小直径钻削的稳态分析
2014-03-01山西中北大学机电工程院郑志群马广轩
山西中北大学机电工程院 郑志群 马广轩
引言
随着现代装备制造业的飞速发展,产品需求多样化,一些直径不大于10mm的小直径深孔零件,需求量日益增大。特别是加工这种长径比L/D≥20以上、精度和表面质量要求较高的细长深孔零件时,原有麻花钻切削系统有切削步骤繁多、切削温度高、排屑困难、刀具磨损严重、加工的口径的限制,现改为枪钻系统的生产加工。针对这一难题,应用一种高效精密的小直径枪钻系统。该枪钻加工系统直接应用在管件上,其加工方法简单、快捷、经济实用,在枪钻加工系统的的精确控制下,可实现小深孔的一次性成型,如图1所示,极大地拓展了深孔钻床的功能以及应用。
1 零件结构分析
如图1所示为管件某特殊零件的结构局部简图,其材质为超高强度钢[1-2],应用的枪钻加工零件,加工部分总长度为60mm,其长径比L/D≥20。
由于孔深决定了悬伸,孔径决定了整个刀体直径,加工中既要避免加工的零件因加工中的振动影响其粗糙度,又要保证其加工的高效,保证经济效益[3]。

图1 零件剖面图
2 枪钻系统钻削中的振动分析
深孔钻削作为金属切削的一种加工方式,在钻削中必然存在发生自激振动的可能,钻削加工中的振动是影响被加工表面质量和限制钻削加工生产率的一个重要因素[4]。当工件和刀具之间的动态相互作用,会导致钻削振动的产生。如果振动严重,工件表面质量将会下降,刀具过度磨损,甚至导致其刀片崩断。
2.1 枪钻钻削加工过程的动力学模型
一般深孔加工运动方式有:(1)生产中应用最广的是工件旋转、刀具系统进给的加工方式;(2)工件转动、刀具系统只做进给运动;(3)工件固定、刀具系统做转动和进给的运动。为了保证加工零件的精度,机床采用工件旋转、刀具系统做进给的运动,如图2所示。
在推导枪钻钻削动力学方程时做如下假设:
(1)忽略加工中油压对枪钻钻头的受力影响。
(2)钻杆、冷却液、切屑等部分的重力和导向套、集成排屑器的反力、摩擦力都很小,忽略不计,刀具磨损对切削力的影响也不计。

图2 枪钻深孔加工简图
(3)忽略各支撑处的质量和阻尼的影响,忽略钻杆旋转时产生的离心力。
考虑到钻削加工中,工件振动在已加工表面产生波纹,并且使切削厚度发生变化,根据系统的振动规律,建立守恒的微分方程组[3-5]:
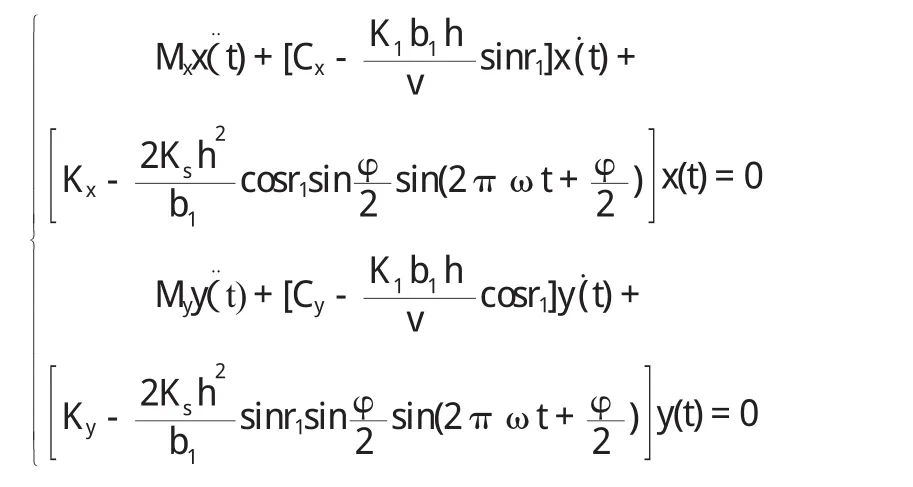
由动力学方程组可以看出X、Y方向切削振动的阻尼由:(1)、Cx、Cy,这类对枪钻系统的振动起阻碍作用的阻尼,取正值;这类由进给速度反馈而形成的等效阻尼,大小由r1决定,当等效阻尼为正值时,切削过程中振动加剧,从而影响正常的切削加工。
振动的刚度也由两部分组成:

