论PLC 在节能环保建材加气混凝土砌块生产控制中的应用
2014-03-22韩哲李计德
韩哲 李计德
(1山东英才学院 山东济南 250104 2山东博硕电子有限公司 山东济南 250101)
加气混凝土砌块作为新型节能环保建筑材料具有质轻、隔音、保温、抗渗、抗震、经济等诸多优点,因此近年来得到了广泛应用。它是以硅质材料加水磨成的料浆和钙质材料,经掺加发泡剂后,通过配料、搅拌、浇注、静养、切割、蒸压、养护等工艺过程制成的轻质多孔硅酸盐制品,是一种替代传统实心粘土砖理想的墙体材料。加气混凝土生产原料丰富,特别是使用粉煤灰为原料后,既能综合利用工业废渣、治理环境污染、不破坏耕地,又能创造良好的社会效益和经济效益,多年来受到国家墙改、税收和环保政策的大力支持,具有广阔的市场发展前景。然而,传统的制备工艺过程往往采用现场手动电磁控制,不仅操作人员多、强度大,而且效率低、原料配比难以精确掌握,容易导致废次品的发生。为此,我们采用西门子SIMATICS7-300中型PLC作为中央控制单元,其模块化结构,易于实现分布式配置,且电磁兼容性强,抗震动冲击性好,与西门子ET200M通讯模块、数字量输入输出模块、模拟量输入输出模块等共同组成过程控制系统,构成了一种既经济又切合实际的解决方案。而且通过组态,使各种现场参数或变量均可在远程PC机上进行修改、调整,从而实现了全部自动化控制过程。这必将利于节能环保墙体材料的进一步推广,为节能环保型社会建设作出贡献。
1 控制系统设计方案
1.1 原料预处理控制系统
原料预处理指的是粉煤灰和石灰的处理。在湿磨机旁加入分控制箱,控制分为“远程”和“就地”。当切换到远程时,PLC检测到远程信号,并且检测到其它信号,例如“备妥”。在上位机上可以直接启动湿磨机,或者在控制箱内直接加入数字量输入输出模块,处理更多的信号。然后通过UT200和DP通讯线和西门子S7-300直接通讯,既方便快捷,又减少了电缆线的长度。可以用同样的方法处理粉磨机控制系统。S7-300与现场通讯如图1所示。
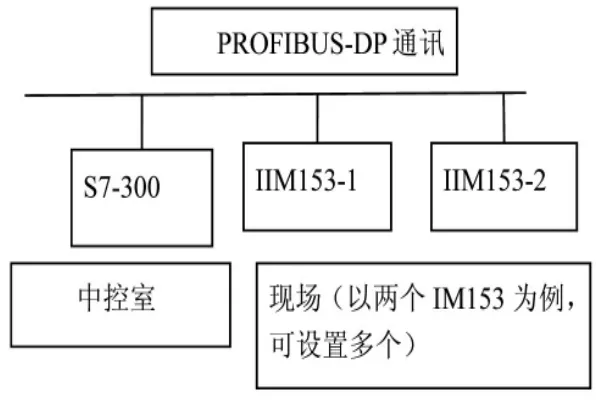
图1 西门子S7-300 与现场模块通讯
1.2 配料控制系统
配料控制系统是整个系统的核心。配料过程就把料浆、水泥、石灰、铝粉按照给定的配比进行混合。每个原料库下都有配料螺旋,配料螺旋对应称量斗,称量斗装有称重传感器,将重量值转换为电信号后经变送器变为PLC可处理信号。一次配料过程为:PLC接受上位机下达配料开始命令,输出各点驱动中间继电器,通过其常开或常闭触点控制交流接触器的吸合/断开,或直接控制各种外部阀门,从而启动各个库下的螺旋机或阀门进行配料。随着落入称量斗中的物料的不断增多,PLC模拟量输入端的电流信号亦不断升高。PLC内部通过FC105功能块,将模拟量转换成工程计算需要的实数,然后通过CMP指令与设定值进行比较。