直缝焊管短成型工艺
2014-03-09蒋道顶
陈 斌,蒋道顶
(1.宝山钢铁股份有限公司,上海 210009;2.佛山重本异型钢管有限公司,广东 佛山 528234)
随着生产工艺和装备的不断提升,高频焊接钢管质量日趋提高,其材质可选择范围大,并具有拉伸变形等深加工的优势,因此,广泛应用在锅炉、电站等领域,并逐渐替代无缝管。在直缝焊管生产工艺中,成型方法对焊管质量有很大的影响。近年来新的成型技术和轧辊孔型设计方法不断发展。但随着机组设备投入的增大,轧辊模具费用也相应增大,因此,必须在孔型设计上不断地寻求高效节约的设计方式。本研究以生产φ102mm×4mm直缝焊管和100mm×80mm×4mm矩形管的焊管轧辊孔型设计为例,介绍该短成型工艺的设计方法。
1 钢带宽度计算
钢带宽度计算方法与常用壁厚的圆管钢带宽度计算方法基本相同。以成品管径101.6 mm,板厚为4 mm的钢带为例进行计算,即
B用=π×D挤压+K-2t=3.14×102.5+1.6-2×4=315.45 mm, 取值(316±0.1)mm;
D0=101.6 mm, △D=D0+0.3×3=102.5 mm;RF=51.35 mm。
B设=LF=2πRF=2π(D挤压+C)=2π(102.5+0.25)/2=322.64 mm,取C=0.25 mm;
其中,B用为实际用材料宽度;B设为设计用材料宽度;RF为设计挤压辊半径;LF为设计用变形弧长;D挤压为成品管直径+定径量;D0为成品管直径;t为壁厚;K为焊接余量。焊接余量和板厚的关系见表1。
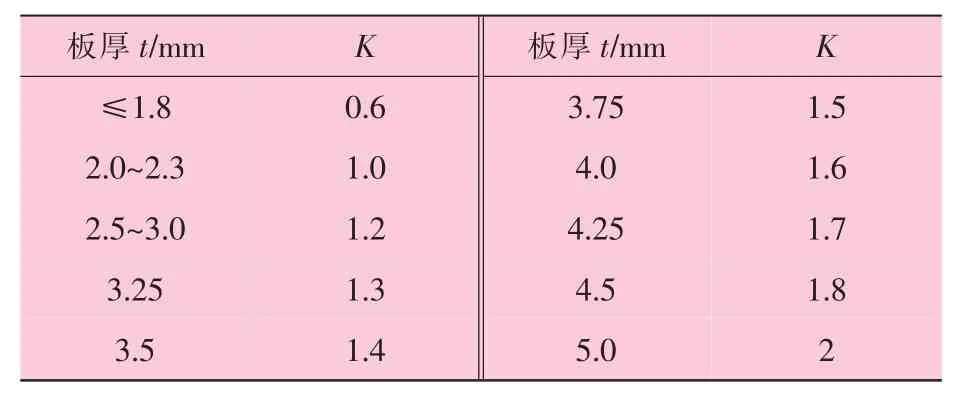
表1 焊接余量和板厚的关系
2 变形道次的选择
一般焊管成型过程大致分以下几个阶段:粗成型段—中间成型(组合辊)—精成型段—挤压焊接段—定径段—矫直段。以双半径孔型设计为例,粗成型段的主要目标是弯曲边部,弯曲半径接近成品管半径,精成型段是将经过中间成型的双半径截面进一步闭合,使最终截面成为圆形。