2.2 转速对其振动响应的影响
以φ3mm孔径长度60mm小深孔为例,采用φ3mm的枪钻加工,为了便于计算取其质量M为0.5Kg、阻尼为0.16×65°、静态切削力系数185、切削力厚度系数为95,将其值直接代入式中,以此作为模型计算公式。用Matlab的ode45求解振动方程的解,可得到在钻削过程中刀具切削位置在X和Y轴向振动的动态响应。
为了分析和比较进给量变化对振动响应的影响,利用表1中的数据

表1 切削条件
求解振动方程解,即可得到钻削零件的振动响应如图3所示。钻削速度分别与走刀量有关,需要分析影响移动速度v对加工中枪钻振动的影响。在切削条件的基础上,将转速提高至6500r/mm,其余切削条件固定不变,用振动方程计算枪钻的振动响应如图3所示。
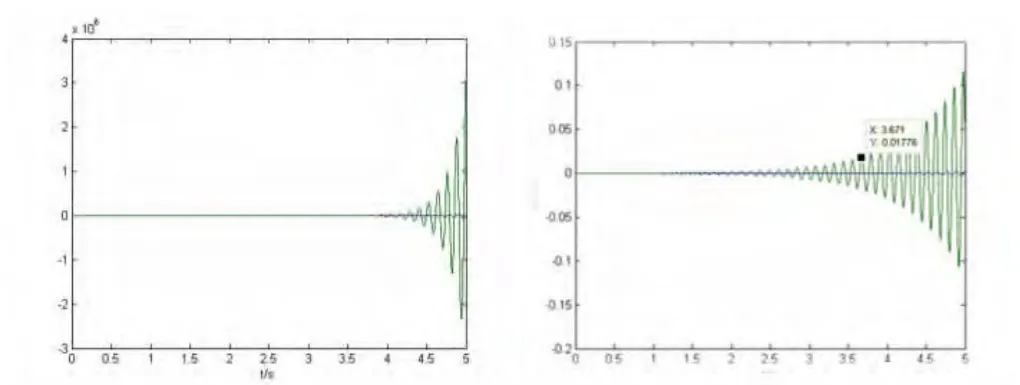
图3 6500r/s时 X,Y的振动响应
从图3看出,增加转速使枪钻钻削的振动响应振幅有所增加。
3 结论
通过对不同转速下的研究,得出了不同情况下枪钻钻削的X、Y的振动偏移响应。在对小深孔钻削加工下枪钻的振动力学模型应用Matlab,对其模型数值计算,分析工件的转速对刀具系统的振动响应影响。计算结果表明,转速对刀具振动都有影响,转动速度增大时,其振动响应随之改变。选择合适的走刀量有助于降低振动幅度,此枪钻的动力学模型可为深孔钻削加工过程中出现的振动响应提供数值方法,用于优化加工,减少废品的产生。
[1]刘党生.金属切削原理与刀具[M].北京:北京理工大学出版社,2009.
[2]王俊.现代深孔加工技术[M].哈尔滨:哈尔滨工业大学出版社,2005.
[3]师汉民.影响机床颤振的几个非线性因素及其数学模型[J].华中科技大学学报:自然科学版,1984.
[4]Ya n g Z h a o j un,Li W ei,C hen Ya nhon g.S tudy for incre a sin g m icro-drill reli a bility by vibr a tin g drillin g [J] R eli a bility En g ineerin g a nd S ystem s a fety,1998.
[5]Ma n S hell chen g,D on g-woo cho.I dentific a tion a nd control for M icro-drillin g productivity enh a ncement[J]I ntern a tion a l J ourn a l of Ma chine T ools Ma nuf a ctur.