多线切割机切割线振动特性研究
2014-03-02中北大学机电工程学院肖丰乐李东风
中北大学机电工程学院 肖丰乐 李东风
多线切割机切割线振动特性研究
中北大学机电工程学院 肖丰乐 李东风
建立了多线切割机单根切割线的物理模型和数学模型,运用matlab软件分别模拟了不同张紧力和不同线速度下的切割线频响特性,得出张紧力增加单位长度切割线振幅明显减小,切割线速度队振幅影响不大。
多线切割机 ;matlab仿真;频响特性
自由磨粒切割技术是将带有预紧张力的切割线组成线网,线网运动将混合有磨粒的砂浆带入到切割区域[1],晶体硅锭在垂直于线网的方向上做进给运动,使线网平面与水平面保持一定的夹角,高速运动的线网通过砂浆运动带动磨粒与晶体硅表面产生作用进行切削[2],如图1所示。切割线直径为150~250μm,切割线张力20~30N,线网与水平面夹角2°~6°,切割线速度 5~15m/s。

图1 切割过程中切割线状态示意图
切割线在切割机加工中高速运动,带动磨粒进行切削,切割线的运动轨迹决定着硅片的表面粗糙度、翘曲度等关键参数,同时也影响切割过程中锯槽的尺寸[3]。研究多线切割机中切割线的振动特性,尤其是带有一定张力下的振动特性,可以作为多线切割机设计、改进的基础[4]。
1 切割线振动模型的建立
切割线的运动属于轴向运动系统,忽略切割线本身的抗弯刚度可以将模型简化为轴向运动的弦线。由于在加工区域,数百根切割线的轴向运动系统中每一根的受力状况基本相同,所以仅需要对其中一根切割线进行研究建模[5][6]。
研究对象为切割线(切割线速度为v(t)),其振动模型受力图如图2,各参数的含义如下:
q—硅晶片对切割线的正压力
f—硅晶片与切割线间的摩擦力
L—两主轴间的距离
a—切割线非加工区域宽度
b—切割加工区域宽度
切割线上的位置矢量为:
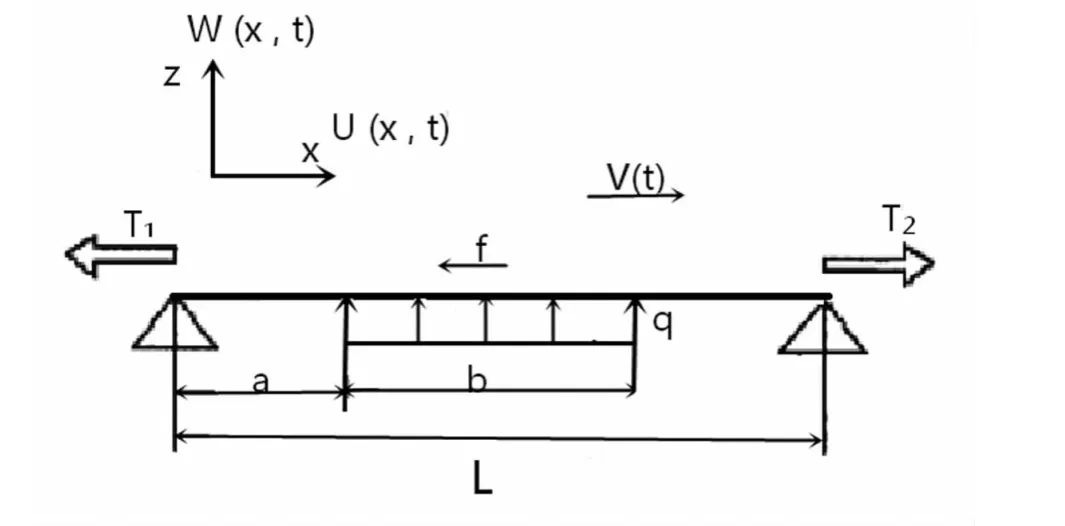
图2 切割线振动模型


参数取值 E=200Gp,D=0.16mm,ρ=0.0001615kg/m,计算得cL﹥cH可以看出切割线的纵向波速是远远大于其横向波速的,因此可以将切割线的横向运动当作一个准静态的情况处理[7]。
根据Hamiltom理论,现建立如下模型:

结果表明,在多线切割过程中,切割线的横向位移和频率受切割线的密度、切割线速度、切割线加速度、切割线张力和外部环境对切割线的作用力影响。对于给定材料的切割线,切割线的线速度、加速度和切割线张力决定了切割线运动的固有属性。
2 切割线张力、速度、振幅的仿真计算
采用数学软件Matlab进行仿真计算,在给定切割线速度情况下(v=10m/s),当钢线张力T的取值在5~35N范围内变动的时候,仿真结果如图3所示。由图中看出,在相同速度的前提下,同样的频率比值对应的张力越小,其切割线的振幅越大,并且,随着频率的同比增长,在切割过程中各种激励的影响下,张力越小切割线振幅的增长速度越快,并且在带预应力切割线固有频率附近出现共振现象。在给定切割线张紧力T不变的情况下,切割线速度取值在0m/s~80m/s范围内变动的仿真结果如图4所示。

图3 切割线速度固定时T与频响的关系、

图4 张紧力固定时V与频响的关系
3 结论
由图3可以得出:多线切割过程中切割线保持较高的张力(预紧力)可以得到更加稳定和可靠的切割系统。这是因为较高的张紧力减小了一定频率下切割系统的振幅,并且可以获得较高的切割线固有频率,从而使得振幅随着激励频率接近切割线固有频率的变化率有所减小。从图4中可以看出,切割线速度对振幅的影响和对切割线固有频率的影响都比较小,较高的走丝速度意味着较高的切割效率。
[1]李保军.多线切割中切割线振动作用研究.电子工业专用设备,2008,6(161):39-42.
[2]程志华.多线切割机理及其控制方法的研究.博士学位论文,上海:上海大学.2008.
[3]林建荣,魏昕,舒继千.硅晶体线切割加工过程中切割线振动的研究.机电工程技术,2007,12:32-75
[4]Egemen Teomete. Wire Saw Process-Induced Surface Damage Characterization. RESEARCH ARTICLE-MECHANICAL ENGINEERING..2013(38):1209-1215.
[5]林建荣.游离磨料线切割硅晶体过程中的振动研究.硕士学问论文,广州:广东工业大学.2008.
[6]Egemen Teomete. Roughness Damage Evolution Due to Wire Saw Process. INTERNATIONAL JOURNAL OF PRECISION ENGINEERING AND MANUFACTURING.2011,12:941-947.
[7]陈云信,吴福明,邓成文.基于ANSYS的线切割电极丝振动现象的研究.煤矿机械,2006,9:44-46.
