往复走丝线切割机床变厚度切割工艺研究
2014-04-13薛刚白基成李强
薛刚,白基成,李强
(哈尔滨工业大学机电工程学院,黑龙江哈尔滨 150001)
往复走丝线切割机床变厚度切割工艺研究
薛刚,白基成,李强
(哈尔滨工业大学机电工程学院,黑龙江哈尔滨 150001)
电火花线切割机床在加工变厚度工件时,工件厚度变化处易出现加工条纹,影响加工质量和加工效率,而根据不同厚度的工件采用不同的加工参数,可明显改善加工质量和效率。利用往复走丝电火花线切割机床进行不同厚度工件的加工试验研究,采用正交试验法进行规划,并对试验结果进行分析,研究其加工规律,分析得到加工变厚度工件的理想参数,从而实现电火花线切割加工变厚度工件时始终保持较高的加工效率及一致的表面质量。
往复走丝电火花线切割加工;正交试验;变厚度加工
目前,电火花线切割加工的主要研究方向是如何在保证加工质量的前提下提高加工效率。实验研究发现,采用电火花线切割加工一个厚度变化明显(如阶梯状)的工件,在厚度变化处易出现较明显的换向条纹,工件表面质量较差,加工效率降低,严重时甚至会导致断丝。因此,如何对现有的电火花线切割机床进行改造,实现高效、高精度地加工变厚度工件是目前亟需解决的问题之一。
国内外学者针对电火花线切割变厚度加工做了许多研究,如基于向量机检测工件厚度,对不同厚度的工件通过改变电加工参数进行加工[1],但仅仅局限于单向走丝电火花线切割加工。而往复走丝电火花线切割机床在运丝速度、运丝方式、脉冲电源、工作液等方面与单向走丝电火花线切割机床差异较大,目前针对变厚度工件加工的研究并不一定适合于往复走丝电火花线切割机床。因此,本文利用往复走丝电火花线切割机床进行变厚度工件的加工试验研究,在不同加工参数下切割变厚度工件,研究在工件厚度变化处的加工效率和表面质量的变化情况,并得出在加工不同厚度工件时较理想的加工参数,为进一步研究电火花线切割变厚度工件自适应控制技术提供重要的试验依据。
