流程管理在漆包线线径检测中的应用
2014-03-14鸣张宏建浙江大学露笑科技股份有限公司
姜 鸣张宏建/ . 浙江大学,2. 露笑科技股份有限公司
流程管理在漆包线线径检测中的应用
姜 鸣1,2张宏建1/ 1. 浙江大学,2. 露笑科技股份有限公司
漆包线的线径是影响其电性能的一个重要参数。通过提出漆包线线径质量全流程管理的概念,设定了关键质量监控点位置的选择方式、全流程监控模式下的测试点三要素(数量、位置和时间)、监控策略的选择原则和转移规则,使漆包线线径检测设备具备动态调节能力,是漆包线线径在线、实时检测方法研究上的一个管理性创新。
漆包线;流程管理;质量检测
0 引言
目前,漆包线生产普遍采用自动化、流水线式作业方式,这就决定漆包线线径检测也必须要具备在线、快速、实时的特征。更为重要的是,质量控制不能也不应该仅仅是围绕着某个点进行检测,而是应该进行系统化、全流程考虑。本文根据漆包线生产流程的特点,融合现代质量管理理念,提出了全流程质量监控模式,一方面可减少误报和漏报错误发生的概率,另一方面也可动态调节漆包线线径检测设备的工作时间,以提高使用效率。
1 两类错误
在漆包线线径检测过程中,容易出现两类判断错误。第一类是误判,即当漆包线线径符合产品质量要求时,判断为超差,拒绝接受。第二类是漏判,即当漆包线线径不符合产品质量要求时,判断为合格,放行产品。
图1给出了这两类错误的关系。
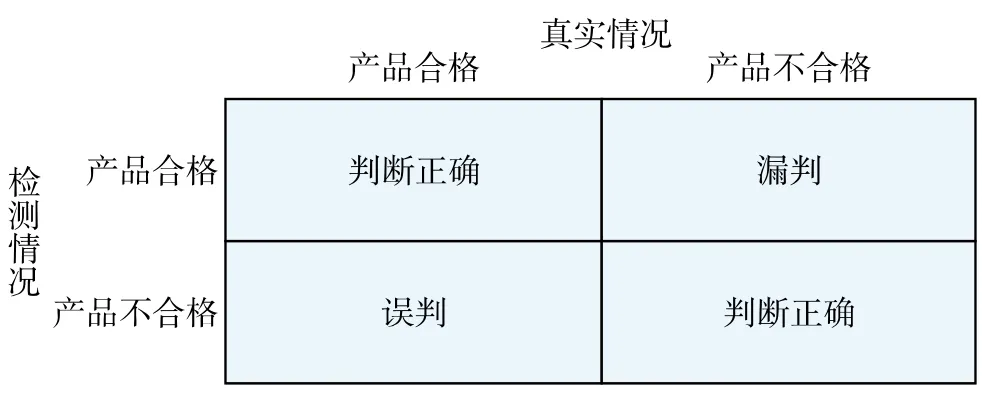
图1 两类错误
对企业而言,误判和漏判都会造成不利的影响。误判会导致生产作业过程停止,影响生产进度执行,增加检测人员工作量,更会使检测人员对检测结果的可靠性产生怀疑,导致当检测结果出现超差时,不一定会立即采取相应的质量应对措施。漏判会导致不合格产品的放行,最终导致整批次产品报废,既增加企业生产成本,造成资源浪费,又打乱企业生产进度,耽搁产品出厂时间。因此这两类错误都要控制其发生的概率。
2 关键质量监控点
漆包线在生产过程中,需要通过多个导轮进行方向导引。图2给出两个导轮的示意图。

图2 线径检测点的选择
在两个导轮之间,有三种不同的漆包线线径检测位置,分别位于导轮正上方(点A1和点A5)、导轮附近(点A2和点A4)和导轮中间位置(点A3)。
漆包线在运行过程中,由于线径很细,且两个导轮也不能将漆包线拉得过紧,否则会发生断丝现象,因此很容易引起漆包线的振动。随着导轮间距的扩大,漆包线的振动会越发激烈。在这三种位置处,点A1和点A5因与导轮接触,会最大限度削弱振动的影响。点A3位于中间位置,是受振动影响最大的点,也是振幅最为明显的点。点A2和点A4靠近导轮附近,会有振动,但要明显小于点A3。
从消除或削弱振动对检测结果的影响考虑,将点A1和点A5作为漆包线线径检测点是最为理想的情况。此时,基本可以忽略振动现象对测试结果的干扰。但是,生产设备的机械结构限制了漆包线线径检测设备不能安放在这两点上,否则会影响到正常生产的进行。若是对生产设备进行技术改造,一方面具有一定的技术难度,另一方面也会增加企业的生产成本。
从安装位置的方便性考虑,点A3是最为理想的检测点。在这个点上,漆包线线径检测设备对生产流程造成的影响最小。但点A3处漆包线的振幅最大,对检测设备的性能要求最高,发生误判或漏判的概率也最大。
