激光熔覆熔池图像检测研究
2014-04-14陈殿炳曹朋邓琦林
陈殿炳,曹朋,邓琦林
(1.上海交通大学机械与动力工程学院,上海200240;2.英特尔亚太研发有限公司,上海200241)
激光熔覆熔池图像检测研究
陈殿炳1,曹朋2,邓琦林1
(1.上海交通大学机械与动力工程学院,上海200240;2.英特尔亚太研发有限公司,上海200241)
针对激光熔覆系统建立了熔池图像采集系统,并对采集的熔池图像进行处理,获得了熔池的面积。利用该检测系统研究了不同激光功率、扫描速度、送粉率条件下的熔池图像变化规律。同时,研究了不同工艺参数条件下,熔池图像与熔覆质量之间的关系。
激光熔覆;熔池;图像处理;熔覆质量
激光熔覆是利用高能激光束将基体表面薄层与熔覆层材料同时熔化,使二者达到冶金结合的一种特种加工技术。该技术主要应用于零件修复、涂层加工、堆积成形等工艺过程。目前,激光熔覆的自动化程度还不是很高。在实际生产中,有经验的工人主要通过观察熔覆过程中形成的熔池形貌来实时调整熔覆工艺参数,以保证熔覆质量。机器视觉技术日益成为提高现代工厂自动化程度的一种重要手段。利用机器视觉技术对熔池图像实时检测控制,以替代工人繁杂的劳动,进而提高生产效率已成为激光熔覆技术研究的重要方向。国内外在这方面已进行了一些研究,主要针对熔池温度场及熔池的几何形貌[1-8];更有进一步的研究,是建立了基于熔池检测的闭环熔覆控制系统[9-11],获得了较好的控制效果。
1 试验系统及过程
1.1 硬件系统
激光熔覆试验检测系统由HJ-3000型3 kW横流多模连续CO2激光器、DPSF-3型载气送粉器、侧向喷嘴、四轴数控工作台、图像采集系统和图像处理系统等部分组成,数控系统采用西门子802C。激光熔覆系统设备见图1,激光头送粉喷嘴和摄像头安装位置见图2。摄像机的帧数为60 f/s,分辨率为640×480。镜头先采用石英玻璃进行保护,避免被熔池高温飞溅颗粒损坏,再采用中性衰减片减弱进光量,利用可调光圈控制进光量,采用850 nm窄带滤光片对熔池发射的光进行过滤,从而使摄像机针对熔池发射的850 nm红外波长进行采集分析。通过对相机参数的合理调整及对衰减片、滤光片的优化选择,采集到了清晰的熔池图像(图3a)。
采用图像处理技术对摄像机采集的图像进行处理。首先,根据熔池图像的特点对熔池进行低通空间滤波,去除图像中由于粉末飞溅等造成的噪点;其次,通过开运算操作进一步去噪,获得边缘平滑的最终熔池图像;然后进行灰度梯度算法,获得图像中的熔池部分;最后,对图像进行标定,计算出熔池的实际面积。处理后的熔池图像见图3b,曲线内为熔池面积。

图1 激光熔覆系统

图2 摄像头安装位置及基体移动方向示意图图像处理

图3 熔池图像
1.2 试验材料
基体采用尺寸为90 mm×90 mm×40 mm的45钢,用砂纸对其表面打磨除锈,再采用喷砂工艺对基体表面进行处理,以提高激光的吸收率。粉末材料为Ni55,其成分见表1。送粉气和保护气均采用氩气,流量为3L/min。

表1 Ni55粉末成分
1.3 试验过程
采用在基体上反复朝同一方向、且熔覆长度为80 mm的单道单层熔覆的方法进行熔覆试验。试验开始时,将基体预热到200℃,每进行一次熔覆后都对基体重新冷却至200℃,以便进行下一道熔覆试验。采用该方法可减小因热量累积而造成的试验误差。多模横流圆形光斑直径为5 mm。试验采取的熔覆工艺参数见表2。

表2 试验工艺参数
2 结果分析
熔覆带的头部和尾部是熔覆过程中的不稳定区域。为了在不同工艺参数条件下比较时尽量减少其他不确定因素的影响,在研究熔覆长度为80 mm的单道熔覆层的熔池面积变化情况时,忽略熔覆带头部5 mm和尾部5 mm长度,主要考虑5~75 mm,在此范围内,平均每0.1 mm取出一张熔池图像进行处理,计算分析熔池的面积(图4)。

