M8超高速卷烟机在线自动取样系统优化设计
2014-03-14徐玉中倪雄军金春山
徐玉中,倪雄军,金春山
(浙江中烟工业有限责任公司杭州卷烟厂,浙江杭州 310024)
M8超高速卷烟机在线自动取样系统优化设计
徐玉中,倪雄军,金春山
(浙江中烟工业有限责任公司杭州卷烟厂,浙江杭州 310024)
针对德国虹霓公司M 8超高速卷烟机在生产过程中对大流量卷烟产品实施在线自动取样时所面临的取样稳定性及烟支流扰动现象,运用三因素三水平正交实验,通过对取样爪运动模式及最优尺寸的研究,设计出一种不影响卷烟物理指标且能够实时取样的在线自动取样系统。结果表明,当取样爪长90 mm,接触弧长12 mm,真空度为-30 kPa时,取样器在抓取烟支时,样品物理特性的完整性较好。对比试验表明,新设计的取样器性能稳定可靠,相对于原取样器在烟支打横的控制方面有一定程度的优化和改进。
超高速卷烟机;在线取样器;速度编码器;正交实验
随着卷烟生产制造领域设备技术的不断发展,设备生产效率也日渐提升,为进一步提高产品产能和品质,杭州卷烟厂引进德国虹霓公司设计制造的M8型超高速卷烟机组。作为世界上生产速率最高的卷烟生产设备,M8机组生产速率为20 000支·min-1。在M8机组正常运作的同时,如何有效完成对卷烟产品的在线自动取样,从而实现产品品质的实时监控,已成为当今国际烟草行业研究的焦点[1]。
目前,国内外对于卷烟产品在线自动取样系统的研究多集中在PROTOS-70卷烟机组上(7 000支· min-1)[2],对M8机组在线自动取样系统的研究并不多见。M8自带取样器利用真空吸附方式进行上下垂直运动,定时吸取烟支通道上的产品。但由于取样运动与烟支传递运动处于2个互相垂直的平面,实际取样时,取样器在一定程度上会干扰烟支传递,导致烟支打横及烟库堵塞,在一定程度上影响了卷烟品质,降低生产效率[3]。
本试验通过研究取样器运动曲线与烟支传送的适配性以及取样爪尺寸和真空度对取样产品完整性的影响,设计出一种不影响卷烟物理指标且能够实时取样的在线自动取样系统,为进一步发挥M8超高速机组生产效能并提升产品品质提供技术支持。
1 材料与方法
1.1 供试材料
M8超高速卷烟机(德国虹霓公司),C2综合测试台(德国虹霓公司),QTM卷烟测试平台(意大利G.D.公司)。
浙江中烟工业有限责任公司生产的利群(长嘴)烤烟。
1.2 处理设计
根据烟支的长度和直径,取样爪长度分别设定为80,90和100 mm;取样爪与烟支圆周实际接触的弧长分别设定为8,10和12 mm。根据单根烟支的重量,取样爪真空度分别设定为-20,-30和-40 kPa。
