运行中氢冷发电机阀门故障处理方法*
2014-03-27宋昊明
宋昊明
(中石油兰州石化设备维修公司,甘肃兰州 730060)
0 引言
氢冷发电机在正常运行中,因氢压下降或氢纯度降低,要频繁操作氢系统阀门,进行补氢和提高氢气纯度。如阀门固定不良或阀门损坏,极可能造成运行中漏氢而导致停机事故,所以探索在运行中氢气系统阀门故障的处理方法,对降低发电机停用次数,提高发电机及附属系统设备的健康水平具有重要的意义。
1 电机气体置换站系统介绍
4号发电机气体置换站安装在机房零米,装置包括补氢系统、充CO2系统和充压缩空气系统三部分,按原设计,所有阀门均采用焊接门。
4号发电机补氢母管在3号机和4号机连接处设置两道隔离门,隔离门中间设置排气门,便于单独对两台机组的补氢母管进行气体置换。
气体置换采用中间惰性气体置换方法,惰性气体采用瓶装高纯度CO2(纯度为99.99%)。
图1为氢气置换站示意图:图1中单箭头线条的为CO2气体的路径,双箭头指示处为需要焊接的来氢母管上的故障管接头。
因气体置换站阀门固定不良,在运行中在补氢总门后的转接处发生漏氢故障,现场如图2所示。
该故障点前后阀门均为焊接门,无法进行加堵板隔离,且靠近发电机补氢总门,给焊接工作带来了极大的困难。如果在焊接过程中因阀门内漏且焊接的安全措施不到位、不可靠,在焊接过程中有可能会造成氢气爆炸事故,后果将十分严重。
经过专业人员的反复研究,进行了充分的风险评估后,决定在不停机的情况下,采取安全稳妥的方法对转接头进行焊接。
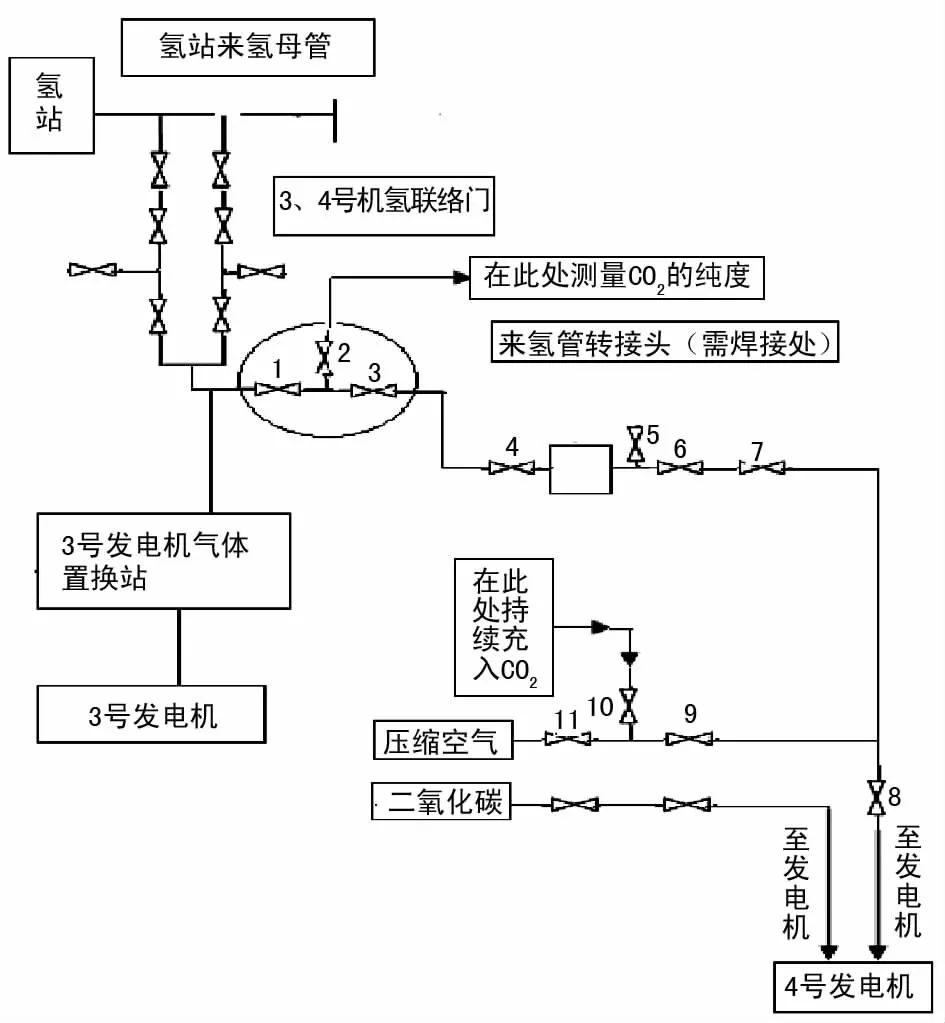
图1 氢气置换站示意图
2 运行中焊接故障点的方法
(1)关闭3、4号机之间靠近3号机侧氢气母管联络门(阀门1)。

图2 气体置换站现场阀门
(2)打开3、4号机之间靠近4号机侧氢气母管联络门(阀门3)和母管置换用排气门(阀门2)。
(3)打开阀门6、阀门7、阀门9、阀门10,关闭阀门5、阀门8、阀门11。