图4 熔池面积变化情况及熔覆带表面形貌
为了分析熔覆带的熔覆效果,对每条熔覆带横切之后做试样,采用硝酸酒精进行腐蚀,测量比较不同工艺参数下熔覆带横截面的几何尺寸及热影响区面积的区别,并进一步分析了熔池图像与熔覆带之间的关系。
2.1 功率变化
从图5所示的4条曲线可看出,熔池面积大体都有上升趋势。造成这种情况的主要原因是:随着熔覆过程的继续,由于热量的累积,基体温度逐渐增加,熔池更易形成和变大。从图6可明显看出,随着激光功率从1250 W增大到2000 W,熔池平均面积由12.572 mm2增加到了23.006 mm2,但增速随着功率增加逐渐减小。在激光功率较小时,熔池的面积小于光斑的面积,而激光功率对熔池面积的大小起决定性作用,激光功率增大,基体和粉末吸收的热量增多,基体熔化的材料就越多,熔池会变大;但熔池增大到一定程度后,熔池面积接近光斑面积,光斑的大小就变成了影响熔池大小的主要因素,由于熔覆采用的激光光斑大小不随功率的变化而变化,故熔池的面积接近激光光斑的面积时,熔池增加的速率就逐渐减缓。

图5 不同功率的熔池面积随熔覆带长度的变化情况(扫描速度100 mm/min,送粉率6 g/min)

图6 单道熔覆带熔池面积平均值随功率的变化情况(扫描速度100 mm/min,送粉率6 g/min)
从图7、图8可看到,随着激光功率的增加,熔覆带横截面、热影响区面积及熔覆带的高度都在逐渐增大,但熔覆带的宽度基本没有变化。这是因为熔覆带的宽度主要由熔池的宽度决定,而受激光功率的影响不大。在提供足够的金属粉末的情况下,激光功率增大,熔池的面积增加,捕获的金属粉末就增多,从而使熔覆带的横截面积和高度增大。随着激光功率的增加,基体吸收的热量增多,热影响区面积也随之增大。
2.2 扫描速度变化
从图9、图10可看出,保持激光功率2000 W、送粉率6 g/min不变的情况下,随着扫描速度的增加,熔覆带熔池面积平均值逐渐减小。熔池的面积与基体和粉末吸收的激光功率有关,当扫描速度增大时,单位面积的基体吸热量就会减少,从而造成激光光斑边缘处部分的基体温度达不到熔化温度,熔池面积因此减小。当扫描速度继续增加,基体的吸热量急剧减少时,扫描速度对熔池面积的变化会特别明显,直到由于扫描速度过高,熔池彻底消失。
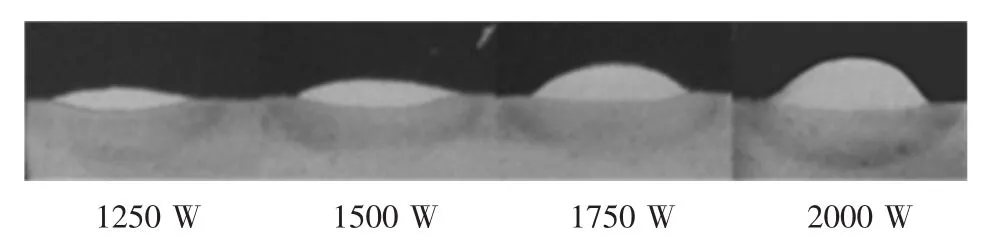
图7 不同功率的熔覆带横截面(扫描速度100 mm/min,送粉率6 g/min)

