高冲击功抗硫化氢耐低温阀体的试制开发
2014-02-09吕素玉庞涛
吕素玉,庞涛
(山东墨龙石油机械股份有限公司,山东寿光 262700)
试验研究
高冲击功抗硫化氢耐低温阀体的试制开发
吕素玉,庞涛
(山东墨龙石油机械股份有限公司,山东寿光 262700)
通过优化设计碳、锰、硅元素含量及锰碳比、碳当量,将碳含量控制在0.18%~0.22%,锰含量控制在1.22%~1.32%,保证锰碳比≥6;合理设计热处理工艺,试制开发了LCC-1阀体,并且性能检验表明产品性能全部满足标准要求。采用调质处理工艺,产品已进行了批量生产,一次送检合格率达到98%以上。
阀体;产品开发;调质处理;冲击功
1 前言
随着石油、化工等产业迅速发展,其管道工作条件也日趋复杂,石油、天然气等介质中硫化氢、二氧化碳和某些有机酸的出现对管线阀门的耐H2S腐蚀要求有所提高,对于高寒地区应用的管线阀门,同时又提出了低温性能要求。作为管线阀门部件,对阀体抗H2S腐蚀及低温性能的要求也越来越高,提高阀门的使用寿命和可靠性是保证成套设备性能的关键之一。LCC阀体是在硫化氢及低温环境条件下服役的,其冲击性能、力学性能、硬度是产品必须达到的技术指标,且性能的稳定性尤其重要[1]。针对现行产品开发过程中出现产品冲击功指标不合格、不稳定的情况,增加了Ni合金来提高其冲击功,但成本过高。本研究通过优化阀体成分和设计适当的热处理工艺,开发了高冲击功抗硫化低温氢阀体,在保证性能合格及稳定的同时降低了成本。
2 LCC阀体的开发试制
2.1 技术要求
LCC阀体需满足ASTM A352标准和客户内控标准要求。ASTM A352标准要求的化学成分见表1。
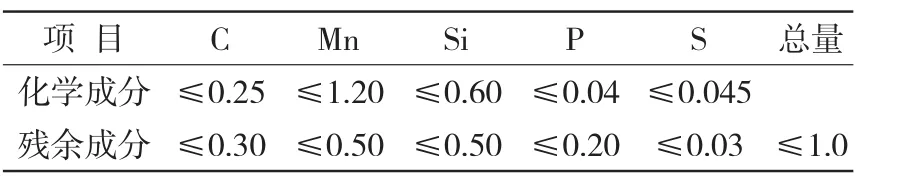
表1 LCC化学成分(质量分数)%
根据客户要求,化学成分中C、S、P及CE应符合API 6D标准要求(质量分数):C≤0.23%;S≤0.035%;P≤0.035%;CE≤0.43%。
阀体的机械性能要求如下:抗拉强度485~655 MPa;屈服强度≥275 MPa;伸长率(50mm)≥22%;断面收缩率≥35%;硬度≤237 HB。
冲击性能要求:试验温度-46℃,3块试样的冲击功平均值≥27 J,且只允许1块试样的冲击功<27 J但≮18 J。
2.2 化学成分设计
1)碳、锰元素及锰碳比的选择。考虑阀体的抗硫性能及硬度要求,从抗硫的角度考虑碳应选择较低值,碳含量高会使硬度增加。从可改善钢的冲击韧度角度锰含量应选择较大值,但为避免产生过热敏感性和回火脆性,锰含量不能超过2%。根据标准要求碳和锰含量之间的关系(见表1注),当Mn含量增至1.4%时,最大碳含量为0.2%。锰元素是一种易偏析的元素,当偏析区Mn、C含量达到一定比例时,会产生马氏体/贝氏体高强度低韧性的显微组织,表面出现很高的硬度对于抗H2S是不利的。对于碳钢,一般限制Mn<1.6%。因此,确定碳元素质量分数为0.18%~0.22%,锰为1.22%~1.32%。
2)铬、镍、钼、钛元素的选择。镍元素的提高会降低钢在H2S溶液中对应力腐蚀的抵抗力,原因是镍形成马氏体相。因此,镍在钢中的含量即使硬度低于22 HRC,镍含量也不得>1%。在含H2S溶液中使用的钢,含铬0.5%~13%是完全可行的,因为热处理后可以得到稳定的组织。当钼质量分数<3%时,对钢在H2S中的承载能力无影响。综合考虑成本及其对碳当量的影响,上述合金元素不宜设计过高的含量。
