山西通才3#1 300 m3高炉设计特点
2014-02-09于国华陈诚王冰
于国华,陈诚,王冰
(山东省冶金设计院股份有限公司,山东济南 250101)
生产技术
山西通才3#1 300 m3高炉设计特点
于国华,陈诚,王冰
(山东省冶金设计院股份有限公司,山东济南 250101)
山西通才工贸公司3#1 300 m3高炉设计采用全冷却壁、砖壁合一薄壁炉衬、铜冷却壁、碳砖-陶瓷杯复合炉底、全软水密闭循环冷却系统、炉顶布料控制技术、干法除尘、BPRT等一系列先进实用技术,高炉投产后取得了良好的技术经济指标,最高日产量4 040 t/d,利用系数达到2.78 t/(m3·d),燃料比502 kg/t,煤比152 kg/t,风温1 313℃。
高炉设计;薄壁炉衬;碳复合砖;高风温技术
1 前言
山西通才工贸有限公司3#1 300 m3高炉设计产能为125万t/a,焦比350 kg/t,煤比180 kg/t,风温1 300℃,炉顶压力0.22 MPa,高炉一代炉龄>12 a。高炉于2012年7月13日建成投产,高炉投产后生产稳定顺行。
2 高炉设计特点
2.1 高炉本体综合长寿设计
按照高炉综合长寿的设计原则,采用先进的长寿技术。高炉内型设计采用有利于强化冶炼的矮胖型;采用全冷却壁、砖壁合一薄壁内衬;炉缸炉底采用高导热碳砖+微孔碳砖+碳复合砖+陶瓷垫耐材结构;采用软水密闭循环系统;采用完善的炉体热负荷检测和炉缸内衬温度检测系统,为高炉生产稳定、顺行、高效、长寿奠定基础。
2.1.1合理的内型设计
高炉内型对高炉冶炼起着重要作用。合理的内型能促使冶炼指标的改善。在总结国内外同类型容积高炉内型尺寸的基础上,结合通才原燃料条件,设计采用适宜强化冶炼的矮胖炉型。高炉内型主要参数:死铁层高度1.8 m,炉缸高度4.0 m,炉腹角79°41′43″,炉身角82°52′30″,高径比2.57。其特点如下:
1)采用矮胖型炉型,减小了炉腹角、炉身角。较小的炉身角有利于受热膨胀后的炉料下降;较小的炉腹角有利于煤气流的均匀分布,减小对炉腹生成渣皮的冲刷,保护炉腹冷却壁,延长其寿命。
2)加深了死铁层深度。加深死铁层会增加炉缸侵蚀面积,但环流的减弱,将延缓炉墙厚度方向的侵蚀速度,无疑对高炉是有利的。同时较深的死铁层可多贮存铁水,保证炉缸有充足的热量储备,稳定铁水温度和成分。
3)加大了炉缸高度。深炉缸可保证风口前有足够的风口回旋区,有利于煤粉的充分燃烧及改善高炉下部中心焦的透气(液)性,有利于改善气体动力学条件。
4)高炉设有22个风口,2个铁口。
2.1.2冷却元件设计
高炉采用全冷方式。从炉底到炉喉钢砖下沿共设有14段冷却壁,按照炉内纵向各区域不同工作条件和热负荷大小,采用不同结构形式和不同材质的冷却壁。
炉底、炉缸第1、3、4段采用光面耐热铸铁冷却壁,炉缸异常侵蚀区第2段采用铸钢冷却壁,炉腹、炉腰、炉身下部采用铜冷却壁。铜冷却壁有足够的冷却强度,能够保护炉壳和内衬,炉身中上部能起支撑内衬的作用,易于形成工作内型,易于形成渣皮以保护炉衬和炉壳。
冷却壁5~12段镶砖,砖衬与壁体采用燕尾槽连接,从结构上加强了砖衬的稳定性。其中第5~9段镶抗碱金属性、抗磨性、导热性良好的烧成微孔铝碳砖,第10~12段镶磷酸浸渍黏土砖,第13、14段采用倒扣型光面球墨铸铁冷却壁。
2.1.3高炉炉缸炉底内衬结构设计
传统的炉底炉缸结构为碳砖+陶瓷杯(陶瓷垫)结构,虽然取得了高炉长寿的案例,但由于碳砖的抗铁水熔蚀性差,陶瓷杯寿命短等缺陷,使得许多高炉寿命短,仅使用1~4 a就出现问题。因此,高炉炉缸炉底内衬结构设计需要进一步优化完善。在通才高炉的设计中,充分考虑了高炉各部位的不同工作条件和侵蚀机理,结合通才原燃料条件和生产经验,有针对性地选用耐火材料(碳复合砖),并在结构上加强砖衬的稳定性,优化高炉炉缸炉底内衬结构设计。
1)为了延长炉底和炉缸的寿命,采用优质耐火材料并提供良好的冷却。炉底采用高导热碳砖+微孔碳砖+碳复合转+刚玉莫来石砖结构:炉底第1层采用高导热石墨碳砖;第2层采用半石墨碳砖、第3层采用微孔碳砖,第4层采用碳复合砖;最上层5、6两层采用刚玉莫来石砖。炉缸侧壁采用碳复合砖,陶瓷杯壁采用微孔刚玉砖。