现在一般采用W成型的焊管机组都采用的是粗成型3平2立,中间段(组合辊)3架立辊,精成型部分为3平2立,到焊接部分,定径部分应是5平5立。
而短成型的机组布置成型部分是5平4立,定径部分是3平3立,具体成型的机架排列如下:平、立、平、立、立、平、立、平、平(挤压对焊成闭口)。这样的成型方式和正常相比,成型段的长度要缩短近1/3,平面布置如图1所示。
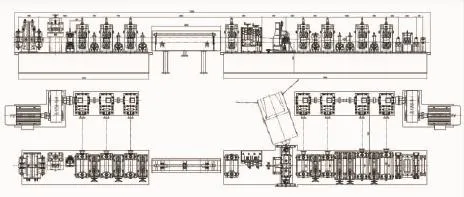
图1 短成型机组平面布置图
3 各架轧辊孔型图的设计
第1道平辊采用传统的边缘变形,两边缘弯曲的钢带宽度约占钢带总宽度的1/4,其弯曲角R1=210×51.35/24=449.3 mm, R3=56 mm, 变形角度420°。上下辊都可以采用辊片,中间用隔套的方式组合,这样可以扩大调整范围,而且这样还可以大大的节省模具费用。
第1道立辊是在保持第一道边缘弯曲变形的基础上对中间部分进行变形,变形角度为740°,变形后半径为182 mm。
第2道平辊变形是在基本保持第一道边缘弯曲半径不变的基础上,主要弯曲中间部分,弯曲角度为102°,弯曲半径为119.2 mm。也可以采用辊片和隔套的方式构成孔型来变形。各架次轧辊成型半径的计算见公式(1)。

其中:Ri为参与变形的第i个圆弧成型半径;ai为参与变形的第i个弯曲角度;Li为参与变形的第i个圆弧的长度。
各变形道次的设计参数见表2。
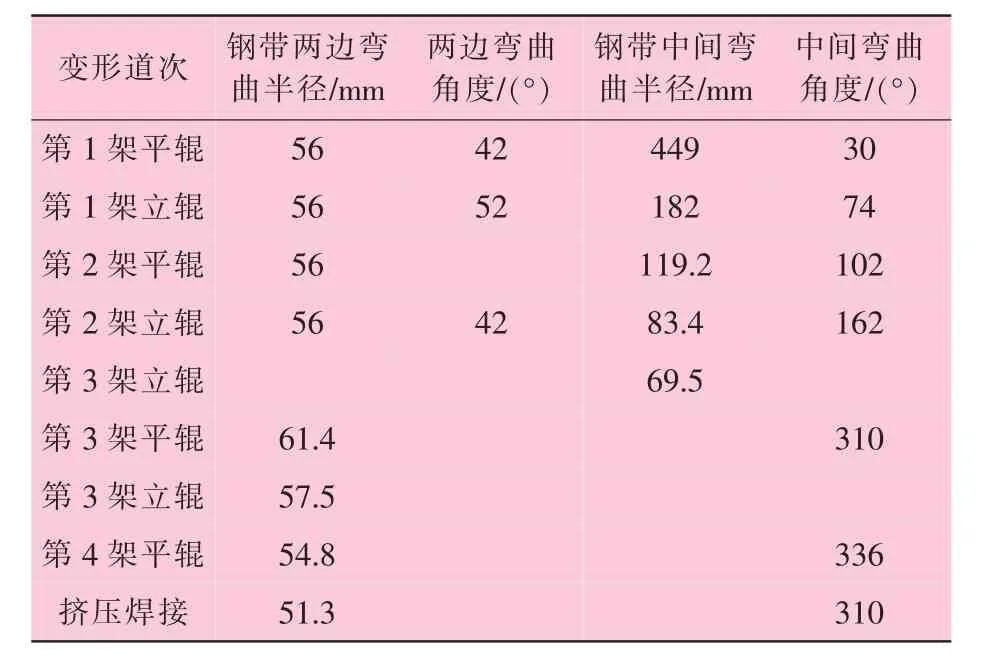
表2 各变形道次设计参数
根据表2中的数据绘制出变形过程的变形花,如图2所示。通过调整Li和ai的大小来调整变形图,使其变形均匀。在轧辊的配置上,前面几架多采用辊片和隔套组合的方式进行,这样最大限度地提高了轧辊的共用性。在一定的规格范围内,优化边部弯曲半径,使一件轧辊通过调整隔套能满足不同规格和壁厚成品管的成型要求;优化带钢的中部变形,减小对带钢中部的约束,使中间成型段自然成型,降低轧制摩擦,提高成品管表面质量。加强立辊的成型作用,对设备的强度要求相对要高。
