电絮凝工艺及其在难降解有机废水处理中的研究进展
2014-03-20朱水平马晓云刘玉玲林生岭
李 艳,朱水平,马晓云,刘玉玲,林生岭,陆 君
(江苏科技大学生物与化学工程学院,江苏镇江212003)
有毒有机物因为存在强化学键,在水中难以降解,且本身的毒性又导致难以驯化有效的菌类对其进行生物处理,因此成为废水处理研究中的难点与热点.生活中的废水来源较广泛,涉及到石化、皮革、染料和造纸等工业领域,同时由于其化学成分存在极大的差异,会严重污染环境,因此如何处理废水成了需要迫切解决的科学问题.近年来,电化学技术逐渐被应用于有毒有机物废水处理领域,其中电絮凝技术作为电化学技术的一个重要分支,因在处理废水过程中无需加入其他化学试剂,产生的污泥量少,且易于脱水,泥渣少而密实,并且设备体积和占地面积小,更是被广泛关注.
1 电絮凝处理法
电絮凝过程是电化学反应、传质、气浮等多种因素相互耦合的过程.在外加电场作用下,可溶性阳极产生金属阳离子,与此同时阴极电解水产生OH-,二者在本体溶液中相互结合产生金属氢氧化物和多羟基配合物,最终形成氢氧化物絮体.一部分吸附废水中的有机物后沉入水底,另一部分则吸附在阴极所产生的H2气泡上,在气浮作用下升至水面.整个电絮凝过程可简单理解为电解絮凝、电解气浮以及电解氧化还原作用的结果.
可溶性阳极板失电子生成的金属阳离子在电极表面与水分子形成水合离子,进而形成单核和多核水解物,最终形成了表面有-OH的絮体.絮体再通过网捕、吸附架桥、电性中和等作用对难降解的有机物进行吸附并聚合沉淀,完成整个电解絮凝的过程.与此同时,水体中的H+在阴极板上得到电子后产生大量的H2,水体中污染物絮体附着在这些小气泡上,通过气浮作用升至溶液表层,与电解絮凝协同作用使溶液中的固液组分得到很好的分离,提高有机物的去除率.电解氧化还原涉及到污染物自身的氧化还原以及水中产生的氧化剂和还原态[H]对其产生的氧化还原效果,但此过程中氧化剂和[H]的产量很少,所以实际上电解氧化还原作用去除污染物的效果远低于絮凝和气浮的作用.整个电絮凝过程的基本原理见图1.
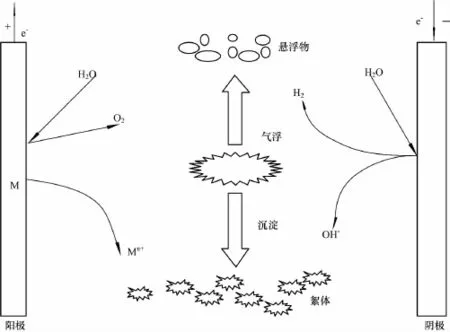
图1 电絮凝基本原理Fig.1 Basic principle diagram of EC
2 电絮凝过程在水处理中的应用
从20世纪90年代开始,电絮凝技术被应用于废水处理领域,因其自身的多种优势已被越来越多的专家学者所关注.大量的研究数据表明:电絮凝技术用于处理有机废水效果显著,特别是对一些难以降解的有机废水的色度、COD等均有较高的去除效果.
2.1 染料废水
染料通常都含有苯环或偶氮基团,使其具有毒性和高致癌性,因此即使废水中含有很少量的染料,如不加以处理而直接排放都会严重污染环境.电絮凝过程可以有效破坏染料中的偶氮基团,同时产生的吸附剂絮体可以吸附废水中的染料,达到脱色效果.但是染料结构复杂,所含的发色基团较多,废水的色度高,这些因素导致染料废水的处理工艺较复杂,也致使目前电絮凝技术对染料废水的处理欠缺普适性.多数研究者把注意力集中在选取一些典型的染料废水进行研究,随着工艺研究的深入,实验研究的方向会逐步转向羟基自由基对染料的作用上.

