S32760超级双相不锈钢管材焊接接头组织及腐蚀原因分析
2014-01-23程巨强弥国华刘志学马海峰
程巨强,弥国华,刘志学,马海峰,郭 旺
(1.西安工业大学 材料与化工学院,西安710032;2.珠海巨涛石油服务有限公司,广东 珠海518068)
S32760是在超级双相钢S32750基础上加入W和Cu合金化而成的一种高合金的超级双相不锈钢,使用状态下的组织为铁素体和奥氏体,二者最佳比例为1∶1。这样组织比例是S32760超级双相不锈钢兼有奥氏体不锈钢与铁素体不锈钢的双重特征,具有比奥氏体不锈钢更低的热膨胀系数和更高的热导率,它的孔蚀系数(PREN)大于40,具有优异的含氯离子及酸性介质环境下的耐应力腐蚀开裂能力,良好的耐氯离子点蚀及缝隙腐蚀能力,具有良好的耐冲刷腐蚀及腐蚀疲劳,力学性能优异,焊接性能良好。主要应用于石油、天然气、化工以及船舶等领域的腐蚀环境下,成为各种耐腐蚀工业应用领域的理想材料[1]。超级双相钢在实际应用中存在焊接问题,焊接接头的组织及其相比例影响焊接接头的力学性能和腐蚀性能,笔者研究了氩弧焊S32760双相不锈钢管材焊接接头的组织、相比例和焊缝腐蚀缺陷形貌,以及分析腐蚀的原因,为该材料实际焊接接头组织分析等提供参考。
1 试验材料及过程
试验采用8 mm壁厚φ60 mm S32760双相不锈钢管材。 化学成分为:w(C)≤0.030%,w(Cr)=24%~26%,w(Ni)=6.0%~8.0%,w(Mo)=3.0%~4.0%,w(N)=0.20~0.30%,w(Cu)=0.5%~1.0%,w(W)=0.5%~1.0%,w(Si)≤1.0%,w(Mn)≤1.0%,w(P)≤0.030%,w(S)≤0.010%。管材的焊接开V形坡口。焊接时用氩弧焊打底,手工电弧焊充填盖面,氩弧焊焊丝牌号为曼斯特ZERON 100(ER2594),焊条及其焊丝化学成分为w(C)≤0.030%,w(Cr)=24%~27%,w(Ni)=8.0%~10.5%,w(Mo)=2.5%~4.5%,w(N)=0.20~0.30%,w(Si)≤1.0%,w(Mn)≤2.0%,w(P)≤0.030%,w(S)≤0.020%,w(Cu)≤1.5%,w(W)≤1.0%。 焊接保护气体98%Ar+2%N2,手工焊焊条牌号为E2594。所有焊接焊前管件不预热,焊接过程层间温度<100℃,输入线能量≤1.5 kJ/mm。焊接接头的腐蚀试验采用ASTM G48—2009方法测定。焊接接头组织采用NIKON EPIHOT300型金相数码显微镜观察其金相组织。焊接接头腐蚀试验采用12 g铁氰化钾+40 g氢氧化钾的100 mL 80℃的水溶液进行热腐蚀。测试焊缝显微硬度采用402MVDTM数显硬度计。
2 试验结果及其分析
2.1 焊接接头的显微硬度
图1为S32760管件焊接接头的显微硬度分布曲线。图中中间区域为焊缝显微硬度,两边为母材的显微硬度,从焊缝各区的显微硬度变化可知,S32760管件的焊接材料采用ER2594,焊后不进行热处理的焊接接头焊缝区具有较高的显微硬度,母材的显微硬度略低。