2)风口区域采用微孔刚玉组合砖。
3)铁口区域采用微孔刚玉组合砖。
4)炉腹及以上区域采用砖壁合-薄内衬(镶砖150 mm)的结构形式。
耐火砖内衬采用冷镶方式直接与冷却壁砌成整体,砖衬与冷却壁采用燕尾槽连接。砖壁合一薄内衬技术取消了冷却壁凸台,易形成稳定而平滑的操作炉型,设计炉型即为操作炉型。
本次高炉设计中炉缸侧壁采用碳复合砖取代超微孔碳砖,是在充分分析总结碳复合砖的高导热、高抗侵蚀性能和通才2#410 m3高炉使用碳复合砖经验的基础上确定的。碳复合砖具有碳砖的导热性和陶瓷砖的抗铁水熔蚀性能,其理化性能指标见表1(其中抗碱性全部无裂纹,评价为优)。通才2#410 m3高炉炉缸使用碳复合砖,2008年7月投产,截至目前,炉缸工作正常,侵蚀轻微。

表1 碳复合砖与国内外几种碳砖的理化性能比较
2.1.4高炉冷却系统设计
1)软水密闭循环系统。软水密闭循环系统具有高效、节能、节水及冷却效果好的特点。高炉软水系统与热风炉软水系统并联,全系统总循环水量为4 000 t/h,供水压力0.6 MPa。冷却壁软水循环水量为2 400 t/h。炉底及风口大套串联,水量为330 t/h。风口中套水量为470 t/h,热风炉热风阀、混风阀、倒流阀等水量为800 t/h。系统设置20 m3脱气罐2个、20.5 m3膨胀罐1个。
2)高压净环水系统。风口小套、炉顶打水、十字测温装置等采用高压净环水冷却,水压1.5 MPa。
3)常压净环水系统。炉喉钢砖、炉前用水点等采用常压净环水系统,水量520 t/h,水压0.6 MPa。
2.2 精料及炉顶布料控制
2.2.1精料技术
槽下供料系统矿焦、槽双排布置,矿焦采用分散筛分、分散称量工艺。烧结矿、球团矿、块矿、焦炭入炉前在槽下进行筛分、称量后由上料主皮带机送高炉炉顶上料罐,槽下和上料主皮带间无中间料罐。为精准称量物料,每个槽下分别设有独立的称量斗。
小块焦回收利用。焦炭筛筛下的≤25 mm的小块焦经碎焦大倾角胶带机提升到碎焦筛分楼顶部,通过焦丁筛进行筛分。焦丁筛分级粒度为10 mm,筛上物为焦丁,由筛上溜槽进入碎焦皮带机运送到焦丁仓贮存备用;经槽下供料系统混装后进入槽下矿石胶带机再进入高炉。
炉顶采用皮带上料,主皮带宽1.4 m,皮带速度1.6 m/s,最大运输能力矿石2 000 t/h,焦炭400 t/h。
2.2.2炉顶布料控制技术
采用串罐式无料钟炉顶设备,可实现重量法和时间法布料,按工艺要求准确控制布料角度和圈数。料罐有效容积28 m3。炉顶工作压力0.22 MPa,设计压力0.28 MPa。
均压、排压系统采用二次均压形式,一次均压为净煤气,二次均压为氮气。一次均压采用全干法布袋除尘后的净煤气,二次均压采用氮气。共设置2台液压驱动均压阀。炉顶排压系统设2台液压驱动均压放散阀,阀后设消音器。
2.3 风口平台和出铁场
风口平台为混凝土结构平台。设有2个铁口,无渣口,双矩形出铁场,结构紧凑、占地少、投资省。出铁场场面为准平坦型,除主沟外,全部渣铁沟及沟盖均设在平台面下,操作区宽敞、平坦,材料堆放及运输方便;渣铁沟上没有活动盖板,在检修渣铁沟时揭开活动盖板,可在沟两侧的护板上作业,解决了平坦化与改善修沟操作条件的矛盾。主沟采用半贮铁式。炉前主要设备有KD300型液压泥炮、KDIA型全液压开铁口机。
2.4 干法除尘系统
高炉煤气干法布袋除尘器最大处理煤气标准流量为2.4×105m3/h,适应的正常煤气温度为100~250℃。滤袋材质为超细氟美斯9806,对于150℃左右的高炉煤气,经过布袋除尘器后的煤气含尘量降到5 mg/m3以下。
设计采用低压脉冲喷吹布袋除尘器,布袋除尘器采用双排布置,箱体13个,箱体直径Φ4 000 mm。为防止布袋被气流从外压扁,袋内装有支撑袋笼。箱体上部设有氮气脉冲喷吹装置,用氮气对滤袋进行喷吹,氮气喷吹压力为0.3~0.35 MPa。经氮气喷吹后,灰尘降落至箱体底部集灰斗,待集灰斗的灰位集到一定的设定高度时,开启气动自锁钟阀,由气力输灰系统送至灰仓。灰仓上部设仓顶除尘器。当灰仓的灰位集到设定高度时,开启气动卸灰球阀,由吸排罐车运走。