图2 甲基橙的化学结构式Fig.2 Chem ical structural formula ofmethyl orange
文献[1]用电絮凝工艺处理模拟甲基橙(其化学结构式见图2)废水,同时在反应器底部外加3种不同方向的磁场,使溶液中的离子传质与磁场作用力相结合,借助磁场力量加速离子传质效果,使阴阳两极所产生的离子在溶液中更容易结合,形成絮体吸附剂,有利于污染物的吸附.结果表明:外加有利的磁场可以有效提高甲基橙的去除率,同时可降低反应过程中的能耗.文献[2]中的处理对象是活性红120染料废水,研究者选择加入支持电解质,以期提高原水的电导率,加快离子的传质,同时降低电解槽的槽电压,减少能耗.结果表明:在NaCl支持下,活性红120的脱色率有了显著提高.
2.2 皮革废水
皮革厂的废水中除了含有高浓度的氯化物以及大量的芳香族化合物外,还有许多染料和酸盐,这些都给处理皮革废水带来了困难.文献[3]用电絮凝方法处理制革废水时,用计算机模拟数据,用理论引导实验,实验验证理论.理论数据与实验结果均显示,当以铝和铁两种电极材料做对比时,铝电极对废水中的BOD去除率可达到90%以上.
2.3 屠宰废水
屠宰物本身的血液、油脂、蛋白质以及屠宰残留的血液和排泄物导致废水的BOD、COD、氮磷的含量均很高.屠宰中各个步骤产生的废水种类不同,以及屠宰物本身的各异性,均导致此类废水成分复杂,使得目前的电絮凝技术对这类废水的处理存在一定的局限性,国内外许多研究者正积极寻找一种高效利用电絮凝技术的方法,对此也进行了大量实验,并取得了一定成效.文献[4]中研究者采用双电极连接方式,选取铁、铝两类电极材料,对土耳其当地的宰鸡场废水进行处理,研究不同工艺参数如初始pH值、电极材料、电流密度以及反应时间对废水COD和油脂去除率的影响.通过比较不同工艺参数,最终确定铁电极的处理效果更好.但是研究者只进行了工艺研究,对电絮凝的具体反应机理则未做出深入探究.文献[5]将整个电絮凝过程作为一种后处理手段,在生物法(UASB)之后进一步净化水质.结果表明:电絮凝工艺在与其他工艺相结合的情况下也能表现出很好的效果.经过电絮凝后处理后的废水中的COD去除率达到90%,脱色率为92%.
2.4 造纸废水
造纸过程中的制浆工艺会产生大量难降解的污水,俗称“黑水”.传统工艺对其处理效果有限,近年来有不少专家学者将对废水处理工艺的关注转移到电絮凝技术上来.文献[6]用电絮凝方法处理造纸厂排出的废水,采用铝、铁两类电极对其进行处理,比较了两种电极材料在同等条件下对废水处理率的影响,同时研究者采取连续式反应的操作形式,增加了单位时间内被处理废水的体积量,为由实验室模式转向工厂化形式做基础.文献[7]用电絮凝方法处理造纸废水,探究不同的电极组合形式下,絮体的产生量及其吸附性能的不同,进而研究了整个电絮凝过程中电化学反应步骤对原水COD、色度去除的影响.
3 电絮凝工艺的研究进展
相对于传统处理方法而言,电絮凝处理法有着很多优点,同时也存在着一些缺点:1)通常使用的阳极材料是可溶性的,导致电极材料的不断消耗,需要定期更换极板,造成浪费并使得操作过程复杂;2)消耗电能;3)电极表面易钝化,降低了废水的处理效率以及电能的利用率;4)易发生浓差极化和电化学极化;5)为降低电解液的阻抗,有时需要添加电解质以提高电导率.
基于电絮凝技术的这些缺点,需要不断改进与完善这种工艺,对电源形式、极板材料以及多种工艺联合的研究是当前的主要研究方向.
3.1 改变电源形式
用脉冲电源替代直流电源,施加脉冲信号使电极板上的反应间断进行,形成“通-断-通”的模式,这种模式能使离子在“断”时得到很好地扩散,在一定程度上缓解了电解液中的浓差极化现象,能耗也随之降低.此外使用脉冲电源使两极极板在反应过程中均可溶解,在两极板上交替产生阳离子,促进金属离子与所形成的胶体之间的作用.同时极板的阴阳极性的不断更替也可以有效防止电极的钝化.双脉冲波形见图3,图中+jp为正向脉冲峰值电流;-jp为反向脉冲峰值电流;ton为峰值电流导通时间;toff为峰值电流关断时间;T为一个脉冲通断周期,T=ton+toff;TF为一组正向脉冲工作时间;TR为一组反向脉冲工作时间;TF+TR为正反脉冲换向的一个周期.结果表明:采用脉冲电源可以有效防止电极钝化,并且可以降低能耗[8].用脉冲电源处理染料废水时,废水中的COD和色度得到有效去除,同时能耗显著降低[9].