1 试验条件
在使用电火花线切割机床加工不同厚度的工件时,影响其加工效率和表面质量的主要因素分为电参数和非电参数。电参数主要包括峰值电流、脉宽、占空比等;非电参数一般包括工作液、电极丝运丝速度(丝速)、电极丝材料及其尺寸等。考虑到在加工不同厚度工件的过程中,工作液、电极丝材料及其尺寸等加工条件不能随时调整,所以通过机床的数控系统对峰值电流、脉宽、占空比、丝速等进行随时调整,从而实现高效、高质量的加工。
根据上述分析,拟选用DK7740往复走丝电火花线切割机床,其峰值电流、脉宽、占空比、丝速等参数具有较大的可调范围,且机床的加工精度和稳定性较好,能基本满足试验要求。机床所用电极丝为直径0.18 mm的钼丝,工作液为1:50乳化液。试验中测量电流所用的工具为CP8150A电流钳。工件材料为Cr13。
2 试验规划及结果
本文针对往复走丝电火花线切割机床中影响变厚度工件加工效率和表面质量的可调因素进行试验研究,通过使用不同的参数组合加工不同厚度的工件,从而得到不同加工条件下工件的加工效率和表面质量。通过对试验结果的分析,得到各因素对工件加工效率和表面质量的影响规律,在加工不同厚度工件时调整加工参数,以实现在变厚度切割过程中始终保持较高的加工效率和一致的表面质量,使加工后的工件在厚度变化处没有明显的换向条纹。工件及切割过程见图1。
本文采用正交试验方法进行研究。选取峰值电流、脉宽、占空比、丝速及工件厚度作为试验因素,每个因素取5个水平(表1)。暂不考虑各因素间的交互作用,分别对加工时间和加工后的工件表面质量进行计量,试验重复进行3次并取平均值,试验方案设计及结果见表2。