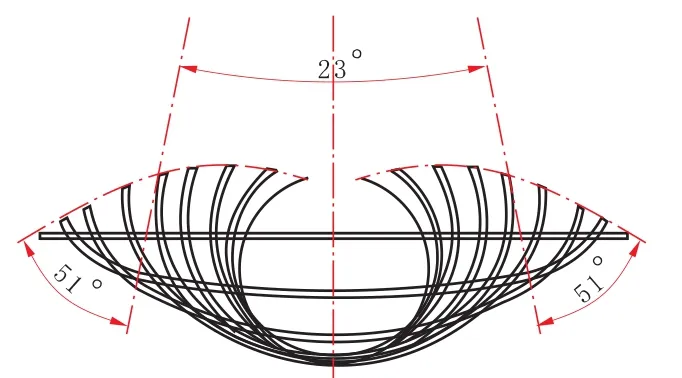
图2 变形花
4 绘制变形图
计算好每道次截面的中心位置,按上山成型法配置轧制底线,绘制变形图,如图3所示。
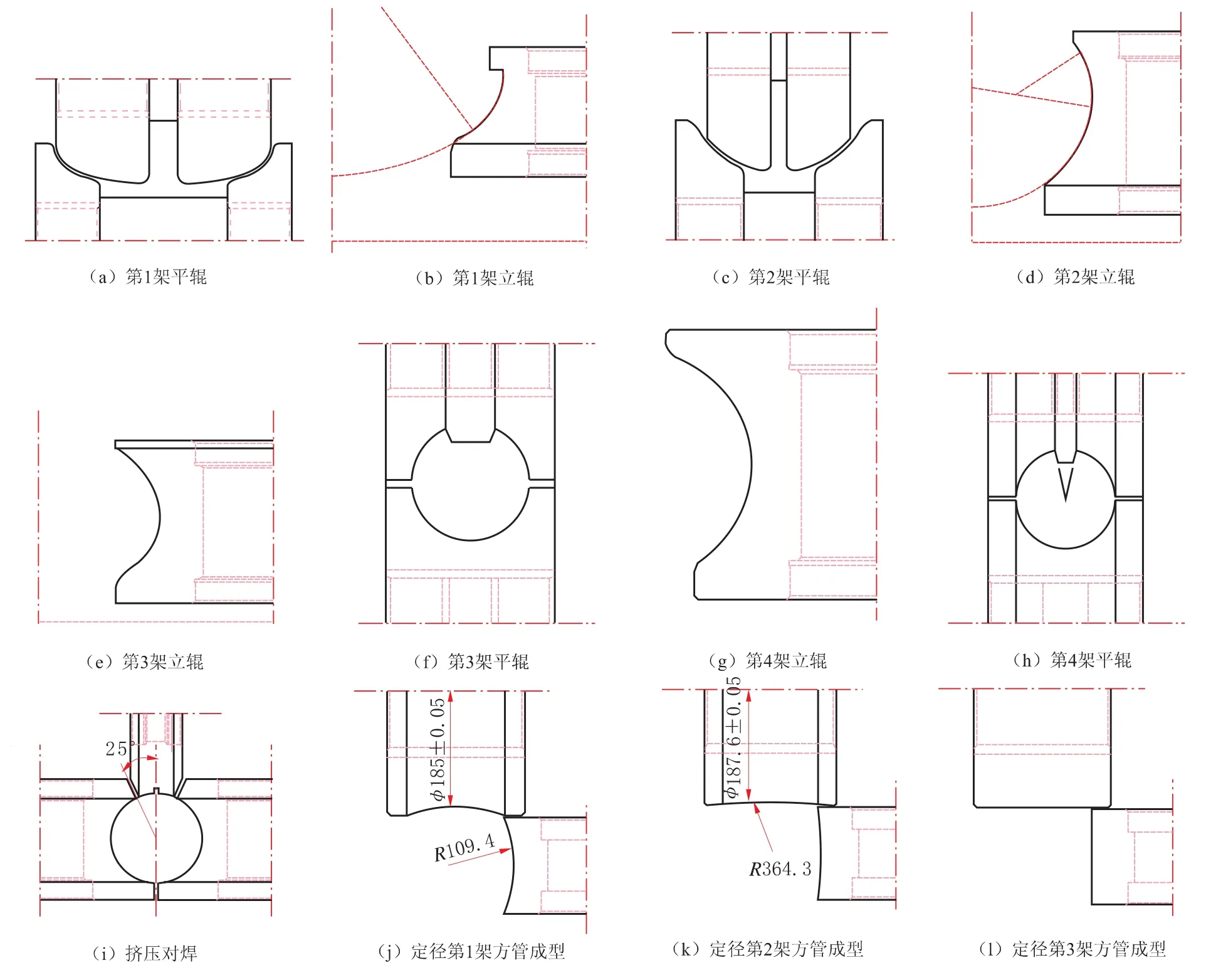
图3 各架次变形示意图
5 结 语
按照常规双半径(W成型)设计,一套φ102mm轧辊的重量,节约模具为40%,而且所占用的空间也缩短很多,调试更加快捷,采用短成型法轧制的成品管表面没有明显擦痕,成品管的尺寸及椭圆度都达到直缝焊管的国标要求。而且在大连增益重工机械厂调试都获得成功,几台机组都远销到俄罗斯。综上所述,短成型法有以下几个特点:
(1)有利于钢带的自然成型,减少摩擦,降低轧制功耗;
(2)大大降低了轧辊的消耗,节约轧辊达到40%左右;
(3)降低了设备的投入成本,节省场地。安装快捷,调整方便。
[1]小奈弘,刘继英.冷弯成型技术[M].北京:化学工业出版社,2008.
[2]王先进.冷弯型钢生产及应用[M].北京:冶金工业出版社,1994.
[3]吴凤梧.国外高频直缝焊管生产[M].北京:冶金工业出版社,1981.
[4]哈姆斯.冷弯成型技术手册[M].北京:化学工业出版社,2009.
[5]徐福昌.钢管生产工艺和理论[D].北京:北京科技大学,1995.
[6]崔高健,吕相艳,迟正洪.冷弯型钢成型技术发展现状[J].机械制造,2005(10):39-42.
[7]刘志检.ERW 直缝焊管成型装置的发展[J].钢管,2007(01):1-8.
[8]冯钊堂,李鹏.JCO成型过程中钢板的变形规律研究[J].钢管,2013(01):17-20.
[9]周淑军,骆传教,吴秀宇,齐国政.FFX成型技术的先进性分析[J].钢管,2010(01):53-55.
[10]兰兴昌,张海军,于百勤,等.大口径直缝埋弧焊管成型技术的进步[J].钢管,2006(01):26-31.
