大型煤化工综合园区控制系统通信网络的设计及实现
2014-04-12俞洪超李文政俞文光
俞洪超 李文政 俞文光
(1.浙江中控技术股份有限公司 2.安徽华谊化工有限公司)
0 前言
在国际油价急剧震荡、全球对替代化工原料和替代能源的需求越发迫切的背景下,煤化工产业在中国面临着新的市场需求和发展机遇。新型煤化工技术与能源技术、化工技术相结合,形成了以煤炭、能源、化工为一体的新兴产业。国内一大批优秀的煤化工企业在21世纪初期迅速抓住这一机遇,顺应潮流,逐渐成为煤化工产业中的佼佼者,上海华谊集团就是其中的一个代表。从2005年起,上海华谊集团已在全国各地独资或入股方式参与了多套新型煤化工装置的建设与开发。
1 项目介绍及管理要求
安徽华谊化工有限公司60万t/a甲醇项目主要工艺流程如图1所示。从空分装置中来的氧气与水煤浆以一定比例通过工艺烧嘴对喷进入气化炉参与氧化反应,生成主要成分为CO和H2的粗合成气,经湿润除尘后送变换系统,熔渣经锁斗后定期排向渣池,洗涤水在灰水系统中进行净化处理。由气化装置送来的粗煤气,一部分 (约27%)经过热回收系统回收热量后送入未变换气甲醇洗涤塔,另一部分 (约73%)经过变换反应和热回收,作为原料气进入变换气洗涤塔。低温甲醇洗工序脱除变换气和未变换气中CO2、全部硫化物、其它杂质和水分。经过净化的变换气即为甲醇合成的新鲜气;净化后的低温未变换气经复温后进入分子筛吸附器进一步脱除CO2,然后进入CO深冷分离装置制备CO气体。甲醇合成塔中的CO、CO2和H2在合成催化剂作用下生成粗甲醇,送入粗甲醇储槽后再由泵输送至精馏工段,经预精馏塔、加压塔、常压塔和废水汽提塔净化处理后生成符合工艺要求的精甲醇。储存的精甲醇与冷箱中送出的CO反应,可生成醋酸产品并存储于罐区。
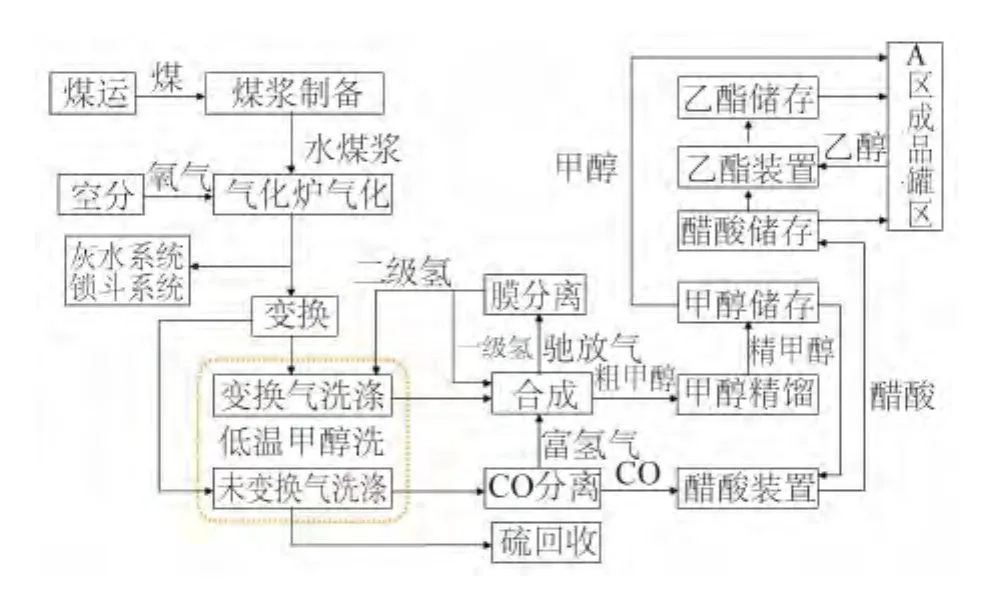
图1 华谊甲醇项目工艺流程
安徽华谊60万t/a甲醇项目 (下称华谊甲醇项目)涉及输煤装置、液体罐区及物流 (码头、铁路)、循环流化床锅炉装置、空分装置、甲醇装置、醋酸装置、醋酸乙酯等装置,为我国现代大型煤化工综合园区的示范建设项目。对这些散落在厂区各处的装置,在设计时要充分考虑各装置之间的相对独立性与前后连贯性。从物理与工艺的角度划分成为6个操作区域:1区,热电站;2区,包括煤浆制备、气化、灰水处理、变换和火炬;3区,包括低温甲醇洗、CO深冷分离、甲醇合成、甲醇精馏、甲醇精馏中间罐区、合成驰放气膜回收、硫回收、冷冻站、液化石油气站;4区,包括醋酸、醋酸乙酯;5区,包括码头、铁路、产品罐区、煤输送;6区,生产调度系统。其物理拓扑如图2所示。