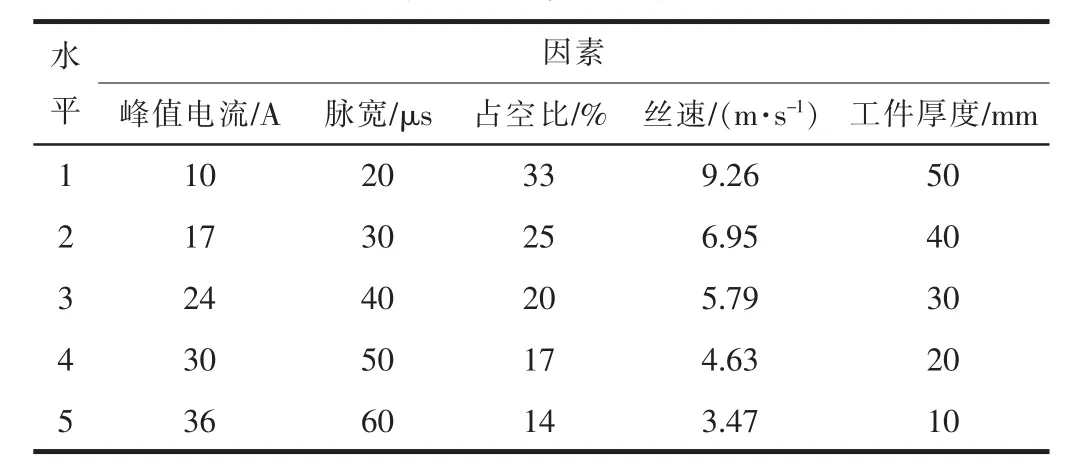
表1 因素水平表
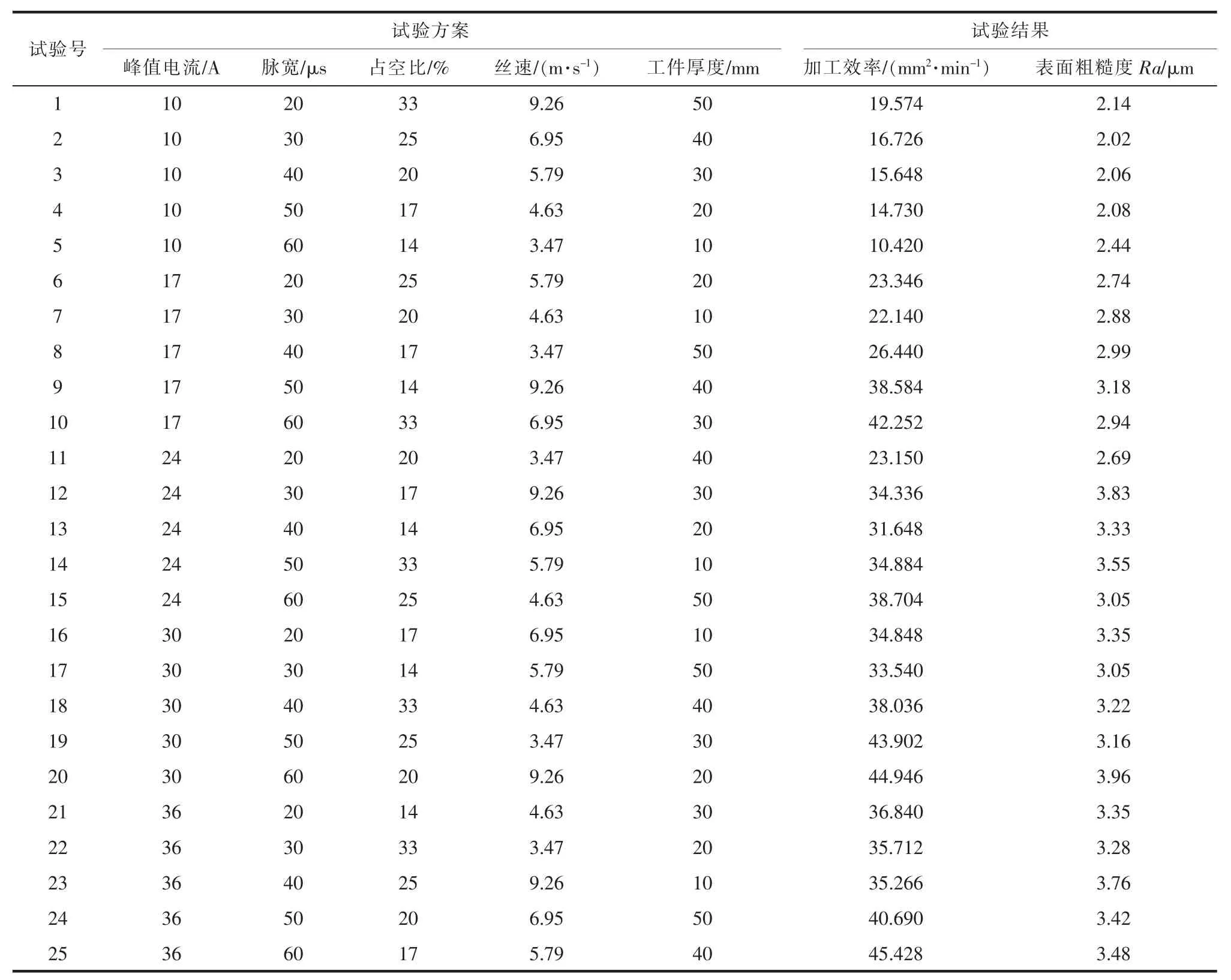
表2 试验方案及结果
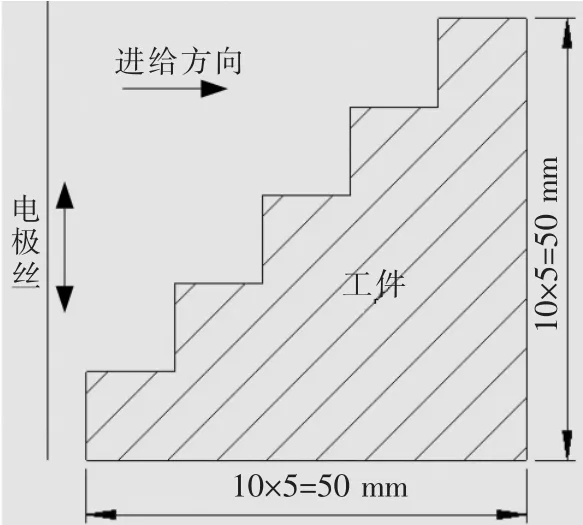
图1 加工示意图
3 试验结果分析
3.1 加工效率的影响因素分析
电火花线切割加工效率是指单位时间内被加工的工件面积[2],本文的加工效率单位为mm2/min。对加工效率的影响因素进行极差分析(表3)。根据正交试验处理数据的方法,由于存在未考虑因素的影响,需引入“其他”列作为其他因素的综合影响,既能补充试验影响因素,又能通过比较得知已考虑因素受未考虑因素干扰的大小,从而保证分析结果的准确性。
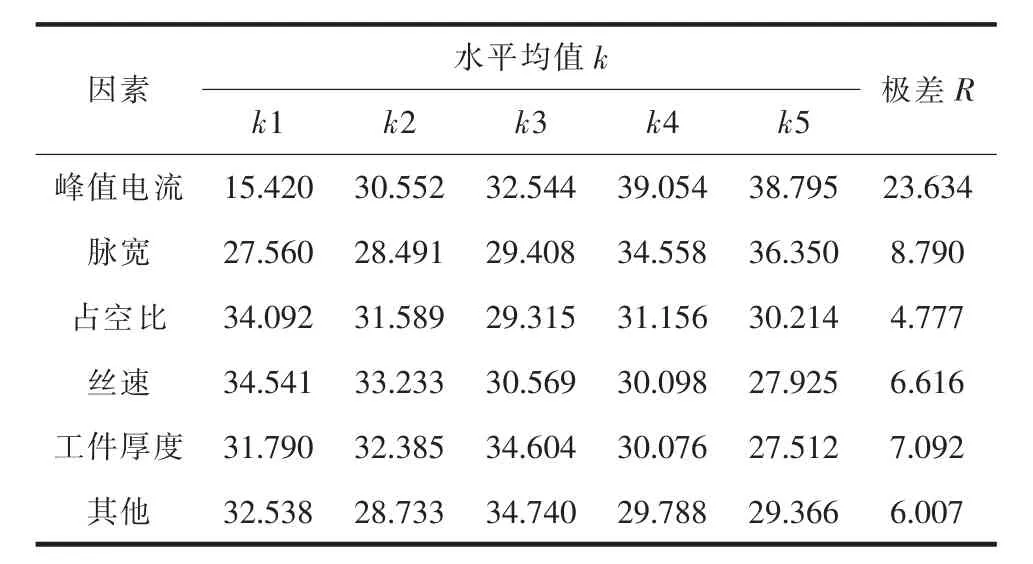
表3 加工效率影响因素的极差分析
由表3可知,各因素对加工效率的影响由大到小依次为:峰值电流、脉宽、工件厚度、丝速、占空比。由于占空比的极差小于其他不定因素的极差,故在现有试验条件下,占空比对加工效率的影响受其他不定因素的干扰较大,故在此暂不考虑其对加工效率的影响。
峰值电流和脉宽对加工效率的影响因素指标分析见图2、图3。从图2可看出,在试验条件范围内,工件的加工效率随着峰值电流的增加而增大,但在峰值电流提高到一定程度时,工件的加工效率不增反降。这是因为峰值电流的增加使单个脉冲放电能量增大,单次放电的电蚀产物体积也随之增大,提高了加工效率;但如果峰值电流过高,放电能量过大,会导致电蚀产物体积过大,由于电火花线切割加工过程中的放电间隙很小,体积过大的电蚀产物很难排出,过大的峰值电流反而降低了加工效率;此外,峰值电流过大会导致加工间隙的消电离不充分,加工过程变得不稳定,也会导致加工效率降低。
