环形加热炉中车轮坯物料跟踪系统研究
2014-03-08李贤强宫彦华沈晓辉
李贤强,宫彦华,章 静,沈晓辉,阎 军
(安徽工业大学材料科学与工程学院,安徽马鞍山243002)
车轮是列车的关键部件之一,其性能直接关系到列车运行的安全性。为更好地控制车轮质量,掌握车轮缺陷产生的根源以及与各工序工艺参数之间的关系,必须对每片车轮的生产过程进行跟踪。环形加热炉中的物料跟踪是整个车轮生产物料跟踪的难点,这是由环形加热炉密闭和高温的特殊环境及其特定的运行方式所致的。关于加热炉中的物料跟踪已有相关文献报道,如Muresan等[1]和Su Fuyong等[2]研究了管坯加热炉自动化生产和物料跟踪之间的关联与应用;和静民[3]、李二伟[4]以工控机和PLC为平台对步进式加热炉板坯跟踪系统进行了研究和开发;李邈等[5]、杨金鼎等[6]、桂凤平等[7]和孙长江等[8]研究了环形加热炉中管坯的物料跟踪问题。已有文献主要是关于板坯在步进式加热炉、管坯在环形加热炉中的物料跟踪等方面的研究,而关于车轮坯在环形加热炉中的物料跟踪研究较少。板坯、管坯进出加热炉采用一进一出的方式,而车轮坯进出加热炉采用加热前集中进入,即同一径向位置同时放置几块坯料,加热完成按照一件一出的方式从出料炉门出料。笔者根据车轮坯在环形加热炉中的运行特点,基于PLC和组态技术开发车轮坯在环形加热炉中的物料跟踪系统,为更好地控制车轮质量提供可靠的技术支撑。
1 系统功能和关键问题
通过生产现场调研,在满足目前生产需要和考虑未来生产需求的基础上,物料跟踪系统应具备以下功能。
1)进、出环形加热炉的坯料一一对应
是指能准确判断坯料从进入加热炉直至加热完毕过程中的位置和状态。坯料进入加热炉可以通过图像识别系统识别其标识,而在加热炉的密闭系统中,需要通过位置编码和坯料标识的对应关系来判断坯料的运行状态,直至加热完毕进入下一工序。这也是加热炉中物料跟踪的目的。
2)集中监控功能
环形加热炉的运行状态和一些重要参数通过上位机监控界面显示,以方便监视和操作。由完整的工艺流程图和现场实时数据配合上位机的远程操作功能,能够实现对加热炉运行状态和重要参数的监控。
3)自动/手动与正/反转切换
根据生产需要如停机检修等,能够由自动控制切换到手动控制,根据实际情况决定加热炉运转方式。
4)报警功能
这是物料跟踪系统的重要功能之一。对一些重要参数设置报警条件,可以准确而迅速地得到异常情况信息,确保系统准确运行。
物料跟踪系统的关键在于如何实现坯料的位置跟踪和系统的集中监控功能。文中根据物料跟踪系统应具备的功能和关键问题设计以PLC和编码器为基础,利用位置编码和坯料标识完成对车轮坯进、出加热炉的物料跟踪及炉内位置跟踪。通过组态软件制作的工艺流程界面和下位机PLC的实时数据交换完成加热炉运行状态和生产中重要参数变化的实时显示,由上位机监控界面向下位机S7-300PLC下达任务和操作指令。
2 车轮坯物料跟踪的实现
为有效识别每一块车轮坯,建立车轮流水号与连铸圆坯流、坯号的准确对应关系,设计类似身份证的钢坯识别代码,称为钢坯ID。
文中以PLC和编码器为基础完成车轮坯的物料跟踪。首先,确定环形加热炉前进工位,保证准确的停车位置。在减速齿轮箱上设置增量式编码器,将角度位移转化成电信号,再把电信号转换成计数脉冲,用脉冲数值表示角度大小。因每相邻布料角之间的夹角相等,即每相邻布料角对应的脉冲数值相等,由PLC高速计数模块FM350-1得到编码器的脉冲数值,通过脉冲数值即可以计算出环形加热炉前进工位,保证加热炉的位置准确。
环形加热炉转动布料位置数n采用如下公式计算

式中:N为编码器脉冲读数;E为编码器在360°旋转对应数值;m为相邻布料角之间夹角对应的脉冲数值;γ为相邻布料角之间角度;α为进出料炉门间角度。
为实现车轮坯炉内位置跟踪,设计车轮坯放置的位置坐标(以p[i][j]表示),位置坐标不随环形加热炉旋转,相对地面固定,如图1。i坐标为环向位置,进料炉门对应环向位置为i坐标起点,出料炉门对应环向位置为终点,以00,01,02,…,74表示;径向位置以j坐标表示,同一径向位置按照从内向外的顺序设置,以0,1,2表示。因位置坐标的唯一性,需设计出与位置坐标对应的位置编码(以b[r][c]表示),再将每块车轮坯的钢坯ID与位置编码关联,通过位置编码和位置坐标的对应关系,即可以确定每块车轮坯的炉内位置及其钢坯ID,实现车轮坯炉内位置实时跟踪。
