再生水厂MBR 工艺的膜寿命评价
2014-03-20王晓爽高金华甘一萍
王晓爽,高金华,艾 冰,付 强,常 江,甘一萍
(北京城市排水集团有限责任公司,北京 100124)
膜生物反应器(MBR)是将膜分离技术应用于污水处理领域而产生的污水处理和再生水回用工艺。由于该工艺出水品质高、所需占地面积小[1-3]等特点,从20 世纪90 年代以来得到了广泛应用。但它始终被认为是一种高成本的工艺,主要是因为膜的初期建设投资费用高、后续膜更换费用高,以及相对传统活性污泥法需要更高的运行能耗[4]。研究表明膜的更换周期(即膜寿命)是影响MBR 项目投资效益的最关键因素[4]。
目前业内对于膜寿命的定义仍未统一。在《膜分离技术术语》(GB/T 20103—2006)[5]中规定,膜寿命是在正常的使用条件下,膜或膜元件维持预定性能的时间。《中空纤维膜生物反应器组器》(HJ 2528—2012)[6]中规定,在设计运行条件下,膜元件使用寿命不低于3 年。《一体式膜生物反应器污水处理应用技术规程》(CECS152:2003)[7]中提出,当膜的运行时间达到规定的使用寿命或在使用中造成损坏,化学清洗不能恢复其功能时,应对膜进行更换。各膜生产商对膜寿命的判断通常以膜系统的产水量或产水水质不能满足用户要求为准。而目前国内在该方面的研究结论也较为鲜见。
本文通过研究北京市某再生水厂已运行5 年的MBR 工艺膜系统,从不同膜寿命概念出发,利用多种方法对该厂膜寿命进行评价,为MBR 膜产品使用寿命的判定提供方法借鉴。
1 某再生水厂MBR 工艺介绍
1.1 再生水厂工程概况
北京市某再生水厂的MBR 污水处理系统于2008 年4 月建成投运,处理规模为6 ×104m3/d,设计及实际运行中进、出水水质如表1 表示。该系统的生物处理部分为UCT 工艺,由厌氧段、缺氧段和好氧段组成。膜处理部分分为8 条膜池,安装Memcor B30R 膜组件共计4 864 个,总膜面积为182 886.4 m2,系PVDF 中空纤维膜。运行中主要采用维护性清洗(MC)和化学在线清洗(CIP)对膜进行维护。MC 清洗每周一次,采用500 ppm NaClO溶液对膜进行反洗。CIP 清洗分为CIP 氯洗和CIP酸洗。CIP 氯洗视跨膜压差而定,一般每3 ~6 个月一次,采用1 500 ppm NaClO 溶液在膜系统内循环和浸泡2 ~3 h。CIP 酸洗每6 个月一次,采用2%柠檬酸循环和浸泡。膜系统具体设计参数如表2 表示。

表1 进、出水水质Tab.1 Water Characteristics of Influent and Effluent
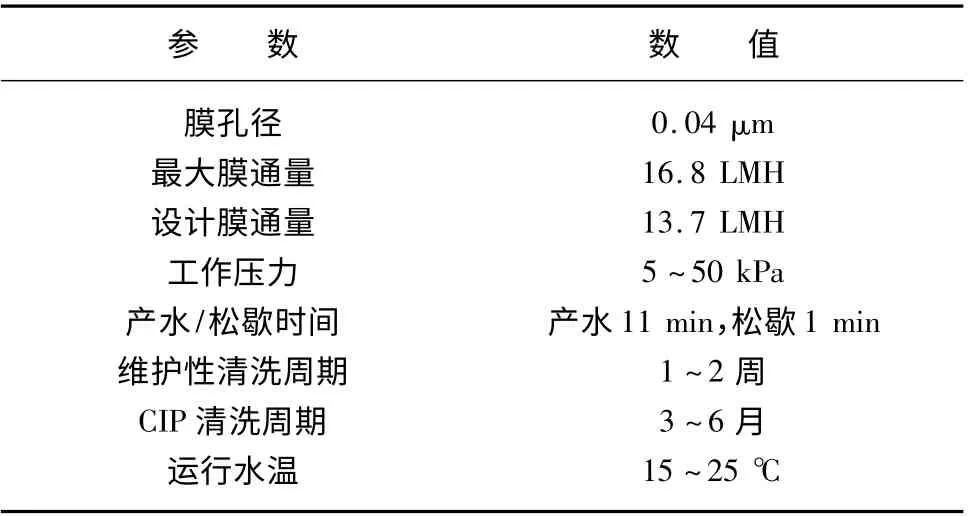