从图3可看出,在试验条件范围内,工件加工效率随着脉宽的增大而提高。这是因为随着脉宽的增大,单脉冲放电能量增大,提高了加工效率。
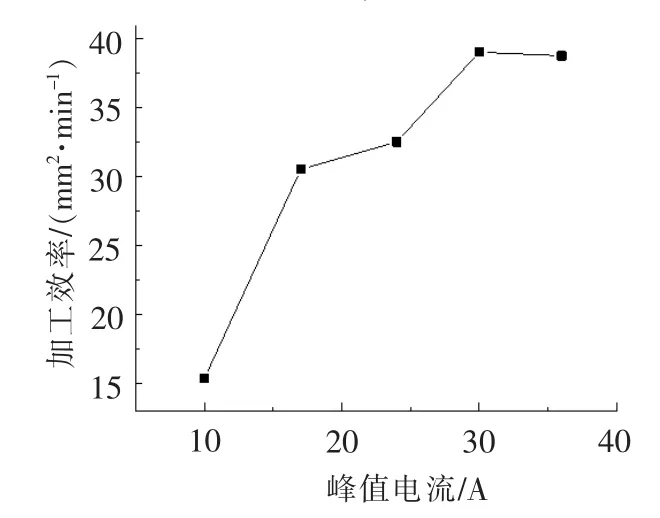
图2 峰值电流对加工效率的影响
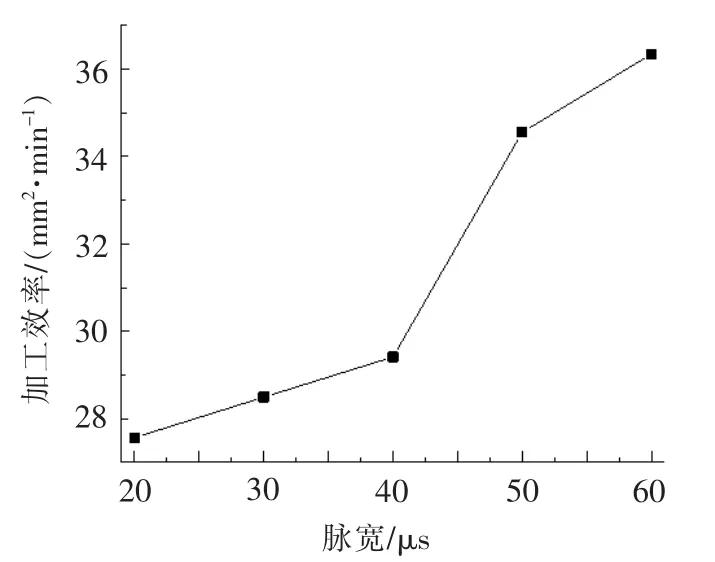
图3 脉宽对加工效率的影响
由上述分析可知,在一定范围内,增大峰值电流和脉宽,可提高单脉冲放电能量,进而提高加工效率。
丝速和工件厚度对加工效率的影响因素指标分析见图4、图5。从图4可看出,在试验条件范围内,加工效率随着丝速的提高而增大。这是因为提高丝速有利于电极丝将工作液带入工件放电间隙中,有利于电蚀产物的排出,使放电过程变得稳定,从而提高加工效率。
从图5可看出,在试验条件范围内,随着工件厚度的增加,出现加工效率先提高、后降低的现象。这是因为增加工件厚度可提高电能利用率,进而提高加工效率;但当工件达到一定厚度后,由于工作液冲液不充分、电蚀产物排出困难等原因,反而导致加工过程不稳定,降低了加工效率。
由上述试验结果分析结合理论可知,加工效率的影响因素主要是峰值电流、脉宽、丝速等。为了提高加工效率,应适当提高电参数,但并不是加工电参数越高,加工效率越高,而是在整个参数范围内存在一个最佳值,应根据实际加工情况合理地选择峰值电流、脉冲宽度等电参数,才能有效地提高加工效率。此外,仅从加工效率方面考虑,适当提高运丝速度,也可提高加工效率。
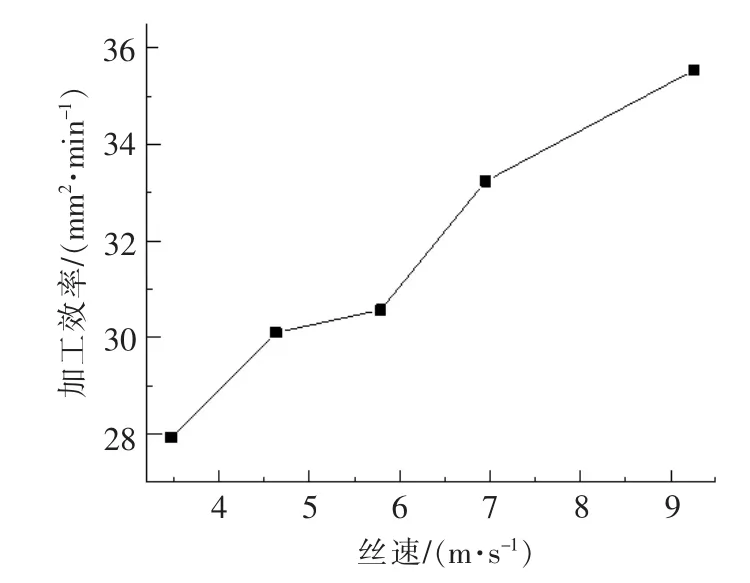
图4 丝速对加工效率的影响
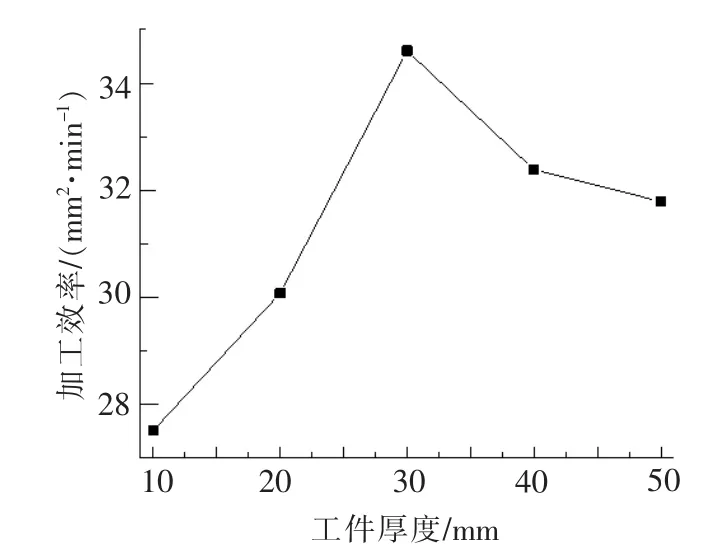
图5 工件厚度对加工效率的影响
