聚丙烯塑料板搅拌摩擦焊接头缺陷分析
2014-03-22党杰张琳
党杰,张琳
(西安航空职业技术学院,陕西西安710089)
1991年,英国焊接研究所(TWI)研发出了一种绿色的新型固相连接技术[1-3]——搅拌摩擦焊(Friction Stir Welding,简称FSW)。这种方法不需要填充材料和保护气体,能耗低,对环境无污染[4-5]。自其问世以来,倍受青睐。许多科研院所、大学和公司都投入了大量的人力物力,展开了相关的研究工作。如今,此项技术已能成功连接铝、镁、铜及其合金等金属材料,也已在航天、航空、核能、船舶和交通运输等领域广泛应用起来[6-9]。
因此,尝试用搅拌摩擦焊对聚丙烯塑料板材进行焊接。通过实验得知:台肩压力适中,旋转速度n=3000r/min,焊接速度υ=25mm/min时的焊缝成形很好[10]。但是,搅拌头旋转速度、焊接速度及其对塑料板上表面的压力等工艺参数不相匹配时,会出现表面粗糙、飞边和空洞等缺陷。
1 焊接工艺与步骤[10-11]
(1)准备材料。用手工锯将PP塑料板锯成尺寸为140mm×35mm的窄条,并在铣床上修整好对接面,之后进行简单的焊前清理。
(2)固定搅拌头。将搅拌头装夹在铣床上,确保旋转平稳。在平口钳上垫一块铁块,取两块准备好的10mm厚的PP窄条,将其对接平齐放在铁块上,用平口钳夹紧。调节工作台,使搅拌头的特形指棒中心与板缝对齐,下调搅拌头,使其台肩刚好贴在PP板的上表面(如图1)。

图1 搅拌头台肩贴板上表面Fig.1 shoulder flitch upper surface of stir welding head
(3)确定参数。将搅拌头的旋转速度n(同主轴)调到2500r/min,焊接进给速度υ调到20mm/min,开启铣床,使其纵向进给,焊接过程如图2。
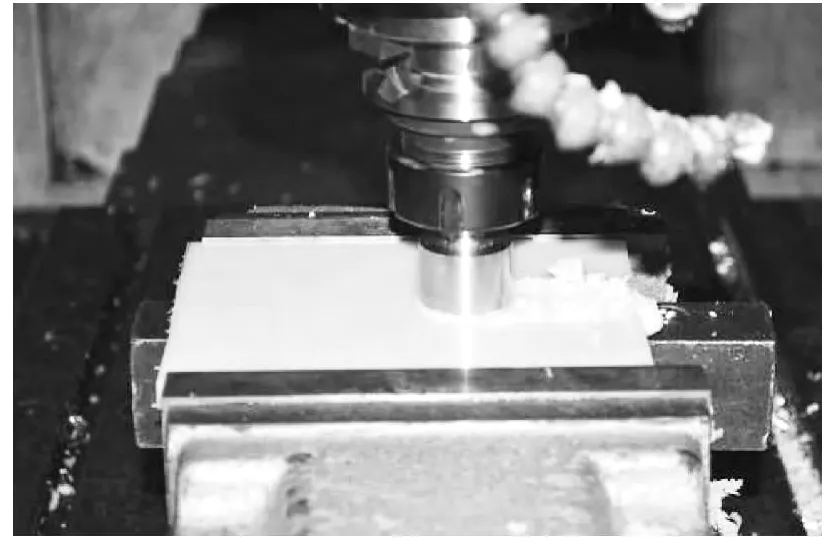
图2 焊接过程Fig.2 welding process
(4)做好记录。待搅拌头到PP板末端时,关掉铣床,稍作停顿,待熔融的塑料冷却硬化后,取下焊好的PP板,标明记号,并记录好此次焊接所选用的工艺参数。
(5)调整参数。保持搅拌头的旋转速度(同主轴)n=2500r/min不变,先后将焊接进给速度υ调到25mm/min和30mm/min,继续按照以上(2)、(3)、(4)所述步骤反复操作。
(6)反复操作。设定搅拌头的旋转速度(同主轴)n=3000r/min和n=3500r/min,再分别将焊接进给速度υ调到20mm/min、25mm/min和30mm/min,并且按照以上(2)、(3)、(4)所述步骤反复操作。
注意:铣床工作中,不能变换搅拌头的旋转速度和焊接的进给速度;若有不正常声音应立即切断电源,铣床停止工作。
2 飞边缺陷[12]