图8 熔覆带横截面几何参数随功率变化情况(扫描速度100 mm/min,送粉率6 g/min)
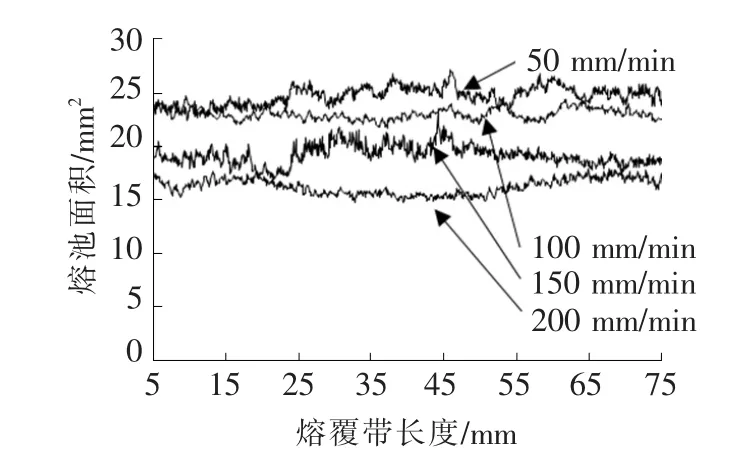
图9 不同扫描速度下熔池面积随熔覆带长度的变化情况(激光功率2000 W,送粉率6 g/min)
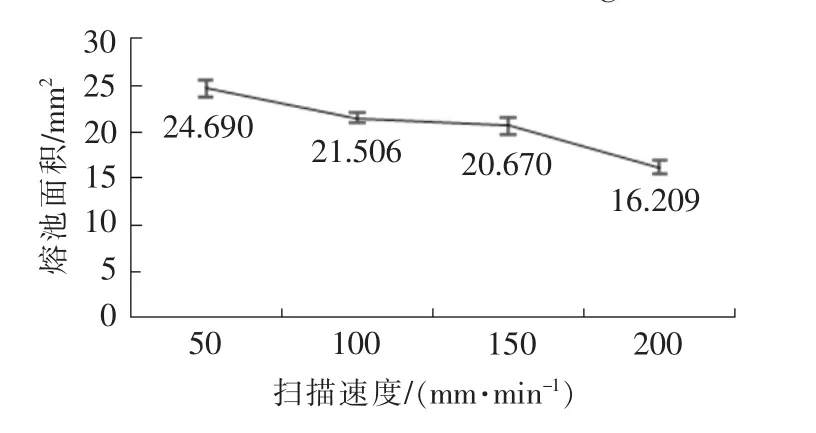
图10 单道熔覆带熔池面积平均值随扫描速度的变化情况(激光功率2000 W,送粉率6 g/min)
从图11、图12可看出,横截面的面积、高度随着扫描速度的增加迅速减小,宽度则有缓慢减小的趋势。这主要是因为随着扫描速度增加,单位长度的熔覆带吸收的热量降低,熔池面积减小,熔池捕获的粉末也减少;另一方面,随着扫描速度增加,在送粉率保持不变的情况下,熔覆带单位长度上的粉末量也减少了。但热影响区在50 mm/min的扫描速度时较低,在100 mm/min时达到最高,然后随着扫描速度的增加而逐渐降低。造成50 mm/min时热影响区较小的原因可能是:此时的扫描速度太慢,熔池捕获的粉末过多,激光束的热量主要由金属粉末所吸收,基体吸收到的热量很少;进一步放大观测此时结合面的情况,发现并未达到冶金结合程度,结合面的传热能力下降,使基体吸收的热量进一步减小。热影响区面积随扫描速度增加而变小的趋势是由于扫描速度增加,而激光功率不变,使单位长度上接受的激光功率变少而造成的。

图11 不同扫描速度的熔覆带横截面(激光功率2000 W,送粉率6 g/min)

图12 熔覆带的横截面尺寸随扫描速度的变化情况(激光功率2000 W,送粉率6 g/min)
2.3 送粉率变化
从图13可看出,保持激光功率2000 W、扫描速度100 mm/min不变的情况下,送粉率在6 g/min和12 g/min的情况下,两者对应的曲线大部分是重合的。从图14也可看到,送粉率为6、12 g/min时,熔池的平均面积分别为23.006 mm2和22.712 mm2,差别极小。

图13 不同送粉率的熔池面积随熔覆带长度的变化情况(激光功率2000 W,扫描速度100 mm/min)

图14 单道熔覆带熔池面积平均值随送粉率的变化情况(激光功率2000 W,扫描速度100 mm/min)
图15是不同送粉率时的熔覆带横截面形貌。可看出,当送粉率从3g/min增加到9g/min时,熔池面积逐渐减小;而当送粉率从9 g/min增加到12 g/min时,熔池面积不减反增。造成这种先减后增的原因主要是:当送粉率较小时,随着送粉率的增加,粉末对激光的吸收率提高,基体吸收的激光功率降低,在基体上形成的熔池会变小;但当送粉率增加到一定程度时,随着送粉率的进一步增加,熔池捕获的金属粉末颗粒增加,熔覆带的高度增大,熔池的表平面与基体平面的夹角增大,对熔池面积的增加作用显著,最后就导致了熔池面积不降反增的结果。从图16也可明显看到,当送粉率从9 g/min增加到12 g/min时,熔覆带的横截面积迅速增大。虽然此时熔池面积增加了,但熔覆带和基体的结合强度却会大大降低。
从图16还可看出,随着送粉率的增加,熔覆带横截面积、高度都在逐渐增大;热影响区面积则逐渐减小;熔覆带宽度在送粉率为3~6 g/min时有所降低,而后则基本保持不变。造成熔覆带宽度在送粉率为3 g/min时较大的原因可能是送粉率过小,熔覆过程变为了合金化过程,激光的大部分功率都被基体吸收,由于热传导过强,使熔池宽度增大了。