2.5 高风温技术
为节能降耗,高风温是热风炉发展的必然趋势。通才3#高炉设计采用全低热值高炉煤气,设计送风温度1 350℃,热风炉拱顶温度1 420℃。采用4座顶燃式热风炉加两座助燃空气预热炉,助燃空气预热到500~600℃,煤气温度预热到200℃。
2.6 BPRT系统
BPRT系统装置具有两个机组的功能,即高炉鼓风和能量回收,是由电能和煤气能双能源驱动的鼓风机组。BPRT机组是将煤气透平和高炉鼓风机两套机组合并,取消发电机及发配电系统,并将回收的能量直接作为旋转机械能补充在轴系上,避免能量转换的损失,使驱动鼓风机的电动机降低电流而节能。
高炉鼓风机选用AV63—15型全静叶可调轴流式电动鼓风机组1台,最大风量为3 600 m3/min,出口风压为0.5 MPa,配套电机额定功率为19 000 kW。高炉煤气透平机选用MPG8.1-290/150型,输出功率6 000~8 000 kW。
3 生产实践
山西通才3#高炉实际炉容1 300 m3,于2012年7月13日点火送风投产。高炉投产后生产稳定顺行,各项生产技术指标不断提升,3个月达产。表2是山西通才3#高炉投产初期主要生产技术指标。
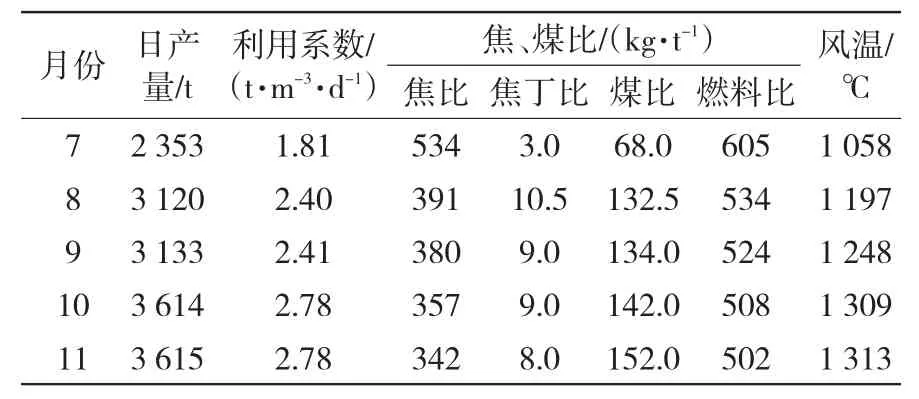
表2 通才3#高炉2012年投产初期生产技术指标
2012年10月份高炉最高日产量达到4 040 t/d,11月份平均利用系数达到2.78 t(/m3·d),燃料比502 kg/t,焦比342 kg/t,焦丁比8 kg/t,煤比152 kg/t,风温1 313℃。高炉的各项指标达到了预期的设计水平。
Design Characteristicsof No.31300m3BF in Shanxi Tongcai
YU Guohua,CHEN Cheng,WANG Bing
(Shandong Province Metalurgical Engineering Co.,Ltd.,Jinan 250101,China)
A series of advanced and suitable technologies were adopted in the design of No.3 1 300 m3BF in Shanxi Tongcai Industrial and Trading Co.,Ltd.such as entire cooling staves structure,thin skinned lining,copper cooling staves,carbon brick ceramic cup complex bottom,closed loop soft water cooling system,bell less top with two coaxial vertical hoppers,dry bag dedusting,blast furnace power recovery turbine.After commissioning,the BF achieved good technical and economic indexes.The highest daily output is 4 040 t/d,the coefficient of utilization reaches 2.78 t/(m3·d),fuel ratio is 502 kg/t,coal ratio is 152 kg/t and the blast temperature is 1 313℃.
blast furnace design;thin skinned lining;combined carbon brick;high blast temperature technology
TF063
:A
:1004-4620(2014)01-0009-03
2013-11-04
于国华,男,1964年生,1987年毕业于包头钢铁学院钢铁冶金专业。现为山东省冶金设计院股份有限公司高级工程师,从事高炉长寿及设计研究工作。