激光电弧复合焊接中的熔滴过渡对焊接的影响
2014-04-14刘扬
刘 扬
(长春理工大学机电工程学院,长春,130022)
1 激光电弧-MAG 复合焊接熔滴过渡行为的过程
如图1-1 为不同电弧功率下熔滴过渡形式与对应的等离子体形状,可以直观的看出,尽管过渡十分缓慢但随着电弧功率的增大熔滴过渡形式依次由短路过渡转变为射流过渡。当激光能量( P=3kW)时,从图1-1( a) ,( b) 可以看出,电弧功率低于4 kW 时,熔滴的下表面和右侧表面产生波形线滴过渡几乎停止,并呈现出逐渐偏向激光束的状态,这是由于激光匙孔产生的大量金属蒸气对熔滴向上的推力和激光等离子体对熔滴的吸引力相平衡所导致的。通过实验发现当熔滴过渡形式以短路过渡或颗粒过渡为主时容易引起相对性的熔池对流混乱,使液态状态下的金属静压力发生较大的波动并难以维持住钥孔的平衡。当维持平衡的静压力发生改变时,最终导致匙孔崩塌,一旦发生匙孔崩塌其内部的金属蒸气将迅速喷涌而出,产生飞溅这将对焊接安全造成威胁。而且,较大颗粒的熔滴也会对熔池产生较大冲击这都将对焊接产生潜在的影响。当电弧功率持续增加到超过4. 6 kW 时,伴随着等离子流力增加,电弧温度升高的十分明显,熔滴表面张力也随之减小,熔滴过渡形式进入下一阶段射滴过渡,从图1-1(d) ,(e)中可观察到焊丝端部被拉长的液态金属和其端部的细小熔滴,细小的熔滴从焊丝端部沿焊丝轴线以较高的速度射出。因此采用此种过渡形式使复合焊过程变得更稳定,更容易获得表面均匀度高且边缘平滑的优质焊缝。
2 熔滴分离速度对熔滴过渡的影响
图2-1 显示了熔滴在激光—MAG 复合焊接中从电极分离的过程。用高速相机采集熔滴过渡过程熔滴从填料尖端不断分离的图像,采样频率为5000 帧/s。
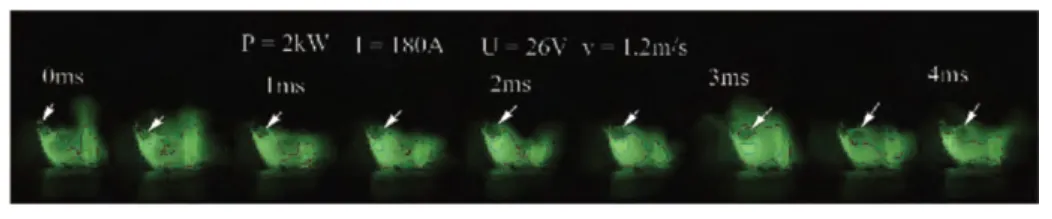
图2-1 熔滴分离过程
如图2-1 所示,可以从图中一系列的图像计算出熔滴分离的速度Vd。其实,通过使用MB—标尺软件可以定量分析描述熔滴过渡行为中的熔滴直径D。经过拟合曲线计算出的熔滴分离速度Vd和熔滴直径D 的比较,用如下公式表示:
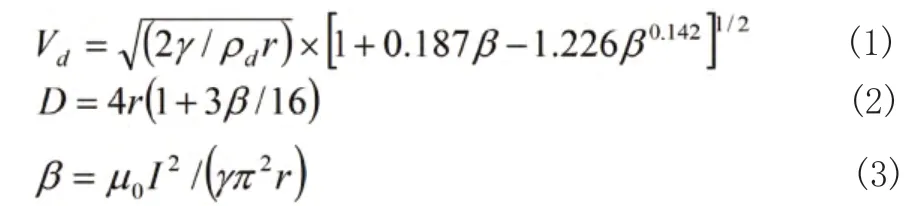
其中I 是焊接电流,r 是逐渐变细的电极的有效半径,γ 是表面张力系数(1.2 牛顿/米),是自由的通透性空间为熔融金属填料的密度(7800 kg/cm3)。当激光功率P=3kW,在图2-2(a)和图2-2(b)分别显示出D 和Vd的对电弧的影响。在图2-2 中的表(一)图3-23(b)显示了从统计分析的图标中可以分析出D 和Vd调整值。其中R 平方为0.98。