在搅拌摩擦焊的焊接过程中,搅拌头在上方,垫块和未塑化的母材塑料板在下面,它们形成了一定的挤压空间,塑性材料在这个挤压空间中流动,并且在搅拌头后面形成焊缝。当焊接压力过大且搅拌头旋转速度过高时,焊缝的厚度将比母材的厚度略小一些。焊接过程中,挤压空间的体积减小,小于理想状态焊接时的容积,这样会致使部分塑性材料被挤出,这些被挤出的塑性材料也会随着搅拌头的旋转而被带出,冷却后则形成飞边。一般情况下,多余的塑性材料会被挤到返回侧,后又由搅拌头轴肩从返回侧被带出。因此,飞边缺陷一般出现在焊缝的返回侧,如图3所示。
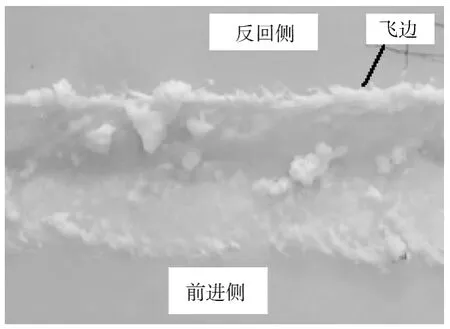
图3 飞边缺陷Fig.3 flash defects
在拉伸试验过程中,若被拉伸的焊接接头有飞边缺陷,那么其实际的承载面积会减小,而且还有可能存在应力集中,进而会影响到焊接接头的力学性能。当然,若搅拌头的旋转速度和焊接压力都适中时,挤压空间的体积刚好等于焊接时塑化材料的容积,塑化材料则全部被带到搅拌头后面而形成焊缝,从而不会产生飞边缺陷。
3 焊缝表面粗糙[13]
焊缝表面粗糙是指材料被焊接后所形成的焊缝表面不均匀、不平整、不美观。焊接过程中,当搅拌头旋转速度和焊接速度都过低时,摩擦产生的热量太少,焊缝材料不能被完全塑化,当然也就不会充分均匀地流动,从而导致形成的焊缝表面粗糙(如图4所示,当υ=25mm/min,n=2500r/min时,用搅拌摩擦焊焊接聚丙烯板材所形成的焊缝表面粗糙);另外,当搅拌头的旋转速度过大时,焊缝内部会产生过多热量,使焊核区材料出现局部过烧现象,这样也会导致焊缝表面粗糙。一般情况下,这种缺陷对接头的性能影响不大。如果焊缝表面成形要求较高的话,可以采取人工方法修整好焊缝表面。

图4 焊缝表面粗糙Fig.4 rough weld surface
4 孔洞缺陷[14]
在实际焊接过程中,经常会有焊缝中出现孔洞和隧道缺陷,如图5所示。

图5 孔洞缺陷Fig.5 holes defects
孔洞缺陷一般位于焊缝的前进侧。焊接时,若搅拌头旋转速度过低,或者焊接速度太高,或者焊接压力太小,则焊缝中热量的输入就不足。这样,被焊材料不能达到完全塑化状态,其流动性能就较差,致使不能及时的填充空隙而形成完全封闭的焊缝,从而在焊缝内产生孔洞。当选择的工艺参数极不合适时,材料的流动能力将会更差,出现的孔洞也会增多,更甚者将会在在焊缝内形成隧道缺陷。这将会严重影响到焊缝力学性能,应尽量避免。当搅拌头旋转速度、焊接速度和焊接压力等工艺参数选择合适时,焊缝的热输入量足够,被焊材料能达到完全塑化状态,流动性能好,则能避免孔洞和隧道缺陷,形成封闭的焊缝。
5 焊缝组织观察
当旋转速度n=3000r/min,焊接速度υ=25mm/min时,10mm厚的聚丙烯塑料板搅拌摩擦焊所形成的焊缝的截面宏观组织如图6所示,从此图中,我们可以看出,在聚丙烯塑料板焊缝横截面上,材料的分布比较均匀,焊缝区没有夹杂或气孔等缺陷,图中的一条弯曲线条是焊缝和母材的分界线。显而易见,焊缝两侧的分界线不同,其前进侧的分界线相对比较明显,而返回侧的则较模糊,这与材料的流动有关。前进侧母材和焊缝的分界线较清晰,是因为塑料焊接与金属材料焊接不同,塑料粘性较大,摩擦产生热的速度比较慢,材料还未得到充分塑化就随着搅拌头流动,搅拌头则相当于对材料有一定的切削作用,所以在前进侧母材和焊缝有明显的分界线。