3.2 表面质量的影响因素分析
本文主要采用测量加工工件的表面粗糙度Ra值作为表面质量好坏的衡量标准。首先,对影响表面粗糙度的因素进行直观分析,见表4。
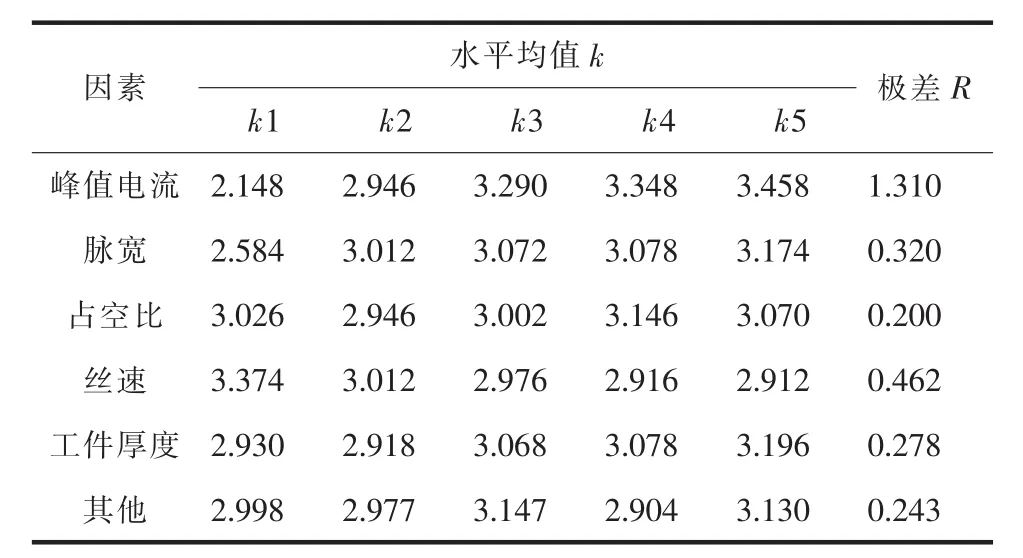
表4 表面质量影响因素的极差分析
由表4可知,各因素对表面质量的影响由大到小依次为:峰值电流、丝速、脉宽、工件厚度、占空比。而占空比的极差小于其他不定因素的极差,即受其他不定因素的干扰较大,故在本试验条件下,暂不考虑占空比对表面质量的影响。
峰值电流和脉宽对表面质量的影响因素指标分析见图6、图7。可看出,在试验条件范围内,随着峰值电流和脉宽的增大,表面粗糙度值均变大。这是因为随着峰值电流和脉宽的增大,单脉冲放电能量增大,造成电蚀颗粒体积增大,进而导致表面粗糙度值变大。
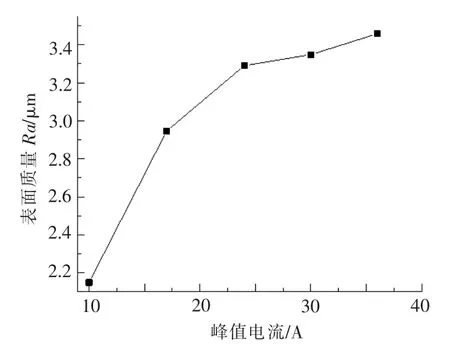
图6 峰值电流对表面质量的影响

图7 脉宽对表面质量的影响
图8是丝速对表面质量的影响因素指标分析。可看出,在试验条件范围内,随着丝速的提高,表面粗糙度值变大。这是因为丝速过快会导致机械振动增大,降低了切割精度,使表面质量变差。此外,丝速提高后,电极丝的换向周期变短,换向条纹变密,也导致表面粗糙度变差。
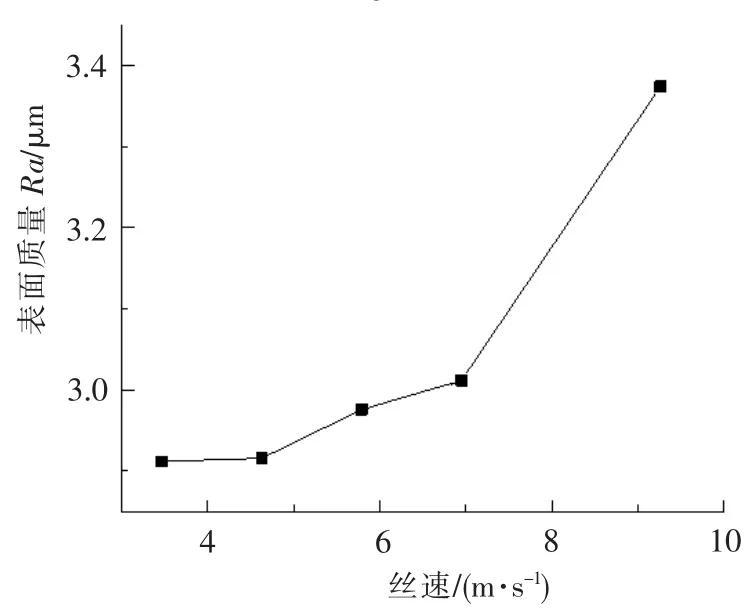
图8 丝速对表面质量的影响
图9是工件厚度对表面质量的影响因素指标分析。可看出,在试验条件范围内,随着工件厚度的增加,表面粗糙度值降低。这是因为在两个导轮间距确定的情况下,工件越厚,电极丝抖动越小,有利于提高加工精度,降低工件表面粗糙度值。
综上分析,为了获得较好的表面质量,应选用较小的峰值电流和脉宽,并采用较低的丝速进行切割。此外,在相同的加工条件下,适当提高工件厚度,也能有效提高表面质量。