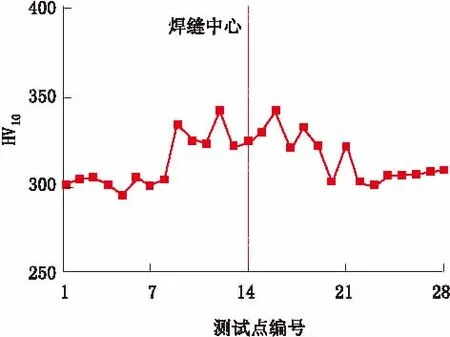
图1 焊后不进行热处理的焊接接头显微硬度分布
2.2 焊接接头的显微组织
图2为S32760双相不锈钢焊后不进行热处理的焊接接头的金相组织。可以看出,焊缝金属的组织由铁素体和奥氏体组成,在铁氰化钾和氢氧化钾水溶液热腐蚀后的金相组织中,灰白色的为奥氏体,深灰色的为铁素体,深黑色分布在奥氏体和铁素体界面的为少量的σ相。
从图2的金相组织可以看出,焊缝组织中奥氏体主要有3种分布形式,即分布在铁素体晶界、板条状分布在铁素体晶粒中、块状分布在铁素体晶粒中,如此分布的原因与焊接后焊缝金属凝固过程有关。对于试验材料,由于采用的焊条与母材成分基本一致,为高铬镍合金,焊条材料中镍含量要高于母材。因此,根据Fe-Cr-Ni三元相图[2], 成分为w(Cr)=24%~27%和w(Ni)=8.0%~10.5%的焊条熔化后其凝固是按铁素体凝固模式进行,即一次凝固组织为单相铁素体组织,当冷却温度低于奥氏体析出线温度时开始形成奥氏体,奥氏体的析出首先在铁素体晶粒边界形成,部分析出的奥氏体完全覆盖了铁素体晶界,因此形成晶界奥氏体,奥氏体在晶界包围铁素体,会形成所谓的 “锁边”结构[3]。晶界奥氏体形成后部分奥氏体会向铁素体晶内生长,由于焊缝冷却速度较快,铁素体中容易析出类似魏氏组织的板条奥氏体(图2(a))。在冷却过程中,部分奥氏体会在铁素体晶粒内块状析出。根据固态转变的特点,焊缝中的奥氏体也由形核和长大过程组成,从试验材料的金相组织可以看出,焊缝奥氏体可在铁素体晶界或晶内,当从铁素体晶界形成的奥氏体数量足够多时,便向铁素体晶内生长,割裂铁素体组织,可以抑制铁素体的粗化而细化铁素体晶粒。图2(b)是S32760不锈钢焊缝的熔合区和热影响区的组织,图2(c)是高倍显微镜组织,从图2(c)可以看出,熔合区冶金结合良好,热影响区的奥氏体在铁素体晶粒边界和晶粒内部析出呈羽毛状和条块状,焊接接头的热影响区宽度只有铁素体几个晶粒的大小。热影响区的大小与焊接时热输入有关,较大的焊接热输入会加大热影响区并会使组织粗化,S32760双相不锈钢焊接时严格的控制热输入及其层间温度,热影响区组织并不粗大。焊缝组织中析出少量的σ相与焊后冷却速度较小有关。图2(d)和图2(e)为焊接接头母材的金相组织,沿管材轴向组织为铁素体和奥氏体,母材中的铁素体呈板条状,沿轧制方向分布,奥氏体呈连续条状分布在铁素体基体中,管材的横向组织和纵向组织比较,出现较大团块状组织,因此,纵向连续状组织为横向切面的组织,因此双相不锈钢三维组织应为平行于轧制方向,相互交叠分布的双向组织。依据标准ASTM E562—2008《用系统人工点计数法测定体积分数的试验方法》对试样焊缝及热影响区进行铁素体和奥氏体相比例的计算,计算图2(a)焊缝金属组织中奥氏体含量为64%,铁素体含量为36%;母材奥氏体含量为52%,铁素体含量为48%。可以看出,母材奥氏体与铁素体之比接近于1∶1,而焊缝金属奥氏体含量偏高,这说明焊后焊缝金属冷却速度较慢,冷却过程发生较多的铁素体向奥氏体转变,没有达到最佳的奥氏体和铁素体相比例。