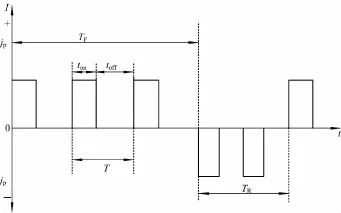
图3 双脉冲电流波形示意图Fig.3 Schematic diagram of double pulse current waveform
3.2 使用新型电极材料
电絮凝工艺处理废水时通常采用铁或铝作为电极材料,但是它们在反应过程中极易溶解且稳定性差、不耐腐蚀.阳极材料在反应过程中被不断消耗给废水处理带来了很多不便也造成了资源浪费,因此寻找新型耐溶解电极是解决这一问题的一种行之有效的方法,其中发现的一种新型电极是活性炭纤维-铁复合电极.文献[10]中用自制的电解槽对苯酚废水进行处理,阳极材料为活性炭纤维加铁板,阴极材料为不锈钢,阳极上的活性炭纤维不仅有吸附作用,同时兼具催化与导电性能,从而大大提高了苯酚的去除率.此外,三维电极的研究也为电极材料的改进提供了相当大的空间.三维电极(也称填充电极)反应器是在普通二维电解槽中装填很多颗粒状的电极材料,在通电情况下不仅正负极的两块极板在工作,这些粒状材料的表面也会在电场的作用下带电而形成小的电极板,从而在其表面也会发生电化学反应.与传统的二维电极相比,三维电极的数目增多加快了电化学反应,同时填装颗粒形成的微电极间的距离小,离子在溶液中的传质效果得到提高,进一步促进了反应[11].
3.3 优化反应器结构
电絮凝工艺处理废水的主反应是在电解槽中进行的,因此不同的电解槽结构会影响废水处理效果.传统电絮凝反应器通常是间歇的平板式反应器,这给每次反应后电解槽以及电极板的清洗带来了很大不便,同时由于电解过程中所涉及到的传质过程要求电解液中的离子运动速度比较快,以防止出现浓差极化以及电化学极化等不利现象,因此可将优化电絮凝过程的反应器结构作为提高废水处理效率的方法之一.近年来有人提出了模块化电解装置,根据所处理的水量以及水质情况对电絮凝单元的数量进行调节,同时阴阳极板上设有通水孔,在电解的同时可以对极板进行很好的清洗,有效缓解电解过程中电极的钝化现象[12].为了加快反应器内的传质,文献[13]采用气升式反应器,电解液中的阴阳极板是直径不同的圆柱,在两极板之间的圆环中由下而上通入空气,加快离子的扩散和对流,提高反应效率,节约电能.文献[14]用填充床式反应器处理纺织废水时,在极板选择上,阳极板舍弃了常用的板式结构,而是选择用铁丝缠绕成线圈柱,结果显示仅反应10min废水的脱色率就超过了90%,同时研究发现整个过程的电能消耗降低.
3.4 结合其他工艺
单一使用电絮凝工艺处理废水有时可能达不到处理标准,或者仅仅使用电絮凝工艺处理废水的费用较高,在此情况下多种工艺相结合的方法可以达到低耗费高效率的处理效果.因此将电絮凝技术与其他废水处理技术相结合是研究发展方向之一.电絮凝-活性炭相结合,活性炭是良好的吸附剂,属于深度废水处理技术,利用活性炭的吸附作用完成对废水的二级处理,从而提高处理效率.研究者们利用这种联合工艺处理电镀废水以及感光废水时,对重金属离子以及COD均有较好地去除效果,处理后的水质可达到国家排放标准[15].电絮凝-微电解联合工艺,微电解法作为废水的前处理阶段,电絮凝技术与其耦合后可进一步提高废水的处理效率.微电解技术不消耗电能,设备简单,操作方便,电絮凝工艺处理废水时对水质的pH值要求较高,利用微电极技术作为前处理可在一级处理后提高水质的pH值,使得作为二级处理的电絮凝工艺对废水处理更容易,效果更好[16].文献[17]采用电絮凝-膜生物反应器(MBR)组合工艺深度处理石化工业废水时,得到的结果显示石油类的去除率均在70%以上,生物需氧量和氨氮的去除率也超过80%,出水水质已达到相关标准.