综合考虑上述两方面因素,最为理想的漆包线线径检测点为点A2和点A4。
3 全流程监控
在确定关键质量检测点后,漆包线线径检测也不能仅仅只是检测一个点就做出判断,而是应该进行全流程的多点监控。在综合考虑多点检测结果后,才能做出准确的判定,避免误判和漏判现象的发生。
3.1 测试点数量的确定
在对同一条生产线上的一批漆包线进行线径检测时,应进行多点的测量。检测点数量太少,会影响到测量数据的准确性;检测点数量太多,投入的成本与测量数据准确性提高的效果不成比例,会增加企业经营成本,如设备费、维护费、人工费等。借鉴检测领域内的通行做法,取三个关键质量点作为最佳测试点。
3.2 测试点位置的确定
三个关键质量测试点的位置如果太接近,检测设备的布局容易出现干扰,同时也会影响到检测人员的作业;如果太远,会增加检测人员作业时间和距离。建议每两个关键质量检测点要相隔两个导轮(图3)。
3.3 测试点时间的确定
有两种策略可以实施。第一种策略是选取同步的测试时间,即在三个关键质量测试点上同时进行测试;第二种策略是选取异步的测试时间,即在三个关键质量测试点上采样的时间有差异。
对于第一种策略,设定测试时间为t,则在t时刻获得的三个关键质量测试点数值如下:
yB1—t时刻,测试点B1获得的漆包线线径尺寸数值
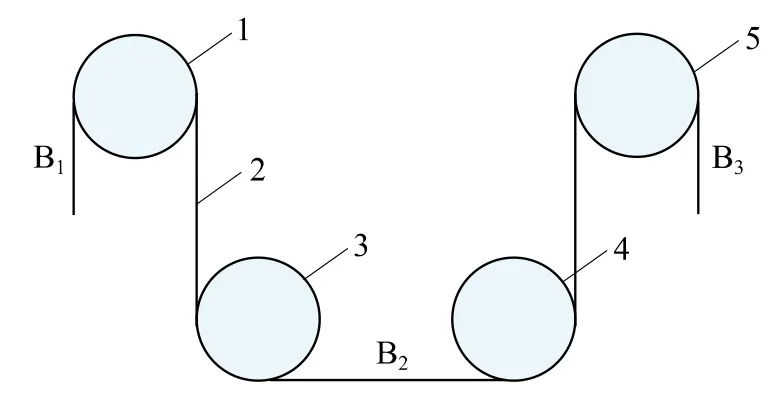
图3 全流程监控的示意图
yB2—t时刻,测试点B2获得的漆包线线径尺寸数值
yB3—t时刻,测试点B3获得的漆包线线径尺寸数值
则在t时刻检测到的漆包线线径为
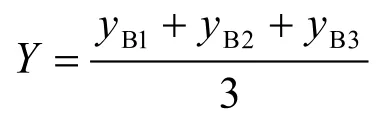
显然,点B1、点B2和点B3测量得到的漆包线线径属于不同的检测位置,即是这一段漆包线线径的算术平均值。
对于第二种策略,设定点B1的采样时间为tB1。根据漆包线生产流程的运行速度,分别计算出点B1到达点B2的时间tB2和点B1达到点B3的时间tB3。三个关键质量测试点B1、点B2和点B3分别按照时刻tB1、tB2、tB3进行测量,得到三个测试数值如下:
y′B1—tB1时刻,测试点B1获得的漆包线线径尺寸数值
y′B2—tB2时刻,测试点B2获得的漆包线线径尺寸数值
y′B3—tB3时刻,测试点B3获得的漆包线线径尺寸数值
则在tB1时刻测量得到的漆包线线径为

从时刻tB1、tB1和tB3的取值定义来看,点B1、点B2和点B3测试得到的数值是漆包线同一点的线径,即漆包线上的某一点依次流经点B1、点B2和点B3时分别测得的线径。也就是说,Y′是漆包线上某一点线径的算术平均值。
这两种测试点时间选取策略适用于不同的漆包线规格,如表1所示。

表1 测试点时间的选取
4 监控策略
给出漆包线线径质量的分区方案(图4)。
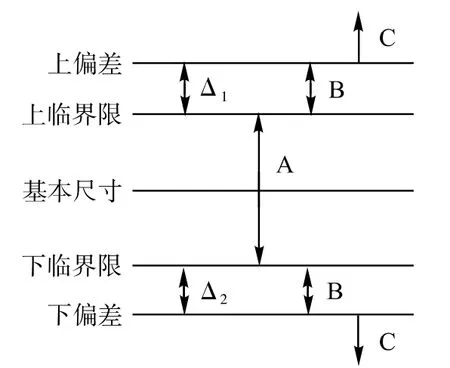
图4 漆包线线径质量分区
上临界阈值Δ1和下临界阈值Δ2表明漆包线线径分别接近上偏差或下偏差的程度。根据漆包线品种和质量要求的不同, Δ1和 Δ2可以相同,也可以不同。
A类质量区位于上临界限和下临界限之间,表明该区域内漆包线的线径偏离基本尺寸不远,可以充分接受。B类质量区位于上偏差与上临界限之间,以及下偏差与下临界限之间,表明该区域内漆包线的线径已经接近偏差的极限,是误报错误发生的重点区域。C类质量区位于上偏差和下偏差之外,表明该区域内漆包线的线径已经超过规定的质量要求,是漏报错误发生的重点区域。