采用三因素三水平正交组合试验,选用L9(34)正交试验表进行试验设计[4],因素1-3水平,取样爪长(A)分别为80,90和100 mm,接触弧长(B)分别为8,10和12 mm,真空度(C)分别为-20,-40和-30 kPa。
1.3 指标设计
1.3.1 烟支抓取率
烟支抓取率是指取样爪在运动过程中从烟支传送带上抓取烟支的成功概率。抓取率/%=100×成功抓取烟支次数/抓取总次数。
1.3.2 烟支物理指标
烟支的重量、吸阻和圆周是衡量卷烟质量标准的重要参数。其中圆周指标用标准偏差(SD)值表示,即烟支端截面圆与标准圆之间的差异程度。1.3.3 烟支表面褶皱的评分判定
为便于统计,将取样爪抓取烟支时造成的表面褶皱依严重程度进行分值设定:无褶皱,0分;略有褶皱,1分;轻微褶皱,2分;明显褶皱,3分;非常明显褶皱,5分。
1.3.4 烟支打横停机率
烟支打横停机率系烟支打横造成的停机次数与总停机次数的比值。烟支打横停机率/%=100×烟支打横停机次数/停机总次数。
1.4 参照样品的选择
卷烟物理指标中心值,即卷烟生产工艺标准中所规定的最佳工艺值。本研究所使用的品牌烟支重量为850 mg,吸阻为108 mm H2O,圆周为0,表面褶皱分值为0。
人工手取烟支通过QTM测试平台进行离线检测[5];M8原自带取样器吸取的烟支通过C2综合测试台进行在线检测。
1.5 统计方法
正交试验中,每组试验重复10次,每次试验获取烟支样品20支,取平均值用于结果分析。停机率试验中,记录M8高速机组连续5个工作日内(15个班次)的停机次数和由于烟支打横造成的停机次数,并作数据处理。
2 结果与分析
2.1 取样器改进原理
2.1.1 取样器的运动模式
在线自动取样器包括取样臂和取样爪,取样爪固定在取样臂的下方。取样爪的取样端面上有一沟槽,沟槽两端附近有两个负压吸气孔。当取样爪与烟支接触时,利用负压真空可以从烟支传送带上吸取一根烟支。本试验将取样器取样爪的运动轨迹设定为圆周曲线运动,当取样爪吸取样品时,其瞬时速度矢量与烟支传送带移动速度矢量相同。取样器结构及运动模式如图1所示。由于取样爪和烟支流在接触瞬间的速度矢量一致,避免了因为两者运行速度或运动方向不匹配而造成的烟支流扰乱,降低了样品取样过程中所造成的物理损伤,从而确保样品检测数据的准确性和有效性。
2.1.2 取样器的程序控制