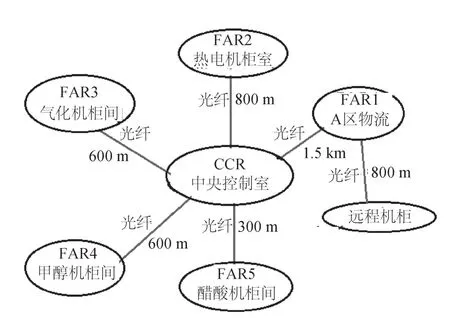
图2 华谊甲醇项目物理拓扑图
2 控制系统组成及网络搭建
2.1 控制系统组成
根据全厂管理要求,结合控制系统的特点,整套系统设置企业管理信息层、操作运行管理层、监控层、基础控制层,如图3所示。
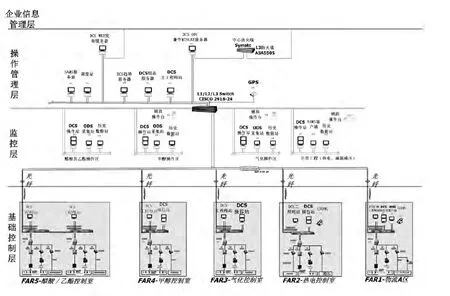
图3 华谊甲醇项目网络架构
全厂设置一个中央控制室和一个储运控制室,另外设置锅炉房就地机柜间、气化就地机柜间、甲醇就地机柜间、醋酸就地机柜间各一个。锅炉房、汽轮发电厂房的DCS控制柜和仪表柜放在锅炉房就地机柜间。合成压缩厂房、冷冻站、低温甲醇洗、甲醇合成、甲醇精馏、合成驰放气膜回收、CO分离、火炬 (Modbus通讯接入)、甲醇精馏中间罐区、液化石油气站的 DCS、SIS、ITCC、PLC控制柜和仪表柜放在甲醇就地机柜间。煤浆制备、气化、灰水处理、变换、沉渣池系统、硫回收、热回收的DCS、 SIS控制柜和仪表柜放在气化就地机柜间。醋酸和醋酸乙酯的DCS控制柜安装在醋酸就地机柜间。全厂工艺及供热外管、全厂给排水、减温减压站的仪表信号根据工艺要求和各自的位置接入就地机柜间。DCS和SIS的操作站和工程师站放在中央控制室内,操作集中在中央控制室。储运控制室内有来自于产品罐区、储运和煤输送现场仪表的DCS控制柜。
华谊甲醇项目的DCS采用浙江中控技术有限公司生产的WebField ECS-700控制系统;SIS及ITCC采用HIMA公司的H51Q系统等,其网络拓扑结构如图4所示。
其中ECS-700 DCS共配置21对主控制器,其中1对用于物流A区罐区控制;1对用于物流煤运控制,包含3个远程机柜;8对用于锅炉、汽机、锅炉脱硫控制;4对用于气化炉及公用系统控制;3对用于合成净化控制;4对用于醋酸及乙酯控制。具体配置如表1所示:将上述5个机柜间通过冗余光纤连至CCR,形成一个全厂的星形控制网络。在甲醇机柜间设置GPS时钟,通过双绞线连入过程信息网,实现全厂网络时间同步。同时设置组态服务器,通过DCS组态软件实现多工段多工程师同时组态、保证项目组态数据的统一。
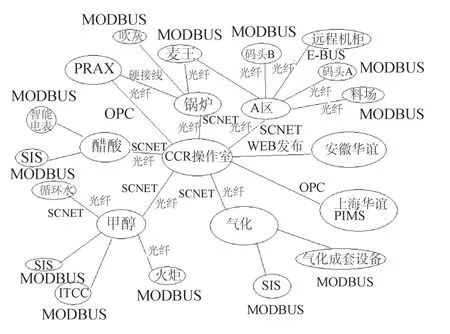
图4 安徽华谊60万t/a甲醇项目控制系统通讯网络结构拓扑图
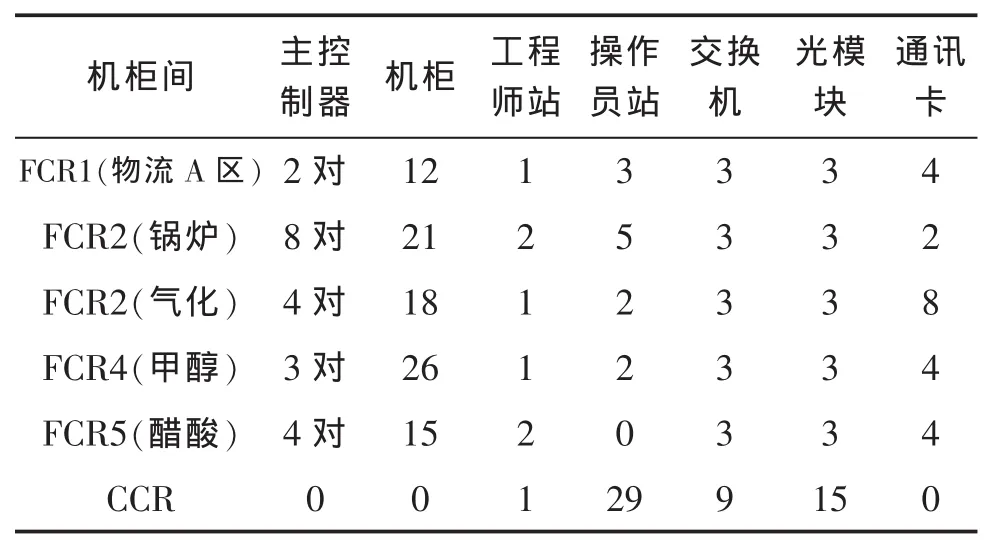