图6 焊缝截面宏观组织Fig.6 macro-structure of weld joint section
6 结论
(1)当选择的焊接工艺参数不合适时,接头中就容易出现飞边、表面粗糙和孔洞等缺陷。
(2)在实际应用中,表面粗糙和飞边缺陷对焊缝的组织与性能影响较小,适当的进行人工修整就可以去除。
(3)孔洞缺陷对焊缝的组织与性能影响较大,其主要因为焊接热量输入不足造成,而输入的热量多少主要取决于焊接工艺参数。
[1]Thomas W M,Nicholas E D,Needham J C,Murch M G.Temple-Smith P and Dawes C J(TWI).Improvements relating to friction welding.European Patent Specification.0615480 B1.
[2]张田仓,郭德伦,栾国红,等.固相连接新技术—搅拌摩擦焊技术[J].新工艺·新技术·新设备,1999,(2):35-36.
[3]夏罗生.高强铝合金的搅拌摩擦焊工艺参数研究[J].热加工工艺,2013,42(5):155-157.
[4]栾国红,关桥.搅拌摩擦焊—革命性的宇宙制造新技术[J].航天制造技术,2003,(4):557-561.
[5]李新梅,杜宝帅,张忠文,等.摩擦搅拌焊6061-T6铝合金焊接接头的组织与性能[J].热加工工艺,2013,42(11):196-198.
[6]党杰,张琳.搅拌摩擦焊的研究现状及应用[J].焊接,2012,12(12):23-29.
[7]栾国红,胡煌辉,柴鹏.搅拌摩擦焊—新型列车制造技术[J].电力机车与城轨车辆,2006,29(4):40-43.
[8]熊建坤,童彦刚.搅拌摩擦焊接技术的研究进展和应用[J].电焊机,2008,38(1):33-36.
[9]刘会杰,张艳伟,李金全.搅拌摩擦焊设备及其研究进展[J].焊接,2011,(12):3-6.
[10]党杰,张琳.聚丙烯板材搅拌摩擦焊工艺[J].焊接,2013,13(4):56-58.
[11]胡礼木,胡波,党杰,郭建军.聚氯乙烯板搅拌摩擦焊工艺性能研究[J].兰州理工大学学报,2004,30(4):186-188.
[12]刘会杰,潘庆,孔庆伟,等.搅拌摩擦焊焊接缺陷的研究[J].焊接,2007,(2):17-20.
[13]宋晓村,朱政强,陈燕飞.搅拌摩擦焊的研究现状及前景展望[J].热加工工艺,2013,42(13):5-7.
[14]达朝炳,搅拌摩擦焊接头缺陷分析[J].热加工工艺,2009,38(5):133-137.
[15]王海艳,宋东福,周楠,等.异种铝合金搅拌摩擦焊搭接接头的显微组织与硬度研究[J].热加工工艺,2011,40(3):115-118.