4 结论
电絮凝工艺作为一种环境友好型电化学水处理技术,具有处理范围广、可操作性好、工艺简单、无需添加化学试剂以及不会造成二次污染等优点.基于这些优点,电絮凝技术得到了广泛关注的同时也得到了很好的应用.但目前仍存在一些制约电絮凝技术发展的因素,针对这些问题科学家们对电絮凝技术进行了不断改进,并取得了一定成效,使电絮凝工艺在一定程度上得以优化.在未来的研究中,可开发价廉高效、适应性强的与电絮凝技术优势互补的复合水处理技术,结合多种工艺间的优点,扬长避短,进一步改善水质处理效果,扩大应用范围.与此同时,需在研究电絮凝工艺参数的基础上加大对其机理的探究,提高电絮凝技术的普适性,有利于电絮凝工艺更好地用于废水处理等领域.
References)
[1] Mohamed S,Farah JY,Farrag T E.Enhanced removal ofMethylene Blue by electrocoagulation using iron electrodes[J].Egyptian Journal of Petroleum,2013 (22):211-216.
[2] Senthil Kumar P,Umaiyambika N,Gayathri R.Dye removal from aqueous solution by electrocoagulaion process using stainless steel electrodes[J].Environmental Engineering and Management Journal,2010,9 (8):1031-1037.
[3] Benhadji A,Ahmed M T,Maachi R.Electrocoagulation and effect of cathode materials on the removal of pollutants from tannery wastewater of Rouïba[J].Desalination,2011,277:128-134.
[4] Kobya M,Senturk E,Bayramoglu M.Treatment of poultry slaughterhouse wastewaters by electrocoagulation[J].Journal of Hazardous Materials,2006,133: 172-176.
[5] Yetilmezsoy K,Ilhan F,Zengin Z S,et al.Decolorization and COD reduction of UASB pretreated poultry manure wastewater by electrocoagulation process:a post-treatment study[J].Journal of HazardousMaterials,2009,162:120-132.
[6] Uˇgurlua M,Gursesb A,Doˇgarc C,et al.The removal of lignin and phenol from papermill effluents by electrocoagulation[J].Journal of Environmental Management,2008,87:420-428.
[7] Katal R,Pahlavanzadeh H.Influence of different combinations of aluminum and iron electrode on electrocoagulation efficiency:application to the treatment of paper mill wastewater[J].Desalination,2011,265: 199-205.
[8] Ashtoukhy E,Amin N K.Removal of acid green dye 50 from wastewater by anodic oxidation and electrocoagulation-a comparative study[J].Journal of Hazardous Materials,2010,179:113-119.
[9] 陈意民.脉冲电絮凝处理难降解染料废水的研究[D].上海:上海交通大学,2009.
[10] 郑春燕,易芬云,陈水挟.活性炭纤维电极法处理含酚废水的研究[J].功能材料,2007(3):451-454.
Zheng Chunyan,Yi Fenyun,Chen Shuixie.Study on treatment of thewastewater containing phenolwith ACF electrode method[J].Functional Materials,2007 (3):451-454.(in Chinese)
[11] 何国建,刘晓波,汪德爟.三维电极法处理印染废水[J].化工环保,2004,24(2):124-127.
He Guojian,Liu Xiaobo,Wang Deguan.Treatment of dyeing wastewater by three-dimensional electrode Process[J].Environmental Protection of Chemical Industry,2004,24(2):124-127.(in Chinese)
[12] 叶松树,江湧潮.模块化电絮凝装置:中国,202688049[P].2013-01-23.
[13] Hansen H K,Schippacasse I,Grandon R,etal.Electrocoagulation in wastewater containing arsenic:comparing different process designs[J].Electrochimica Acta,2007,52:3464-3470.
[14] Un U T,Aytac E.Electrocoagulation in a packed bed reactor-complete treatment of color and cod from real textile wastewater[J].Journal of Environmental Management,2013,123:113-119.
[15] 安众一.电絮凝-活性炭吸附法处理电镀废水的研究[D].黑龙江哈尔滨:哈尔滨工业大学,2010.
[16] 杨津津.微电解-电絮凝耦合技术处理含重金属铅锌冶炼废水的研究[D].云南昆明:昆明理工大学,2012.
[17] 李亮,阮晓磊,陈军,等.电絮凝-MBR组合工艺深度处理石化工业废水的研究[J].工业水处理,2010,30(4):59-62.
Li Liang,Ruan Xiaolei,Chen Jun,etal.Deeply treatment of petrochemical wastewater by electrocoagulation-MBR technology[J].Industrial Water Treatment,2010,30(4):59-62.(in Chinese)
