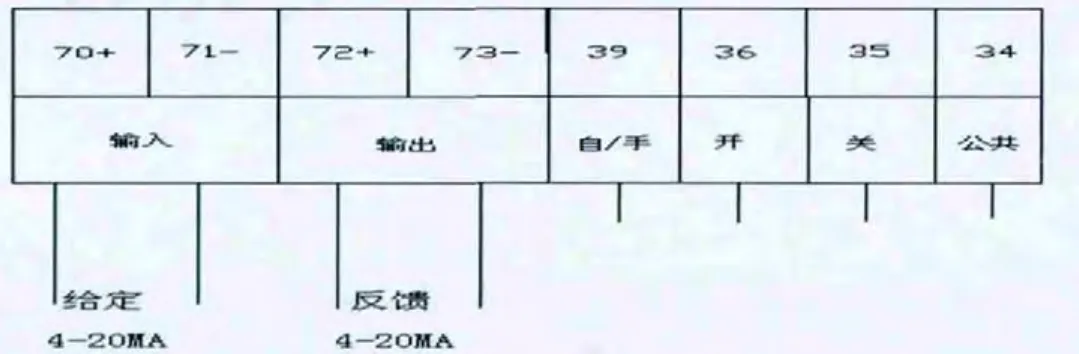
图2 原执行机构接线图

图3 改造后的执行机构接线图
2 2 程序设计
程序的编制我们使用的是德国西门子公司提供的STEP7(V 5.3)开发软件,通过添加新的FC程序段,编制好后在OB1中调用一下即可。详细程序的编制如下:
(1)超出设置的死区范围,且给定大于反馈,则阀开。程序如图4所示。
(2)超出设置的死区范围,且给定小于反馈,则阀关。程序如图5所示。
(3)死区灵敏度设置。程序如图6所示。其中MD808为画面设置死区灵敏度所需变量。

图5 阀关程序段
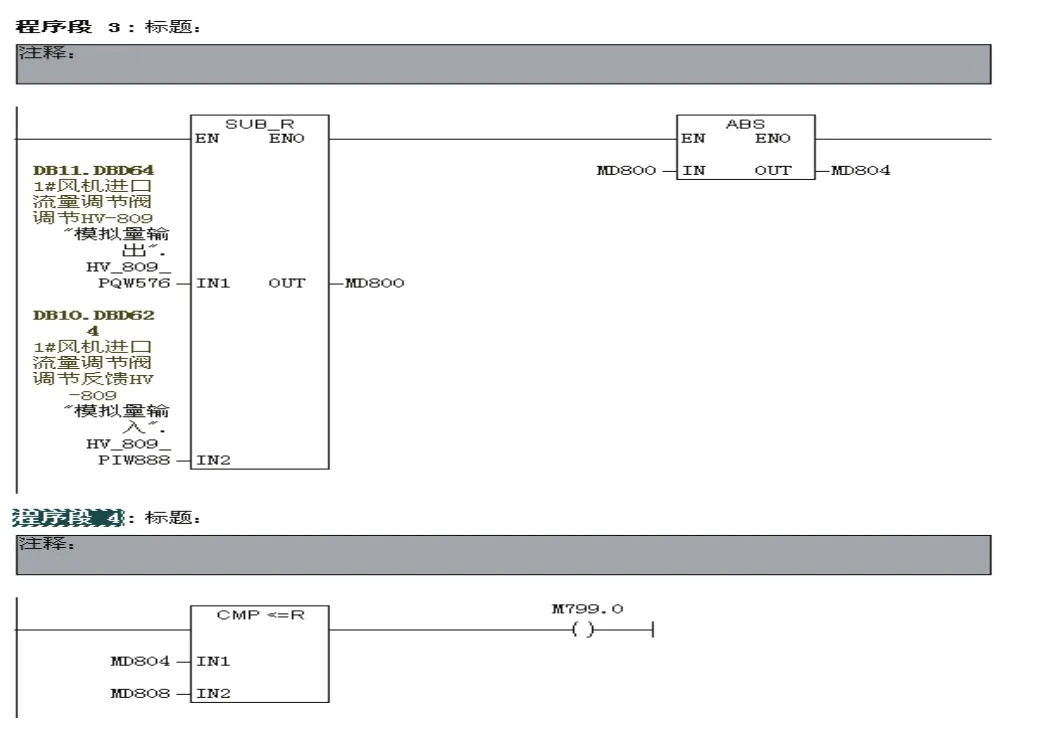
图6 死区灵敏度设置
2 3 监控画面的制作
程序编制完后,我们使用德国西门子公司的WINCC(V6.0)工业自动化组态软件,对其监控画面进行组态。组态后的画面如图7所示。
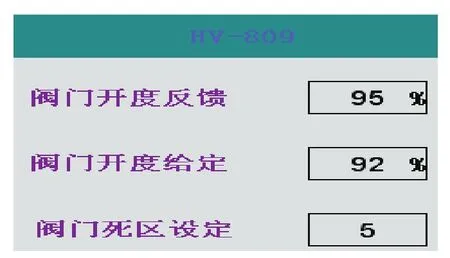
图7 阀门监控画面
3 应用效果
利用PLC组成的伺服放大器和阀位保护回路在我公司矿渣微粉及水泥生产线也已经普遍应用,实际运行情况表明,利用本方法实现的电动执行机构的控制回路与常规的伺服放大器相比有很强的优势,不仅减少了投资和设备的维护量,而且在可靠性方面有了很大程度的提高,具有广泛的推广应用价值。