漆包线线径的监控策略可分为正常监控、加严监控和放宽监控三种。正常监控是指漆包线的线径落在B类质量区时,表明此时漆包线的线径质量处于企业正常生产水平状态,应按照既定的监控方式进行测试点检测。放宽监控是指漆包线的线径落在A类质量区内时,表明此时漆包线的线径质量充分满足企业既定的质量要求,应该以高概率接受,即减少测试点检测的频次,以降低检测成本。加严监控是指漆包线的线径落在C类质量区内时,表明此时漆包线的线径质量已经处于失控状态,应增加测试点检测的频次,以防止不合格品的持续生产。
设定漆包线线径质量监控方式的转移规则如表2所示。
在开始阶段,应采用正常监控策略,加严监控和放宽监控的选择应根据已检信息和转移规则来使用。
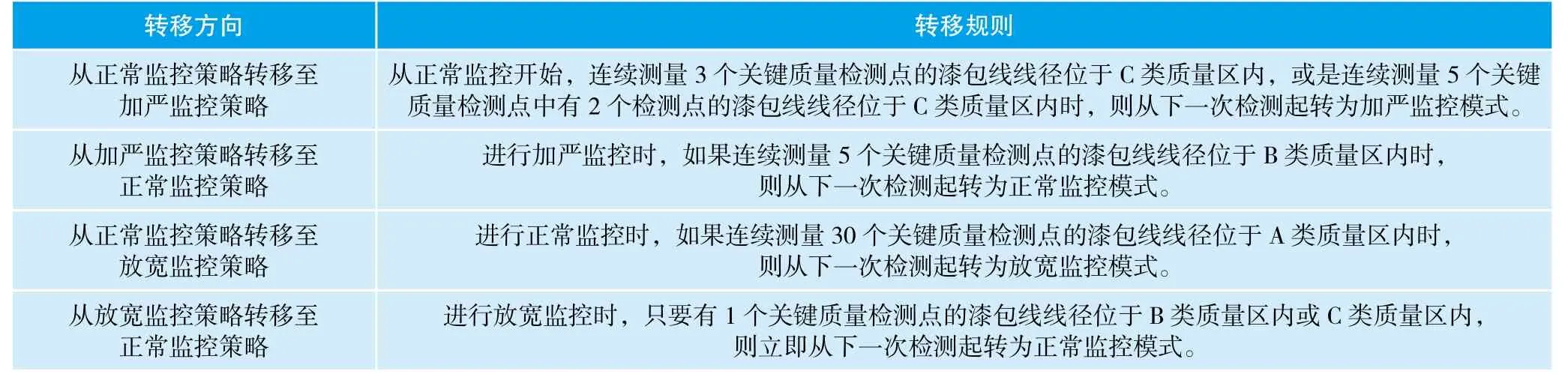
表2 监控策略的转移规则
4 结语
漆包线是工业生产中的一种重要原材料,其性能的优劣直接关系到诸如电子、电工、电器等产品的质量。本文突破了以往漆包线线径单点、固定次数的检测模式,提出了漆包线线径质量生产全流程监测的理念,根据漆包线线径质量的实时变化情况,动态调整检测次数,从而提高检测设备的使用效率,降低企业检测成本,有利于促进企业提高产品质量控制水平。
[1] 高晓光.漆包线在线检测技术应用和研究现状[J].工业技术,2010,3:87.
[2] 林昕.漆包线生产在线质量控制技术的进展[J].电线电缆,2001,3:31-33.
[3] 张志昌.漆包线的现状及其发展动向[J].电线电缆,1999,2:2-8.
Application research of process management for diameter detection of enameled wire
Jiang ming1,2,Zhang Hongjian1
(1. Zhejiang University,2. Roshow Technology Co., LTD)
The enameled wire's diameter is an important parameter affecting its electrical properties. By presenting the concept of whole process management quality monitor, set up key quality control point’positions, the three testing elements (number, location and time), select principles and shift rules of the monitoring strategy, enameled wire detection device has the ability to dynamically adjust. It is a management innovation for on-line, real-time diameter detection method of enameled wire.
enameled wire; process management; quality detection