表2 MBR 工艺膜系统设计参数Tab.2 Design Parameters of MBR System
1.2 膜系统运行情况
截至2013 年5 月,该MBR 系统已运行5 年,期间未对膜组件进行更换。系统运行3 年后,产水量出现较为明显的衰减,跨膜压差在单个CIP 清洗周期内增长迅速,运行中需要缩短清洗周期以维持产水量。
1.2.1 产水量及通量
图1 为该膜系统产水量、CIP 清洗周期和平均通量的变化。2008 年5 月~2011 年12 月,该MBR系统能够保持5.3 ×104m3/d 左右的日均产水能力,平均膜通量为13.8 LMH。2013 年上半年,系统日均产水量下降至3.4 ×104m3/d,平均膜通量8.9 LMH,较设计值衰减了43%。

图1 MBR 膜系统运行情况Fig.1 Operation Conditions of MBR System
1.2.2 产水水质
由表1 中MBR 系统出水水质常规指标可知,虽然进水污染物负荷有逐年增高的趋势,但MBR 工艺仍然保证了常规指标的稳定达标。图2 显示了膜产水的SS、浊度及粪大肠菌群指标,这些指标体现着膜本身的截留分离能力。出水的SS 和浊度始终比较稳定,分别小于5 mg/L 和2 NTU。粪大肠菌群自2012 年起有逐渐升高的趋势,但基本小于500 个/L,能够满足出水水质要求。
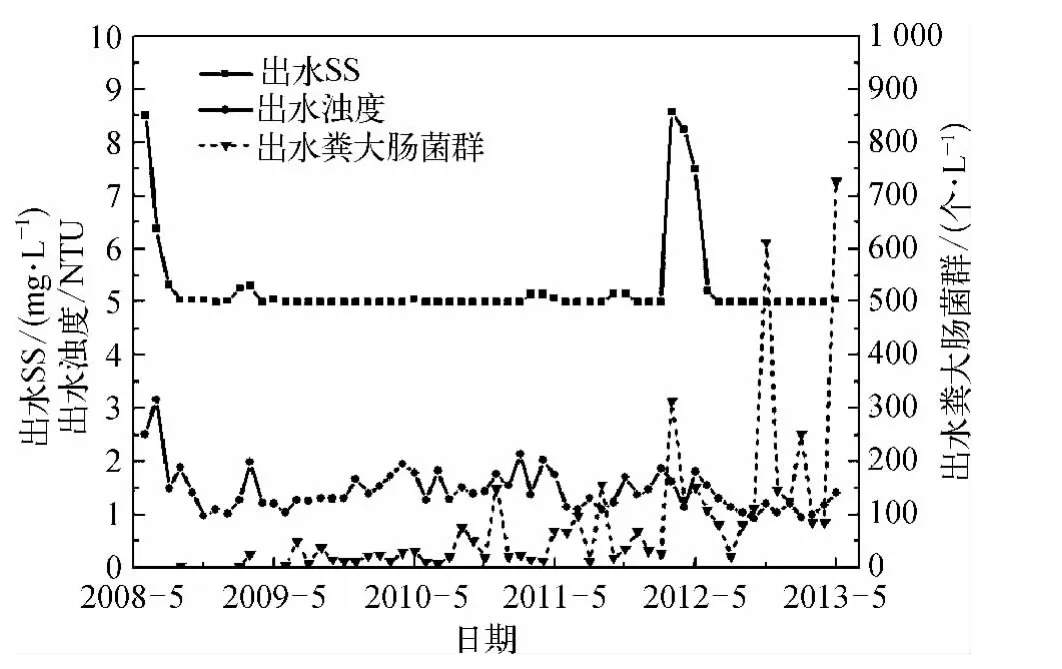
图2 MBR 膜产水水质Fig.2 Water Quality of Membrane Water Production
2 某再生水厂MBR 工艺膜寿命评价方法的研究
2.1 以产水能力和水质判断膜寿命
膜厂商多以膜系统的产水量和产水水质不能达到设计要求作为判断膜寿命的标准。对于该再生水厂而言,仅在2008 年8 月达到了设计日处理量6 ×104m3/d 的要求,随后因进水水量不足未达产,直至2009 年9 月恢复到日处理量5 ×104m3/d 的水平,产水水质始终稳定达标。若依据上述膜寿命概念,得出的膜寿命结论是不合理的。
2.2 透水率衰减预测膜寿命
Fenu 等[8]认为,MBR 水厂的中空纤维膜寿命可以通过透水率的长期变化来估算。本文将透水率的衰减研究应用于再生水厂膜寿命评估,具体方法如下。
绘制再生水厂膜寿命预测图(如图3),该图分别列出了膜系统中的两座膜池在运行5 年期间历次化学在线清洗前后的透水率数据,这些数据已校正到最不利水温(15 ℃)。图中最上方的曲线为化学在线清洗后透水率可恢复的最高值的线性拟合,利用该曲线可追踪膜的不可恢复性污染。两座膜池内膜的不可恢复性污染形成速度分别为0. 056 和0.093 LMH/bar·d。最下方的曲线为膜在严重污堵的情况下在最高操作压力(50 kPa)时的透水率,代表了透水率所能达到的最低值。由于已达到最高操作压力,该曲线以下膜系统无法再透过更多的水量。