图2-2(a)直径D 的值随电弧电流的升高而降低。然而,在电弧电流140A 至180 A 的区间里是实际曲线熔滴直径比其MAG焊接的理论曲线的熔滴直径大。结果表明,向上的轴向电磁力和金属蒸气喷射力产生的激光锁孔对熔滴的增加有很大影响。因此,熔滴直径的增大,熔滴分离速度也会下降。然而,金属蒸气在激光电弧-MAG 复合焊接过程中对熔滴的过渡行为有着显著的影响。金属蒸气的吸收取决于工件的激光功率。当电弧电流是140 ~180A 时,等离子体将通过与激光弧等离子体相互作用,这将稀释带电粒子和带电激光等离子体粒子的密度。这将减少激光等离子散焦效果从而增强工件有效的吸收激光能量。因此,工件表面形成大量的金属蒸汽,熔滴对金属蒸气的喷射力量加强的结果。结果表明,熔滴直径为高于MAG 复合焊接。当电流超过180A时,熔滴直径的实际曲线低于在是相同的电流区间里的MAG 焊接的理论曲线。激光MAG 电弧在复合的过程诱导和压缩的影响,这在熔滴过渡中占主导地位。
图2-2(b)所示的曲线熔滴分离速度Vd和之前的计算方法有些不同。结果表明,复合焊接熔滴熔滴速度低于理论上计算的MAG 焊接中的速度。在MAG 焊接过程中,电弧等离子体的温度和压力下的移动熔滴不断降低从而使熔滴从电极上脱落。相反,激光-MAG 复合焊接过程中,由于辐射产生金属蒸气,熔滴,温度和激光锁孔下方移动熔滴增加的压力,使熔滴滴合力也随之增加。因此,熔滴分离速度会下降。

图2-2 熔滴直径和熔滴分离速度
3 结论
通过以上分析在进行激光电弧复合焊接的过程中,电弧能量作为一个重要参数将决定熔滴过渡形式,而激光能量对熔滴过渡频率产生决定性影响。熔滴过渡模式对焊接的质量与稳定十分重要,射滴过渡的焊接稳定性强于短路过渡。由对比实验可知,激光电弧复合焊接(P=1.6Kw,I=160A,v=0.8m/min)的熔深可达最大4.02 毫米,其优点是焊接变形较小,电弧区深度增加明显,可以达到激光区过渡光滑的要求,对比单热源激光焊焊缝下部的激光区域宽度宽很多,这些都将对焊接效率、稳定性和质量提升起到很大作用。由此可见复合焊接能够使两种不同的热源成功的融合并使其各自在焊接中发挥各自的优势,最大化的提高效率。
[1] 李妍,郑丽,李琴兰.高速MIG/MAG 焊技术的现状及近展[J].甘肃科技纵横,2010, 39(6):58~59
[2] GrafT,Staufer H.Laser-hybrid welding drives VW improvements.[J].Welding Journal.2003,82(1):42 ~48
[3] 原国栋.不锈钢复合钢板焊接接头中过渡层的焊接问题[J].热加工工艺,2007,(7):89 ~90
[4] 张立新,张彦芬.不锈钢复合钢板设备制造过程中几个技术问题的探讨[J].齐鲁石油化工,2004,32(3):216 ~219
[5] 国家石油和化工局.SH/T3527-1999.石油化工不锈复合钢板焊接规程[S].北京.中国标准出版社.1999
[6] W.M.Steen.Arc augmented laser processing of materials.[J].Appl.Phys.1980,51(11):5636 ~5641.