(4)在气体置换站压缩空气过滤罐排污门(阀门10)处充入CO2,至气体置换站汇流排。
(5)将4号发电机气体置换装置来氢母管手动门后转接头漏气处用胶带缠好,保证不漏气。
(6)关闭气体置换站其他阀门。
(7)打开4号机来氢母管手动门(阀门4),利用气体置换站将CO2反充至4号发电机来氢母管。
(8)在4号发电机来氢母管3、4号机隔离门之间的母管置换排气门(阀门2)处,用CO2检测仪在此门处检测,CO2浓度不低于85%为合格[1]。
(9)持续通入CO2,在母管置换排气门(阀门2)处检测氢气含量,低于3%为合格。
(10)合格后,持续通入CO2,对4号发电机气体置换装置来氢母管手动门后转接头(图示绿色箭头指示处)进行焊接,焊接过程中,CO2持续通入,且在母管置换排气门(阀门2)处持续监测,如氢气浓度不合格立即停止焊接工作。
(11)焊接完成后,再次用CO2对氢气母管和气体置换站进行气体置换,保证没有空气进入发电机内,检测发电机壳内CO2浓度不小于85%,合格后方可进行下一步工作。
3 处理后的效果
焊接完成后,用氮气升压至1.0 MPa,检验焊口无渗漏后,将系统恢复至正常运行方式。处理后的焊口完全满足规程规定的要求,故障处理圆满完成。
4 结语
氢气在空气中爆炸的极限是氢气含量为4%~75%。在缺陷处理过程中,如果安全措施不全面、不到位、不可靠,将造成严重的设备损坏和人身伤亡事故。在此次故障处理过程中,因故障点所处位置的特殊性,CO2惰性气体完全可以将故障点两边的氢气置换干净,消除氢气爆炸的风险。此方法只是应急处理,如果故障点两边无法实现气体置换或置换后无法测量氢气浓度,则按照“宁停勿损”的原则,必须停机处理。
氢气置换站阀门均采用焊接门,应在适当位置加装堵板的法兰门,当机组停用或故障检修时,可以形成明显的断开点,并能有效地隔离氢气。在利用大修机会,按照上述在焊接过程中充CO2气体的方法,在补氢总门和3/4号机联络门处增设法兰门,为今后的工作奠定了基础。
[1] GB 4962-2008.氢气使用安全技术规程[Z].