当完成值加上落差值≥设定值时,则此盘配料完毕,关闭对应的螺旋机或闸门。卸料时,首先卸掉料浆,之后,浇注搅拌机内的温度通过热电阻PT转换为电信号,后经温度变送器转换为4~20mA电流,若此设定值≤测量值,则开始卸石灰和水泥。石灰遇水放热,使搅拌机内温度值上升。PLC再进行比较,若达到可加铝粉温度,则PLC内置位输出点,蜂鸣器报警,现场可加铝粉。当各称重斗卸料完毕,为自动进行下次配料,则生产盘次自动加1后与设定值进行比较,若<设定值,则继续配料,重复该过程。
1.3 摆渡车控制系统
摆渡车由轨道推进电机、停止报闸机构,及进模柜车和出模柜车的摩擦轮组成。为便于定位,摆渡车两端需安装光电感应开关。当浇注完成后,延时2s,启动轨道推进电机,在摆渡车电器箱中,加入变频器,当要到选定位时,则选高速启动摆渡车,启动n秒后,低速运行,位置定位更加准确。
2 上位机系统设计方案
上位机操作系统由PC机来完成,用西门子公司的WINCC在PC机上组态,组态各种变量以及系统画面。组态后主要配料画面如图2所示。
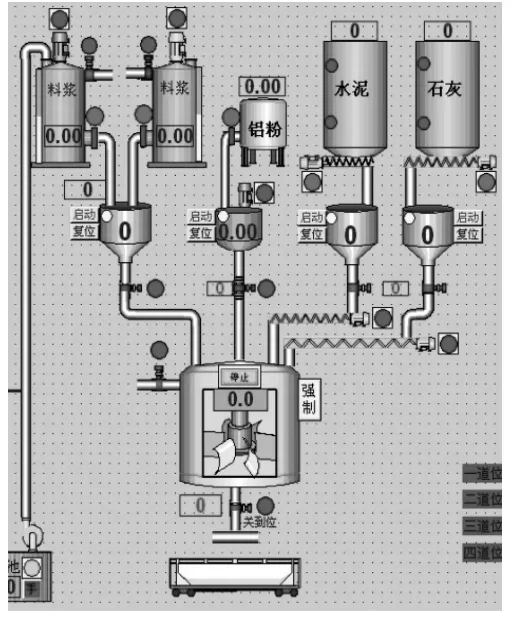
图2 加气混凝土配料监控画面
3 结语
加气混凝土砌块作为新型节能环保墙体材料市场前景广阔。本文讨论了基于西门子SIMATICS7-300中型PLC的加气混凝土砌块生产自控系统的设计与实现,该系统充分发挥了S7-300PLC配置灵活、控制可靠、编程方便及可现场调试的优点,通过与西门子ET200M通讯模块、数字量输入输出模块、模拟量输入输出模块等共同组成过程控制系统,构成了一种既经济又切合实际的解决方案。通过在生产现场实际运行,不但降低了人力成本、劳动强度,而且系统响应速度快、控制精确,完全满足了生产工艺的各项指标要求,提高了加气混凝土砌块这种节能环保建材的生产效率和产能,具有很好的应用推广价值。
[1]陈章平等西门子S7-300PLC基础与应用[M]北京:机械工业出版社2011.
[2]陈海霞等西门子S7-300/400PLC编程技术及工程应用[M]北京:机械工业出版社2012.
[3]刘华波等西门子S7-300/400PLC编程与应用[M]北京:机械工业出版社2011.
[4]蒋建芳西门子S7-300/400PLC工程应用技术[M]北京:机械工业出版社2012.
[5]胡健西门子S7-300/400PLC工程应用(第2版)[M]北京:北京航空航天大学出版社2011.
[6]罗萍等西门子S7-300/400PLC工程实例详解[M]北京:人民邮电出版社2012.
[7]张卫国S7-PLCSIM在西门子S7-300/400PLC程序调试中的应用[J]现代电子技术2008(12)192-194.
[8]张黎星蒸压加气混凝土砌块生产工艺及质量控制要点墙材革新与建筑节能[J]2007(4)29-30.
[9]陈侠西门子S7-300PLC软件编程的故障诊断方法与处理中国科技博览[J]2012(22)54-55.