取样器取样时与烟支传送带保持速度一致,关键在于PLC程序的精确控制。C2综合测试台向取样器发送取样指令或停止取样指令,取样器每接到一个取样指令后就启动取样程序,从卷烟机的输送皮带上抓取一支烟,然后把它送到C2综合测试台测量各项物理指标[6]。取样器接到停止取样指令后,则不启动取样程序(如果此时正在取样过程中,则完成本次取样),进入等待状态。取样器的PLC程序如图2所示。

图1 改良取样器的工作原理
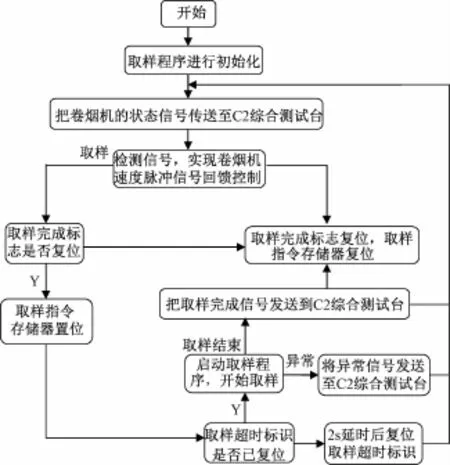
图2 PLC程序的流程
2.2 取样爪不同参数对烟支样品物理特性的影响
取样爪尺寸与负压真空的变化对烟支样品的物理特性存在一定程度的影响,试验结果如表1所示。对上述试验结果进行数据处理,各因素在不同试验水平时的极差分析如表2所示。
5个物理指标中,均以C因素(真空度)的极差R值要显著大于A因素(取样爪长)和B因素(接触弧长),表明C因素(真空度)是影响烟支样品物理指标的最主要因素。
本试验结果表明,真空度越大,烟支抓取率越高,而烟支表面受到的挤压力越大。当真空度达到-40 kPa时,烟支抓取率为100%,但表面褶皱的k1分值为1.67,端面圆周SD值达0.073,烟支外表面略有形变。烟支表面形变会导致吸阻增大,同时也会使烟支端部轻微落丝,质量减轻。真空度为-20 kPa时,虽然能够使烟支保持良好的外观形态和物理特性,但吸力不足,烟支抓取率仅为95%,这会导致在生产过程中某些样品的漏检。真空度为-30 kPa时各项指标较好,为最佳水平。
A因素(取样爪长)3个水平对烟支物理指标的影响差异不大,当取样爪长为90 mm时,烟支抓取率最高,为最佳水平。在取样爪长一定时,取样爪与烟支的接触弧长越长,接触面积越大,则取样爪与烟支接触时的压强越低,可降低烟支表面的物理形变;同时由于接触面积大,漏气率低,有利于提高烟支抓取率。因此,接触弧长以12 mm为最佳水平。综上,优选方案为A2B3C3,即取样爪长90 mm,接触弧长12 mm,真空度-30 kPa。

表1 三因素三水平正交试验的结果
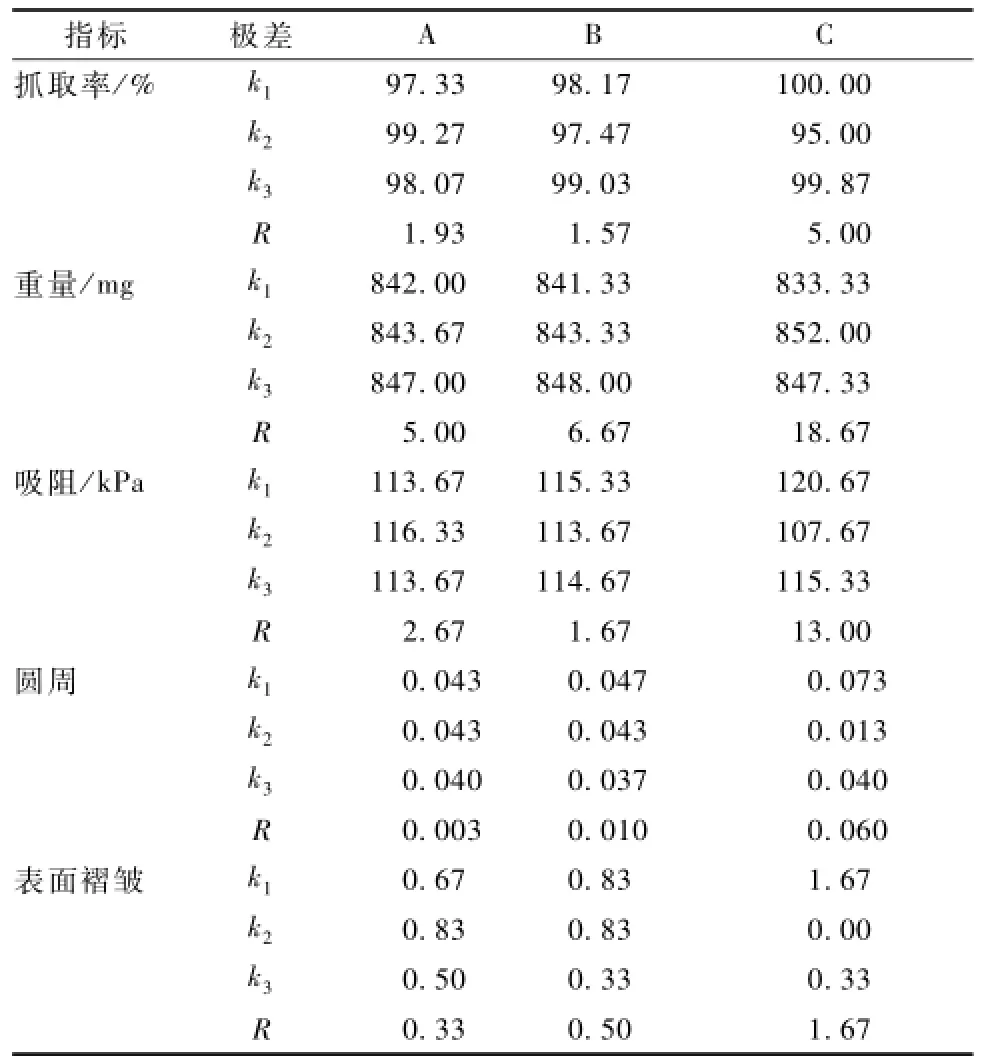
表2 三因素三水平正交试验的结果分析
2.3 改良取样器性能可靠性分析
将通过人工手取、M8原自带取样器与改良取样器等3种方式取样的烟支样品进行试验,测量样品的物理特性,结果如图3-7所示。3种取样方式对烟支样品的重量和吸阻指标的影响差别不大,而对圆周和表面褶皱等指标影响较大。从表面形变来看,以人工手取样品的表面形变最小,改良取样器样品的表面形变略小于M8原自带取样器。
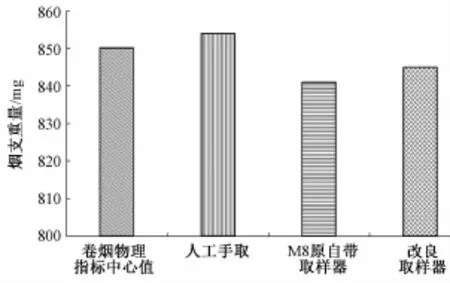
图3 不同取样方式对烟支重量的影响