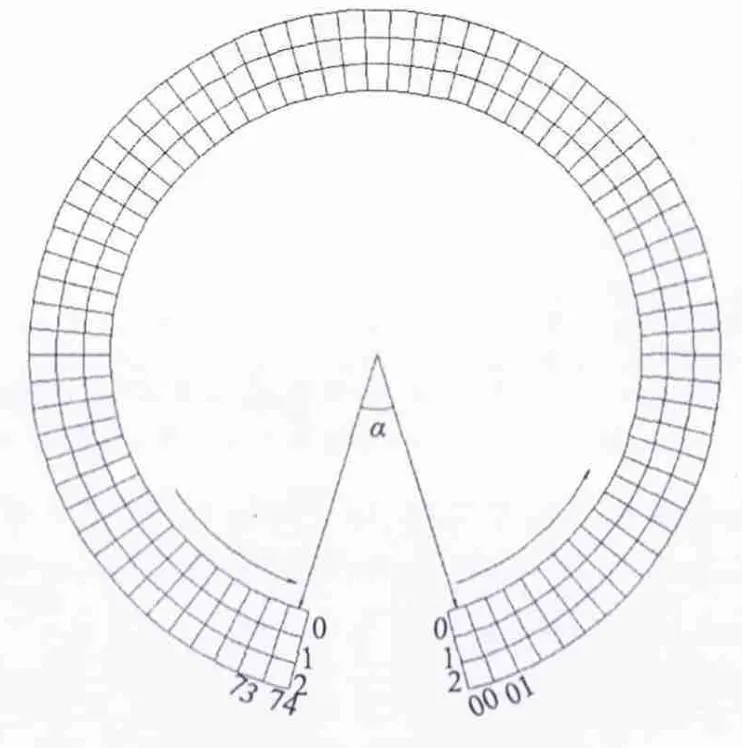
图1 位置坐标示意图Fig.1 Sketch map of position coordinate
以车轮坯3107(钢坯ID)跟踪过程为例。假设坯料3107由入料机械手放置在第一个环向位置的中间坐标,其对应初始位置坐标为p[00][1],将钢坯ID与初始位置编码关联,炉门关闭后,钢坯跟随炉底旋转,运行到一定时刻后,生成新的位置编码,利用位置编码与位置坐标的对应关系,就能够查找到钢坯ID所对应的位置坐标,进而得到钢坯ID在环形加热炉内的位置。
根据以上分析,结合正常生产、初装炉、清炉、停止、反转的运行状态,设计车轮坯在环形加热炉中的物料跟踪流程图,如图2。

图2 跟踪流程图Fig.2 Tracking flow chart
位置坐标是固定不变的,在PLC中设置为地址。AR代表PLC的地址寄存器,是专门用于寻址的1个特殊指针区域。位置编码的信息包含在AR1中。利用指针的寻址功能,当AR1的地址与位置坐标地址一致时,即实现了位置坐标与位置编码的对应关联。
L P#8.7 把指针值装载到累加器1;
LAR1 把指针从累加器1装载到AR1;
AI[AR1,P#0.0] 查询I8.7的信号状态;
=Q[AR1,P#1.1] 给输出位赋值。
3 上位机系统
3.1 上位机监控界面搭建
在环形加热炉物料跟踪系统中,利用PLC进行数据采集、处理和相应的自动控制,同时和上位机通讯以交换数据。为直观、形象、实时显示车轮坯位置情况,使用组态王6.53将车轮坯生产工艺流程引入上位机监控界面,以实现实时查询车轮坯在加热炉内位置,异常情况人工干预等功能。主要包括:1)位置跟踪。通过上位机软件对采集数据的处理,可由钢坯ID查询车轮坯位置或显示某一位置钢坯ID;2)实时显示。实时查看设备工作状况和生产工艺流程;3)报警功能。定义报警产生条件,操作人员实时接收报警信号,以采取相应措施;4)异常情况处理。如钢种切换出现空位、钢坯ID读入错误等,操作人员可人工干预。文中设计的监控界面布局(如图3)分为三部分:1)位于界面左端的车轮坯位置显示画面,实时显示车轮坯位置及加热炉运行状态;2)位于界面中间的切换按钮和显示窗口,完成查询和基本信息显示功能;3)位于界面右端的状态和报警指示,通过指示灯表明设备运行状态和车轮坯生产情况。在该界面中,整个车轮坯生产工艺流程和系统的主要功能都展现出来。通过环形加热炉内的任一位置,在“显示点击钢坯ID”的对话框即可显示其对应的钢坯ID;在“查询钢坯位置”对话框中输入所要查询的钢坯ID,炉内对应位置会以闪烁的色彩提示操作人员;设置了急停、正反转、自动/手动切换按钮;对加热过程中每一段温度情况进行监控,若超出预先设定值系统以红色给出报警。
实现以上功能的关键是建立界面图形与数据库之间的动画连接,当数据库中变量值变化时,对应图形位置或状态随之改变。文中以生产实际和系统设计为基础定义变量,如钢坯ID、位置坐标等,既有模拟量、开关量,也有字符型量;以组态王6.3对不同变量所要求响应速度为依据决定数据存储策略:1)需长期保存的非共享数据采用文件管理系统直接读取;2)对工作量大而组态软件无特殊要求的共享数据存放在外存数据库中;3)对每个采样周期都要更新的数据存放于实时数据库中。
3.2 通讯连接