3)硅元素的选择。硅通过对铁素体的固溶强化,可提高钢的屈服强度而不降低韧性,硅和碳配合适当,可减少锰钢热处理时晶粒长大倾向。因此,成分中应尽量提高硅的含量。
4)其他成分的选择。根据当前的铸造条件和标准要求,确定硫、磷质量分数均不超过0.03%。其他残余元素含量尽量降低。设计的阀体化学成分见表2,并定义为LCC-1。

表2 LCC-1钢设计化学成分(质量分数)%
2.3 工艺设计
钢中奥氏体的存在将大幅改善钢的冲击韧性和塑性。LCC-1钢中的微量合金Mn、Ni、Cr使其热处理后的组织中奥氏体含量增加,从而改善其低温冲击韧性。钢中Mn、Ni、Cr元素的存在降低了钢的淬火温度,所以应适当调低淬火温度,否则会在淬火保温过程中使钢组织晶粒长大,致使淬火后组织晶粒粗大、不均匀,造成力学性能下降,不利于低温冲击韧性的提高[2-4]。由于淬火温度的适当调低,故保温时间要延长,以保证在晶粒不长大的情况下合金元素充分弥散,使淬火后晶粒均匀细小,为提高力学性能,尤其冲击韧性打下良好的基础。
确定的正火处理工艺如图1所示;淬火处理工艺如图2所示,回火处理工艺如图3所示。
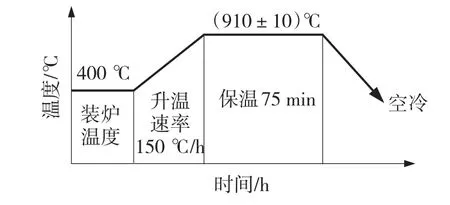
图1 LCC-1钢正火处理工艺
3 试制产品性能检验
按照设计的化学成分,制造了基尔试块和阀体产品各4件(铸造成型),将试件分为两个试验组,第1组采用正火处理工艺,第2组采用调质处理工艺进行试制。试棒代号分别为1-1SB,2-1SB;零件代号为1-1GJ、2-1GJ。试制后分别取样进行化学成分检测,并进行拉伸试验、冲击试验、硬度检验及金相组织分析。
冲击试块规格为10mm×10mm×55mm,V形缺口,试验温度-46℃。拉伸试棒直径12.7mm,标距50mm。试件的实际化学成分和性能检测结果见表3、表4。
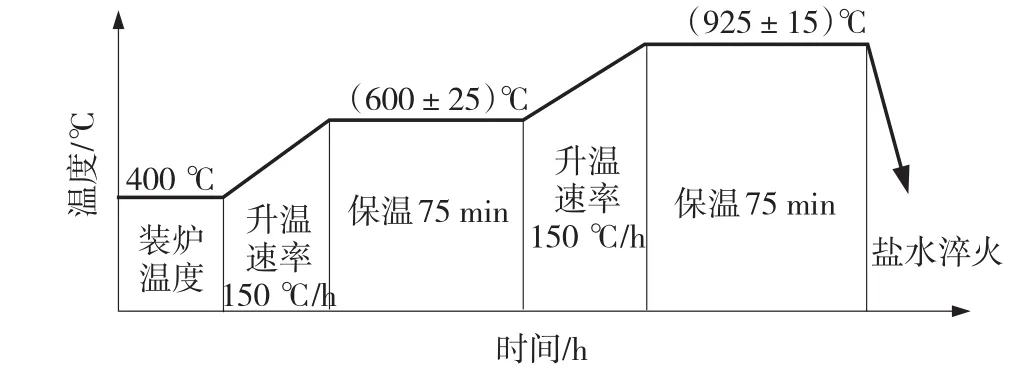
图2 LCC-1钢淬火处理工艺

图3 LCC-1钢回火处理工艺

表3 试制产品实际化学成分(质量分数)%
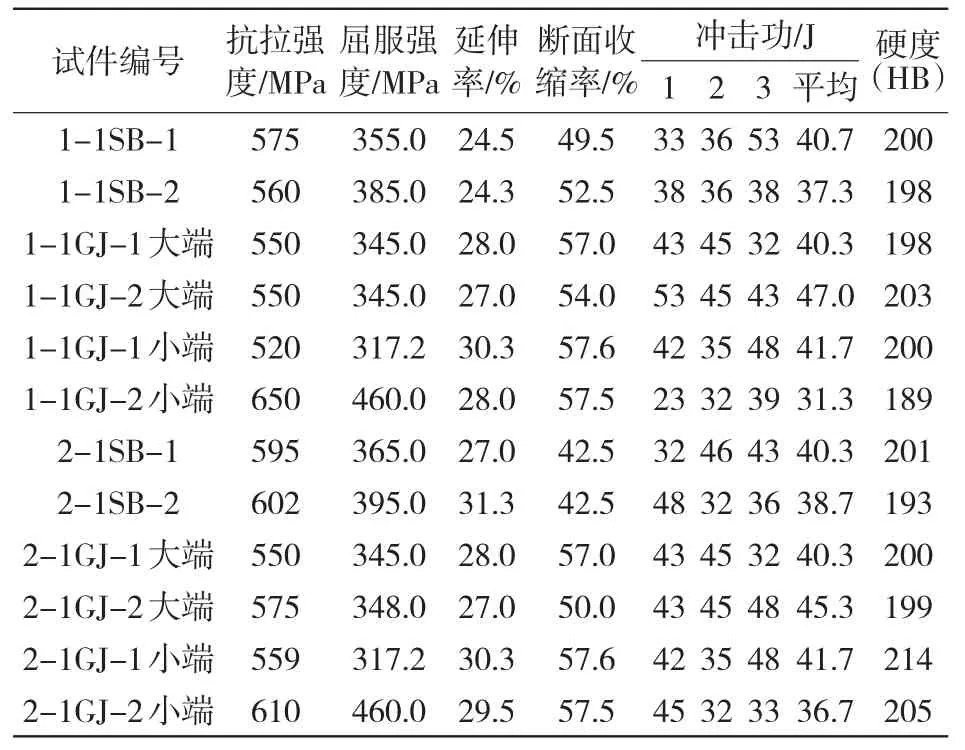
表4 试件的力学性能、冲击功及硬度
由表3、表4可知:两种工艺处理的产品均可满足力学性能、冲击功及硬度要求,且指标差异不大。
对试件进行金相检验,第1组试件(正火处理),晶粒度8.3~8.5,金相组织为珠光体+铁素体(见图4),且组织均匀,符合要求;第2组试件(调质处理),晶粒度10.2~10.3,金相组织为回火索氏体(见图5),且组织均匀,符合要求。因此,采用两种热处理工艺均能满足产品的性能要求,但从抗硫化氢腐蚀角度来讲,调质处理后钢的组织更适合于硫化氢工况,因此建议生产中采用调质处理工艺。
4 生产情况
产品试制及性能检验情况表明,设计的成分及工艺合理可行。由此进行了小批量试制,共组成65个检验批,一次检验合格率达到98.5%。且冲击功值均>45 J。进一步验证了工艺的稳定性。

图4 正火工艺处理后LCC-1钢的金相组织100×
当前产品已进行了批量化生产,平均每月产品出口美国达400 t以上。每月对产品质量进行统计分析,产品的一次送检合格率均达到98%以上,完全满足客户需求。