图4 不同取样方式对烟支吸阻的影响
取样爪在取样过程中造成的烟支流扰动,会使烟支在烟库中无序排列,致使下烟通道阻塞,引起上游包装机停机。如图7所示,采用人工手取、M8原自带取样器和改良取样器3种方式在生产过程中造成的烟支打横停机率分别8.2%,13.3%和9.9%。可见,人工取样对烟支样品的物理特性影响最小且不易引起烟支流扰动,但是对于生产速率高达20 000支·m in-1的M8高速卷烟机,人工取样效率过低、且工作量大;改进后的取样器在保持样品物理特性和对停机率的影响方面要优于M8原自带取样器,而且通过在线自动取样,可减轻人工劳动强度,有效避免了因人为因素造成的操作误差,同时可实现卷烟生产动态取样检测,提高产品质量的实时可控性。
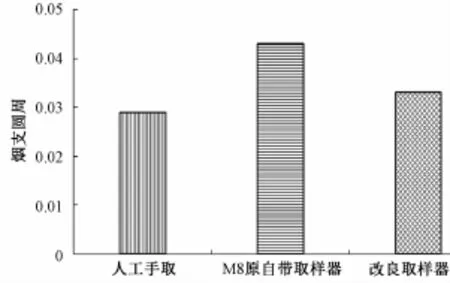
图5 不同取样方式对烟支圆周的影响

图6 不同取样方式对烟支表面褶皱的影响
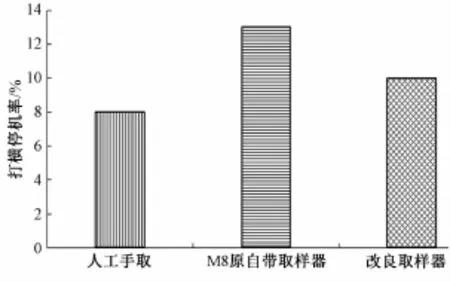
图7 不同取样方式对烟支打横停机率的影响
3 小结
本研究表明,当取样爪长90 mm,接触弧长12 mm,真空度-30 kPa时,取样器在抓取烟支时,样品物理特性的完整性较好。对比试验表明,改良取样器性能稳定可靠,并且相对于原取样器在烟支打横的控制方面有一定程度的优化和改进,实现了低故障、高效率的作业模式,有效降低了维护保养成本。
[1] 胡启秀,蒋锦锋,赵继俊,等.卷烟抽吸模式研究现状概述[J].中国烟草学报,2013,19(3):98-102.
[2] 高绍梁.PROTOS70型卷烟机改变烟支长度所需的调整[J].烟草科技,2003(4):12-15.
[3] 唐小雪,陈智明,胡中军,等.卷烟机设备运行参数与烟支重量稳定性关系研究[J].企业科技与发展:上半月,2012(8):49-51.
[4] 李云燕,胡传荣.试验设计与数据处理[M].北京:化学工业出版社,2005.
[5] 戴昕,侯明.烟支在线取样器的设计与应用[J].自动化应用,2013(12):57-59.
[6] 陈良元.烟草生产工艺技术[M].郑州:河南科学技术出版社,2002.
(责任编辑:高 峻)
TS 43
B
0528-9017(2014)09-1434-04
2014-05-13
徐玉中(1970-),男,浙江嘉兴人,工程师,本科,主要从事烟草机械设备技术方面的研究工作。
文献著录格式:徐玉中,倪雄军,金春山.M8超高速卷烟机在线自动取样系统优化设计[J].浙江农业科学,2014(9):1434-1437.