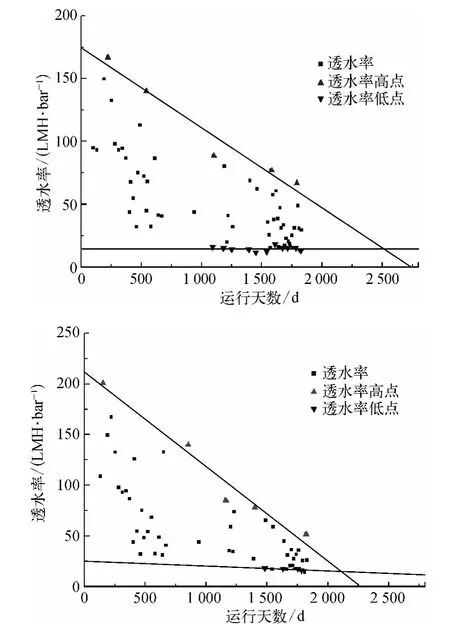
图3 膜寿命预测图Fig.3 Prediction Map of Membrane Life Span
随着化学清洗效率越来越低,上方曲线与下方曲线的间距逐渐缩小,并最终相交于一点。在此点处,无法通过提高操作压力得到更大的通量,也不能通过化学清洗使透水率进一步恢复。因此,此交点可视为实际意义上的膜寿命终点。由图3 可知两座膜池的膜寿命终点分别为运行约2 500 与2 100 d,即5.8 ~6.8 年。
2.3 累积氯接触值法
膜供应商通常会给出膜的最大累积氯接触值,用于衡量在膜使用期限内膜能够承受的累积氯接触量。Memcor 公司就B30R 膜组件给出的最大累积氯接触值为1 000 000 ppm·h。在运行5 年后,该再生水厂的MBR 膜系统的累积氯接触值达到250 000 ~330 000 ppm·h。若按照最大清洗频次,即每膜池1 个月进行两次CIP 氯洗,还能够运行3 ~3.5 年。按此方法得出的膜寿命应为8 ~8. 5 年。而实际上,在达到该寿命年限前,该MBR 膜系统就因不可恢复性膜污染导致的透水率衰减而提前结束使用价值了。因此,累积氯接触值法用于MBR 膜寿命评估并不理想。
2.4 膜性能检测法
膜性能检测是对膜所处状态进行量化的手段,能够最直接表征膜的优劣。膜性能检测法是通过膜性能指标的检测,反映出膜在使用过程中性能的劣化情况,进而根据膜性能判断其是否能够继续使用。
采用0、2.5、5 年为3 个时间点,在2 号、4 号、6号、8 号膜池做化学在线清洗后,从每池中各提取一支膜组件作为检测对象进行膜性能指标检测。检测项目与检测目的如表3 所示。

表3 膜性能检测项目、检测目的与检测装置Tab.3 Test Items,Testing Purposes and Testing Facility of Membrane Performance
2.4.1 膜表面形态
将中空纤维膜丝内表面、外表面、断面制成样品,用扫描电子显微镜成像观测,成像照片如图4 所示。其中,外表面与内表面成像放大5 000 倍,断面成像放大350 ~600 倍不等。
(1)新膜外表面平整光滑,可观察到细小均匀的膜孔,内表面可观察到清晰的海绵状结构。由断面结构可看出膜结构是起过滤作用的表皮层以及起支撑作用的支撑层构成,支撑层与表皮层相接处有分布均匀但大小并不一致的指状水通道。
(2)使用2.5 年后的膜,外表面已覆盖有污染层,局部仍可见细小膜孔,内表面存在少量污染物。
(3)使用5 年后的膜,外表面未见均匀分布的孔径,污染层较厚。表皮层磨损严重,暴露出支撑层的大孔(孔径大于10 μm),过滤精度已不能保证。断面支撑层膜孔状态较好,未见明显污染物沉积。
