二极管自动生产线报警系统设计
2014-03-16杭州市萧山区高级技工学校李震球
杭州市萧山区高级技工学校 李震球
1.概述
二极管的应用非常的广泛,目前,国内绝大多数工厂使用的二极管生产线报警系统都是完全继电控制的老式设备。这种老式设备生产效率低,能耗大,生产质量完全依赖操作人员的经验,很不稳定,在实行市场经济的条件下,生产效率和产品质量决定着企业的存亡,工厂要提高经济效益,必须提高生产效率,降低消耗,提高产品的质量等级,使得工厂有对二极管生产线报警的控制方式进行技术改造的迫切需要。一种以微电脑技术为核心的自动控制装置的可编程逻辑控制器(PLC),被广泛应用于控制领域。本系统设计采用PLC来改造老式二极管生产线报警系统的控制,使系统具有稳定性和便捷性。
随着科学技术的发展,电器控制技术在各领域,特别是机电控制领域取得了长足的发展,也得到了越来越多的应用。可编程控制器(PLC)的应用使电器控制技术发生了根本的变化。工业上一般的二极管自动生产线报警系统控制是由继电器控制的,不仅控制不稳定,而且容易产生误差,这种误差很大也不可避免,致使工作效率低,资源利用率低。目前,对报警系统控制有多种改良设计,本文所述设计是基于PLC控制的自动生产线报警系统的设计,是根据工业具体要求编制程序进行报警控制,较好地提高了工作效率,减少报警误差,提高了资源利用率,在未来的工业发展中,二极管自动生产线的研究慢慢地走向人性化、自由化和便利化,因此,自动生产线报警系统的设计还存在非常广阔的研究价值。
2.二极管自动生产线工艺和控制要求
2.1 二极管生产工艺
二极管生产工艺包括焊接、酸洗、模压、印字、机包、外拣、包装。
(1)焊接
辅助工序有排向、装填、进炉、出炉转换组成。
工艺目的:利用焊片通过一定温度,使芯片与金属引线连接,形成欧姆触角。
(2)酸洗
酸洗工艺目的:利用各种酸和水,对芯片P-N结周围边缘表面进行化学腐蚀,以改善机械损伤,祛除表面吸附的杂质,降低表面电场,使P-N结的击穿首先从体内发生,以获得于理论值接近的反向击穿电压和极小的表面漏电流。
(3)模压
工艺目的:使管芯与外界环境隔离,避免有害气体的侵蚀,并使表面光洁和具有特定的几何形状,起到保护管芯、稳定表面、固定管芯内引线,提高二极管机械强度,方便客户使用的作用。
(4)印字
既增加油墨的附着性;加固印字牢固,以便测试。
(5)引直
通过人工或机器引直,使管子引线平直,无明显弯曲,以便测试、印字、包装和使用。
(6)外拣
将外观不良品捡出,防止电性合格而外观不合格产品流入客户处使用。
(7)自动包装
按标准或要求对经过分类包装的产品进行产品包装,起到便于存储和运输的作用。
2.2 二极管生产线报警系统控制要求
(l)为了适应对自动生产过程的控制以及操作方便的需要,本系统设计点动控制和自动控制两种工作方式。
(2)应具有对这两种工作方式的自由选择功能。
(3)为了避免程序混乱和发生机械碰撞事故,在同一时间内原能选择一种工作方式。
3.二极管生产线报警系统控制的硬件组成
3.1 可编程控制器的选择
可编程控制器是一台专为工业环境应用而设计制造的计算机。它具有丰富的输入/输出接口,并且具有较强的驱动能力,但可编程控制器产品并不针对某一具体工业应用,在实际应用时,其硬件需根据实际需要进行选用配置,其软件需根据控制要求进行设计编制[3]。
本系统选用S7-200系列PLC,硬件系统的配置方式采用了整体式和积木式,即主机包含了一定数目的输入/输出(I/O)点,同时还可以扩展I/O模块和各种功能模块。

图3-1 二极管自动生产线报警系统I/O分配图
3.2 传感器的选择
光电传感器是通过把光强度的变化转换成电信号的变化来实现控的。光电传感器在一般情况下,有三部分构成,它们分为:发送器、接收器和检测电路。

图3-2 光电传感器工作原理
发送器对准目标发射光束,发射的光束一般来源于半导体光源,发光二极管(LED)、激光二极管及红外发射二极管。光束不间断地发射,或者改变脉冲宽度。接收器有光电二极管、光电三极管、光电池组成。在接收器的前面,装有光学元件如透镜和光圈等。在其后面是检测电路,它能滤出有效信号和应用该信号。
3.3 二极管生产线报警系统的结构
(1)二极管自动生产线报警系统的组成
二极管自动生产线报警系统的组成主要是由自动生产线和报警系统组成的,其中生产线是由两个主电动机带动链条传送的,既可以自动控制,也可点动控制;报警系统是由光电传感器检测到生产线的错误而发错报警,主要有:
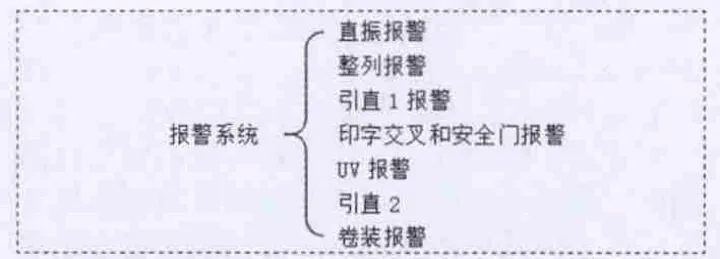
图3-3 二极管自动生产线报警系统组成
(2)报警系统的结构(如图3-2所示)

图3-4 二极管自动生产线报警系统结构图
4.二极管自动生产线报警系统程序流程图及报警画面的绘制
4.1 二极管报警程序流程图

图4-1 二极管报警程序流程图
4.2 二极管自动生产线报警系统基于WinCC的控制界面

图4-5 PC自动切板机控制界面图
5.结论
在二极管自动生产线控制系统的设计中,主要运用了PLC技术,它是微机技术与传统的继电接触控制技术相结合的产物,它克服了继电接触控制系统中的机械触点的接线复杂、可靠性低、功耗高、通用性和灵活性差的缺点。该报警系统操作方便简单、智能化程度高,能够很好的适应工业生产的需要,目前该系统已经投入使用,实现了较好的经济效益。
[1]廖常初.PLC编程及应用[M].北京:机械工业出版社,2000:42-75.
[2]鲁远栋.PLC机电控制系统应用设计技术[M].北京:电子工业出版社,2006:135-145.
[3]朱熹林,陈海霞等.机电一体化设计基础[M].北京:科学出版社,2004:152-174.
[4]郭宗仁等.可编程控制器应用系统设计及通信网络技术[M].北京:人民邮电出版社,2002:159-174.
[5]赵玉刚,熊田忠,等.数控技术[M].北京:机械工业出版社,2003:105-169.
[6]周军,海心.电气控制及PLC[M].北京:机械工业出版社,2001:80-100.
[7]赵士滨.现代电工技术疑难解答[M].广州:广东科技出版社,1994:45-47.
[8]SIEMENS公司.SIMATIC S7-200可编程控制器系统手册,2000.
[9]李道霖,主编.电气控制与PLC原理及应用(西门子系列)[M].北京:电子工业出版社,2009:16-20.