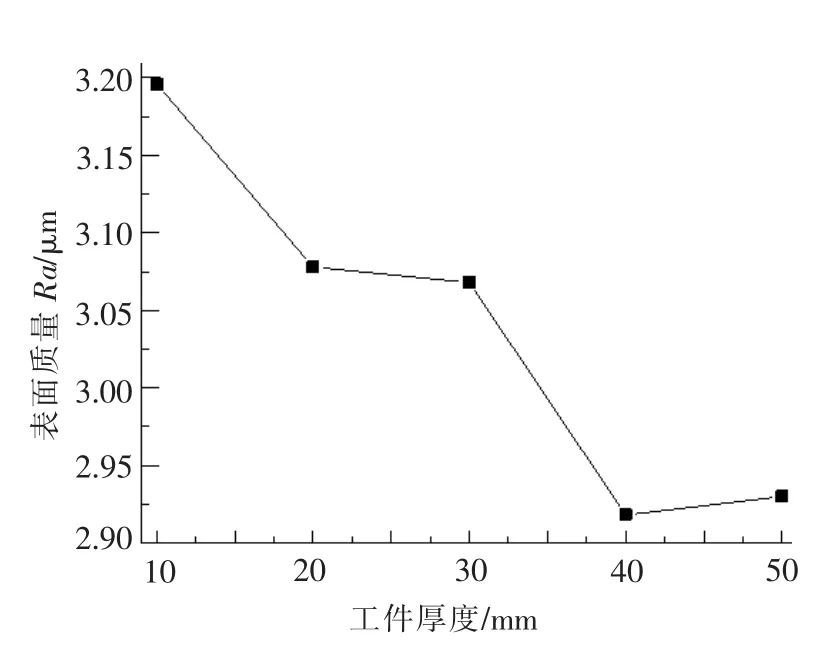
图9 工件厚度对表面质量的影响
通过比较可知,采用第5组试验数据加工出来的工件表面质量最好,此时的峰值电流、脉宽、占空比、丝速都是最小的,与理论分析相符。
为了使不同厚度处的表面粗糙度一致,在加工不同厚度时应采用不同的加工参数。通过试验结果分析可得,对不同厚度处的加工,采用表5所示的参数,加工质量一致性较好。
表5 不同厚度处加工参数
图10、图11分别是加工参数优化前后的工件表面质量对比图。参数优化前,不同厚度处采用相同的加工参数:峰值电流17 A、脉宽60 μs、占空比33%、丝速5.79 m/s,加工效率为43.3 mm2/min,表面粗糙度值为Ra2.5~3.4 μm;当采用表5所示的加工参数后,加工效率为30.6 mm2/min,表面粗糙度值为Ra2.9±0.15 μm。虽然参数优化后的加工效率有所降低,但表面质量明显提高,且表面一致性变好。从图11也可看出,参数优化后加工出的工件表面质量明显优于参数优化前。
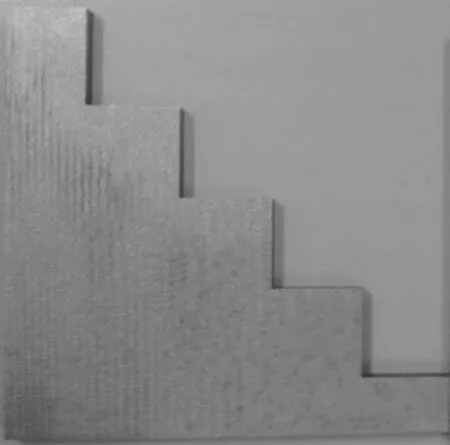
图10 参数优化前的工件加工表面
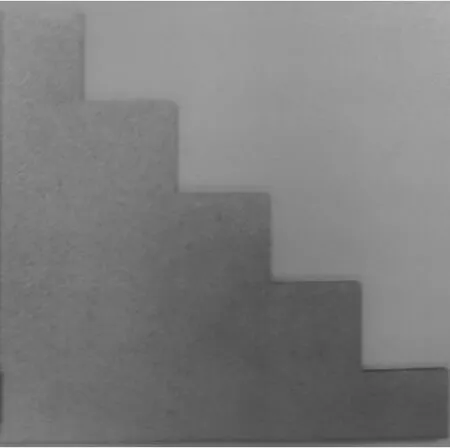
图11 参数优化后的工件加工表面
4 结论
本文通过在往复走丝电火花线切割加工机床上用不同的峰值电流、脉宽、占空比及丝速加工不同厚度的工件,研究了影响加工效率及表面质量的因素,得到以下结论:
(1)试验中各因素对加工效率的影响由大到小依次为:峰值电流、脉宽、工件厚度、丝速、占空比。适当提高峰值电流、脉宽和丝速,可提高加工效率;但当峰值电流过高时,反而会导致加工变得不稳定,降低加工效率。