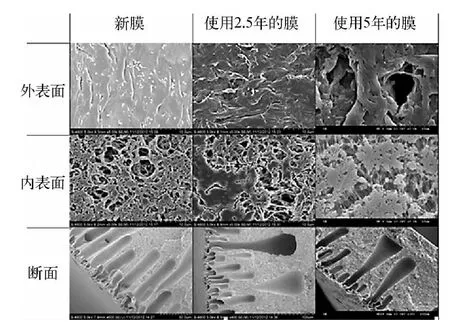
图4 膜表面电镜检测照片Fig.4 SEM Analysis of Membrane Surface
2.4.2 膜组件纯水通量
将新膜组件与使用5 年的膜组件用纯水通量检测装置进行通量检测,检测结果如图5 所示。使用5 年的膜组件透水性能衰减严重,在20 与50 kPa 的跨膜压差下,纯水通量分别为61.6 和92.6 LMH,较新膜组件衰减46.0%和30.7%。

图5 膜组件纯水通量曲线Fig.5 Pure Water Flux Curve of Membrane Module
2.4.3 机械强度
拉伸试验结果如图6 所示。抗拉强度是基于膜丝拉断时所受的最大拉伸力的计算值,反映膜材料的断裂抗力,其值在2.5 年时为1.94 MPa,在5 年时为1.45 MPa,分别下降到初始值(2.20 MPa)的88%和66%。伸长率是膜丝断裂时的长度与拉伸前长度的百分比,体现膜丝抵抗变形的能力,其值在使用5 年后下降了10%。
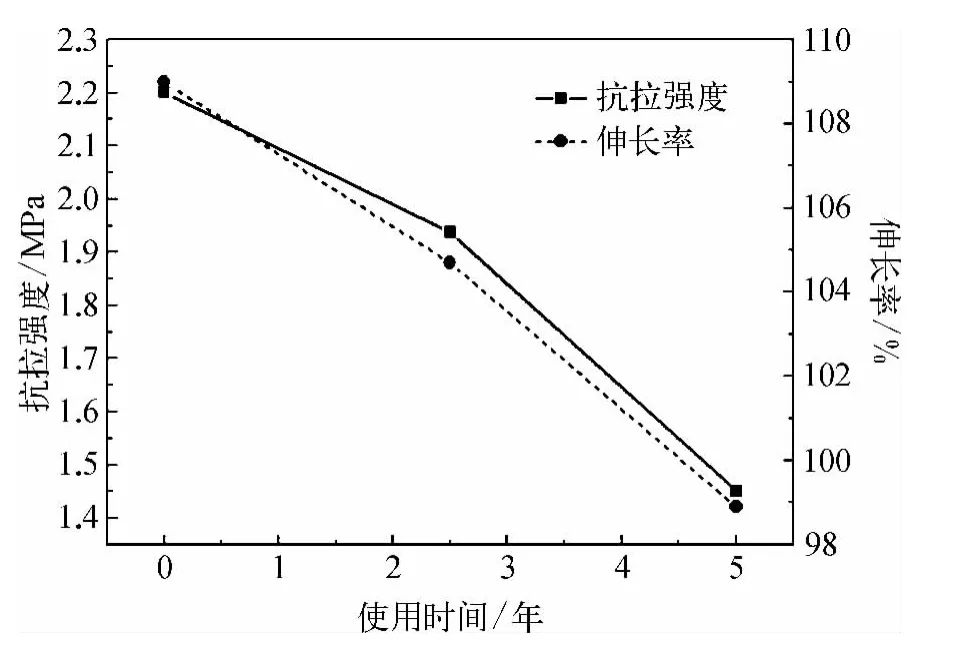
图6 膜的材料力学性能衰减曲线Fig.6 Decay Curve of Membrane Material Mechanical Properties
2.4.4 膜性能检测结论
(1)膜表面由于污染物沉积、水流扰动和杂质摩擦的作用发生膜孔污染和表面磨损。膜的外表面磨损严重,局部表皮层已磨穿,暴露出支撑层,过滤精度已无法保证,但出水水质仍能够满足设计要求。
(2)使用5 年后,膜组件的纯水通量较新膜组件衰减30.7% ~46.0%,直接导致膜系统产水量无法满足设计要求。
(3)膜材料机械性能下降。膜丝抗拉强度下降到初始值的66%,若膜系统继续运行断丝速度会大幅增加,运行风险较大。
由于MBR 膜性能并没有具体的标准规定其在应用中的限值,此外膜性能检测还受到样品检测量和取样代表性的影响,因此用该方法来评估膜寿命目前仅能作为一种辅助手段。在本实例中,基于膜透水性能和机械性能的大幅衰减,以及表面磨损导致过滤精度下降,已存在较大的运行风险,判定该再生水厂MBR 系统的膜寿命已到期,应进行膜组件的更换。
3 结果与讨论
本文从不同的膜寿命概念,用4 种方法对MBR再生水厂的膜寿命进行了评价,并对各方法有以下结论。
(1)以系统的产水能力和产水水质来判断膜寿命不具有通用性。对于某些设计能力不足或上游来水不稳定的膜系统,该方法就不适用。此外,对于进水超标、突发异常膜污染等运行事故,产水水量和水质短时无法达到要求,也不能就此得出膜寿命到期的结论。