阀体的良好性能首先决定于其化学成分设计,其次是选择适当的热处理工艺。在不采用增加贵重金属含量的前提下,通过优化碳、锰、硅元素含量及锰碳比,采用调质处理工艺,可以达到提高冲击功的要求,且其他性能指标均能满足要求。因此用LCC-1来生产阀体,既能满足性能要求又可以降低生产成本。
图5 调质工艺处理后LCC-1钢的金相组织100×
[1]杨源泉.阀门设计手册[M].北京:机械工业出版社,1992.
[2]崔忠圻.金属学与热处理[M].北京:机械工业出版社,1989.
[3]王景德.化学成分与热处理工艺对LCC钢低温冲击值的影响[J].中国铸造装备与技术,2004(4):37-39.
[4]杨玉团,庄承林.低温阀门用LCB和LCC钢热处理方法浅析[J].阀门,2004(2):18-19.
Development of Anti-low TemperatureValvewith High Impact Energy Resistanceand Hydrogen SulfideResistance
LÜ Suyu,PANG Tao
(Shangdong Molong Petroleum Machinery Co.,Ltd.,Shouguang 262700,China)
Through optimizing designs of carbon,manganese,silicon elements and proportion of carbon and manganese and carbon equivalent,controlling carbon content within 0.18%-0.22%and manganese content within 1.22%-1.32%and the ratio of manganese/ carbon≥6,the Lcc-1 valve was developed by reasonable design for heating treatment process.The tests showed that the all properties of trial products met the standard requirements.The composition and process design is rational and feasible.Adopting the quenching and tempering treatment,the products have been mass production,and the once inspection pass rate run up to more than 98%.
valve;product development;quenching and tempering treatment;impact energy
TG142.1
文章编号:1004-4620(2014)04-0032-03
2014-03-05
吕素玉,女,1965年生,1988年毕业于阜新矿业学院机械制造及设备专业。现为山东墨龙石油机械股份有限公司总经理助理,技术中心经理,工程师,从事石油机械产品设计及研发管理工作。