在上位机中,采用组态王6.53既要实现与系统管理者之间良好的人机接口,以文字和图形的形式实时反映整个环形加热炉控制系统的现状,还要及时地向下级PLC传递控制系统的任务和操作指令,必要时自动执行关键性的操作。因此,上位机除了接收可编程序控制器传送过来的数据并显示外,还要对现场传送过来的数据进行保存、查询等。组态王和S7-300PLC之间通讯的硬件连接为利用PLC上的MPI编程口,上位机上插1块CP5611通讯卡,通讯卡和PLC之间使用标准转换接头和通讯电缆连接。软件设置为:1)确保组态王所在上位机已安装STEP7 5.0及以上版本软件,通过STEP7硬件组态环境打开S7-300PLC的CPU属性对话框,为MPI通讯建立MPI网格,设定MPI通讯波特率为19.2 k;2)组态王对应驱动设置根据组态王中对应的设备定义向导:PLC→西门子→S7-300系列→S7-300MPI(通讯卡)。其中,设备地址要与MPI接口地址一致。
3.3 功能测试与模拟结果
通过组态王6.53自带的PLC仿真测试功能对系统进行功能测试。系统定时扫描下位机仿真PLC的输出信号,根据仿真信号模拟控制物料的运动、状态变化等;通过上位机界面输入控制信号发送给仿真PLC,测试人工干预功能等。在仿真状态下,对发现的错误和缺陷进行检测和修改后,进行联机测试。
上位机与下位机通讯连接完成后,物料跟踪系统模拟运行。通过炉内某个位置,上位机监控界面能够显示其对应钢坯ID;输入需要查询车轮坯的钢坯ID,以不同颜色提示工作人员其在炉内对应位置,如图3。图3显示的结果表明位置编码计算、位置编码与位置坐标的关联准确无误,实现了车轮坯的位置跟踪,达到预期目的。

图3 监控界面与模拟结果Fig.3 Picture of monitoring interface and simulated result
4 结 论
设计1种以工控机和组态王软件构建上位机,S7-300PLC为下位机的车轮坯环形加热炉物料跟踪系统。利用PLC的自动控制功能和编码器的位置跟踪,根据生产工艺与加热炉运行特点完成车轮坯进、出环形加热炉及在炉内的物料跟踪,实现车轮坯进出环形加热炉及在炉内的位置跟踪。并采用组态王软件开发上位机监控界面实时显示车轮坯炉内位置和生产过程。模拟结果表明,系统稳定、可靠,实现了物料跟踪的目的,为进一步研究实际生产中车轮坯在环形加热炉中物料跟踪系统的应用打下了基础。
[1]Muresan V,Abrudean M.The control of the step for the furnace with rotary hearth in the technologic flow for manufacturing pipes without welding[C]//Proceedings of the 2008 International Conference on Automation,Quality and Testing,Robotics.Washington DC USA,IEEE Computer Society,2008:258-261.
[2]Su F Y,Wen Z.Design and realization of the level-two control system for rotary reheating furnace[C]//Proceedings of the 2010 International Conference on Digital Manufacturing andAutomation.Washington DC USA,IEEE Computer Society,2010:482-485.
[3]和静民.步进式加热炉板坯跟踪系统的开发[J].包钢科技,2008,34(6):66-68.
[4]李二伟.C-Script在加热炉区板坯信息跟踪中的应用[J].冶金自动化,2010,34(S1):252-254.
[5]李邈,周涛,李路.热连轧无缝钢管物料跟踪的设计与实现[J].冶金自动化,2009,33(S1):575-579.
[6]杨金鼎,戚丙申,王骥,等.环形加热炉电气控制策略的优化[J].冶金能源,2011,30(4):61-64.
[7]桂凤平,张爱华,毛坚坚.环形加热炉的自动控制系统[J].工业控制计算机,2009,22(4):9-10.
[8]孙长江,随顺科,周正.基于WinCC的工业加热炉监控系统[J].制造业自动化,2011,33(8):30-32.