(2)透水率衰减法对预测膜寿命具有指导意义。对于一个稳定的膜系统,随着运行时间的增加,膜的不可恢复性污染逐渐积累,最直接的体现就是透水率衰减。利用透水率衰减曲线来反映膜的不可恢复性污染和膜有效过滤面积的缩小是可行的。
(3)根据累积氯接触值法能够得出一个膜寿命的期待值,但该值通常远超出膜的实际使用年限,因此用于预测膜寿命并不理想。随着累积氯接触值的增大,膜丝与膜组件框架之间的结合逐渐减弱,膜丝容易脱出膜组件框架造成断丝,膜丝的机械性能也会衰减[10]。但在达到最大累积氯接触值前,膜就因为不可恢复性污染等原因失去了使用价值。
(4)膜性能检测法可以作为判断膜寿命的一种方法。膜性能检测能够定量地反映出膜丝各方面的性能变化。对长期运行的膜进行周期性的跟踪检测,能够帮助运行人员对膜丝状态有更直观的了解,也有助于规避运行中的潜在风险。但由于业内尚缺少相关膜性能指标限值的标准,以及受样品检测量和取样代表性的限制,此方法仅推荐作为判断膜寿命的辅助手段。
[1]李志东,李娜,张洪林. 膜生物反应器(MBR)处理废水的研究进展[J].净水技术,2007,26(1):18-22.
[2]陈俊平,杨昌柱,葛守飞,等. 膜生物反应器在污水处理过程中的膜污染控制[J].净水技术,2005,24(3):38-44.
[3]杨琦,尚海涛,王洪臣,等.一体式膜生物反应器处理生活污水的中试研究[J]. 环境污染治理技术与设备,2006,7(9):134-138.
[4]Bart Verrecht,Thomas Maere,Ingmar Nopens,et al. The cost of a large-scale hollow fibre MBR[J]. Water Research,2010,44(20):5274-5283.
[5]GB/T 20103—2006,膜分离技术术语[S].
[6]HJ 2528—2012,中空纤维膜生物反应器组器[S]. 北京:中国环境科学出版社,2012.
[7]CECS152:2003,一体式膜生物反应器污水处理应用技术规程[S].
[8]A. Fenu,W. De Wilde,M. Gaertner,et al. Elaborating the membrane life concept in a full scale hollow-fibers MBR[J].Membrane Science,421-422(2012):349-354.
[9]GB/T 25279—2010,中空纤维帘式膜组件[S]. 北京:中国标准出版社,2010.
[10] P. Cote,Z. Alam,J. Penny. Hollow fiber membrane life in membrane bioreactors (MBR)[J]. Desalination,2012,288(13):145-151.