图15 不同送粉率的熔覆带横截面(激光功率2000 W,扫描速度100 mm/min)

图16 熔覆带横截面尺寸随送粉率的变化情况(激光功率2000 W,扫描速度100 mm/min)
3 结论
(1)采用合适的采集装置采集到了清楚的熔池图像,并通过滤波、形态学处理、标定等图像处理方法对采集的熔池图像进行处理,获得了熔池面积。
(2)研究了激光功率、扫描速度、送粉率等工艺参数变化时的熔池面积变化规律。随着激光功率的增大,熔池面积增大;随着扫描速度增大,熔池面积变小;随着送粉率增大,熔池面积先变小、后变大。
(3)分析了熔覆带横截面尺寸随工艺参数变化的规律。激光功率变大,熔覆带横截面积增大;扫描速度变大,熔覆带横截面积减小;送粉率增大,熔覆带横截面积增大。
(4)利用熔池图像信息对该变化进行了解释。在某些情况下,熔池面积增大,熔池捕获的金属粉末增多,熔覆带横截面积相应增大。在合适的工艺参数下,熔池面积与熔覆带的横截面积成正相关。
[1]Doubenskaia M,Bertrand P,Smurov I.Optical monitoring of Nd:YAG laser cladding[J].Thin Solid Films,2004,453:477-485.
[2]Bi G,Gasser A,Wissenbach K,et al.Identification and qualification of temperature signal for monitoring and control in laser cladding[J].Optics and Lasers in Engineering,2006,44(12):1348-1359.
[3]Iravani-Tabrizipour M,Toyserkani E.An image-based feature tracking algorithm for real-time measurement of clad height[J]. Machine Vision and Applications,2007,18(6):343-354.
[4]雷剑波.基于CCD的激光再制造熔池温度场检测研究[D].天津:天津工业大学,2007.
[5]姜淑娟,刘伟军.利用图像比色法进行激光熔池温度场实时检测的研究[J].信息与控制,2009,37(6):747-750.
[6]Pavlov M,Novichenko D,Doubenskaia M.Optical diagnostics of deposition of metal matrix composites by laser cladding[J]. Physics Procedia,2011,12:674-682.
[7]杨柳杉.基于CCD的激光熔覆在线检测系统的开发与应用研究[D].长沙:湖南大学,2011.
[8]Smurov I,Doubenskaia M,Zaitsev A.Comprehensive analysis of laser cladding by means of optical diagnostics and numerical simulation[J].Surface and Coatings Technology,2013,220:112-121.
[9]Fox M D,Hand D P,Su D,et al.Optical sensor to monitor and control temperature and build height of the laser direct-casting process[J].Applied Optics,1998,37(36):8429-8433.
[10]Hu D,Kovacevic R.Sensing,modeling and control for laserbased additive manufacturing[J].International Journal of Machine Tools and Manufacture,2003,43(1):51-60.
[11]Salehi D,Brandt M.Melt pool temperature control using Lab-VIEW in Nd:YAG laser blown powder cladding process[J].The International Journal of Advanced Manufacturing Technology,2006,29(3-4):273-278.
Research on Measurement of the Molten Pool Image During Laser Cladding Process
Chen Dianbing1,Cao Peng2,Deng Qilin1
(1.Shanghai Jiao Tong University,Shanghai 200240,China;
2.Intel Asia-Pacific Research and Development Ltd,Shanghai 200241,China)
An image acquisition system has been built up to capture the image of molten pool during laser cladding process.Several image processing methods was used to get the area of the molten pool image.Based on this image acquisition system,the aera change of molten pool under different laser power,scanning speed,powder feed rate conditions was discussed.Then the cladding quality under the different processing parameters was analyzed.And the relationships between molten pool image and cladding quality mainly about track geometries with different processing parameters has been studied.
laser cladding;molten pool;image processing;cladding quality
TG66
A
1009-279X(2014)06-0045-05
2014-07-13
国家自然科学基金资助项目(51275303)
陈殿炳,男,1989年生,硕士研究生。