表1 ECS-700 DCS网络配置清单
2.2 与第三方智能设备的通讯
华谊甲醇项目中DCS需要与众多的第三方通讯设备通讯,在设计初期我们就提出统一采用MODBUS-RTU通讯协议,通过通讯卡将RS-485网络上各设备通讯数据接入DCS系统。同时对重要设备设计为冗余通讯的方式 (如SIS、ITCC等),目的是保证通讯的安全可靠。
物流A区将两个码头、料场、水处理 (麦王)三处共计8个设备通过MODUBS-RTU读取PLC上的数据,这些设备最近的距离300 m,最远的距离将近3000 m,全部采用了光电转换进行数据传输,且每个设备有独立的RS-485网络、独立的通讯口,以保证通讯安全可靠。
锅炉控制室需要与外界的空分装置的信号实现通讯的功能。考虑MODBUS等各种工业通讯尚不是十分可靠,采用了硬接线的方式进行重要数据的交换,而其他工序如吹灰等智能设备则通过MODBUS通讯进行数据交换。
甲醇控制室需要与ITCC、SIS进行通讯,三套系统布置在同一控制室中,通过组建本地的RS-485网络进行通讯。由于ITCC、SIS通讯数据量庞大,因此设置独立的主控制器进行通讯数据的处理。
气化控制室需要分别与ITCC、气化成套设备PLC等进行通讯,因此设置冗余的通讯模块和不冗余的通讯模块进行MODBUS的数据通讯。
醋酸控制室通过MODBUS-RTU将近百台智能电表的数据读入DCS系统。根据现场分布情况,将智能电表分成四个区域,构成四个RS-485网,分别接入通讯模块上的四个通讯接口。
CCR是本项目的管控中心,实现全厂设备的监控,同时也承担着向上级信息网络上传数据的功能。2台OPC服务器通过交换机实现控制系统与管理系统互联,中间加装硬件防火墙及定向的数据传输软件 (VisualField OPC开放接口软件+MISGATE),实现与外界网络的隔离,保证控制网的数据安全。
3 结束语
安徽华谊化工有限公司甲醇项目已于2012年1月20日顺利开车,各项指标 (工艺、管理、环保、安全等)均达到设计要求。控制系统共涉及18000个I/O点检测、控制与联锁。一年多来控制系统及通信网络运行稳定可靠,为华谊甲醇项目的早日达产提供了良好的保障。同时系统通信网络的优化设计与实施,节省了大量的信号电缆,并提供了全装置工艺整体优化所需的大数据平台。
[1] 浙江中控技术股份有限公司.控制系统手册 [G].浙江中控技术股份有限公司,2010.
[2] 刘忠明.气化工艺煤制甲醇控制系统总体布局 [J].内蒙古石油化工,2009(24):76-77.