(2)试验中各因素对表面质量的影响由大到小依次为:峰值电流、丝速、脉宽、工件厚度、占空比。适当降低丝速、峰值电流和脉宽,可提高表面质量。
(3)为了保证在加工变厚度工件时,工件不同厚度处的表面质量一致,在不同厚度处应采用不同的加工参数。通过验证实验发现,该方法可使变厚度工件的表面质量具有较好的一致性。
[1]张浩然,汪晓东.回归最小二乘支持向量机的增量和在线式学习算法[J].计算机学报,2006(3):400-405.
[2]刘晋春,白基成,郭永丰.特种加工[M].北京:机械工业出版社,2010.
Process Study on Variable Thickness Cutting in Reciprocating Traveling WEDM Machine
Xue Gang,Bai Jicheng,Li Qiang
(Harbin Institute of Technology,Harbin 150001,China)
When workpiece with variable thickness is machined by the wire-cut electricaldischarge machines,machining strips appears apparently as the thickness of workpiece changes,which influences the quality and efficiency of the processing sharply.To improve the processing efficiency and surface quality,different machining parameters are adopted according to the different thickness of the workpiece.Experimental studies focused on the variable thickness processing are carried out by the reciprocating traveling WEDM.In addition,the orthogonal experimental design was adopted to program the experiments and research the machining rules.Ultimately,the ideal machining parameters depended on the thickness of the workpiece are discovered by analyzing the rules,which guaranteed higher machining efficiency and better uniformity of the surface quality when machining the workpiece has variable thickness by WEDM.
reciprocating traveling WEDM;orthogonal experiment;variable thickness processing
TG661
A
1009-279X(2014)04-0008-05
2014-04-18
国家自然科学基金资助项目(51175120);江苏省科技支撑计划(BE201248)
薛刚,男,1988年生,硕士研究生。