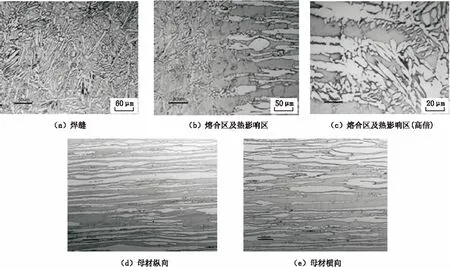
图2 S32760氩弧焊焊后不进行热处理的焊接接头组织
2.3 焊接接头的耐腐蚀试验
一般认为,含钼双相不锈钢具有良好的耐氯化物应力腐蚀性能及其孔蚀性能,但在生产中,如果焊接过程及其参数控制不好,焊缝会产生孔蚀等腐蚀缺陷。图3为S32760焊接试验中焊接接头耐腐蚀试验的孔蚀形貌。可以看出,孔蚀发生在热影响区和熔合区(图3(a)),观察同一试样,发现焊接热影响区和焊缝组织的奥氏体和铁素体界面存在析出的黑色小质点(图3(b)),对焊缝及热影响区进行XRD物相分析,发现其物相主要由铁素体(α)、奥氏体和σ相组成。σ相属于正方晶系,其典型化学成分为w(Cr)=29%~34%,w(Ni)=3%~5%,w(Mo)=3%~9%,w(W)=0~7%[4],主要是Fe-Cr-Mo等金属间化合物,富Cr,Mo,Si,W贫Ni,Mn等元素的相。组织中一旦析出σ相,其周围Cr和Mo等合金元素会贫化,会降低耐蚀性能[5]。σ相硬而脆,会提高不锈钢的强度,但降低塑性和韧性。关于σ相的形成机制目前还存在争议,一般认为它在双相不锈钢处于600~1 100℃时为热力学稳定相[6],而此时铁素体为亚稳相,有分解为奥氏体和σ相的趋势。因此,双相不锈钢在600~1 000℃加热或焊接后缓冷时,会发生α→(σ+γ)反应,在铁素体和奥氏体晶界析出σ相。从图3(b)可以看出,热影响区、熔合区及其焊缝的σ相均处于在铁素体和奥氏体相晶界。焊接接头在焊接过后的冷却过程中,奥氏体也会发生分解析出σ相[7]。研究表明[8-10],对于超级双相不锈钢,热加工后组织中的σ相是一种危害最大的析出相,会明显降低钢的韧性、塑性及耐腐蚀性能,所以,焊接或热处理时双相不锈钢应避免出现σ相,一般可以通过提高600~1 000℃的冷却速度可以拟制σ相析出[11]。S32760管材焊接接头组织中出现σ相与焊接时热输入量过高、层间温度过高、在600~1 000℃焊缝金属冷却速度过慢有关,导致焊接接头产生腐蚀现象。为保证焊缝组织中具有合适的相比例和良好的力学性能及腐蚀性能,焊接应避免过低或过高的热输入,焊接时应控制线能量和焊接时层间温度。一般认为[12],对超级双相不锈钢线能量控制在0.5~1.5 kJ/mm,含W和Cu的超级双相不锈钢对高线能量更敏感,其线能量应该不超过1.5 kJ/mm,层间温度要小于100℃,便不会发生因金属间σ相析出使韧性和耐蚀性下降。

图3 S32760焊接接头耐腐蚀试验的孔蚀形貌
3 结 论
(1)气体保护焊焊后不进行热处理,S32760双相不锈钢管材焊接接头焊缝组织、热影响区和母材的组织均为奥氏体和铁素体组织双相组织,焊缝金属的奥氏体含量较多,并有少量的σ相。双相不锈钢焊接接头熔合区结合良好,焊缝热影响区宽度较小。
(2)焊缝的奥氏体在铁素体晶界形成,向铁素体晶内生长,呈板条状分布,部分奥氏体直接在铁素体晶内析出呈块状分布。
(3)实际焊接时,焊接接头腐蚀试验中出现腐蚀的原因与焊缝接头焊后冷却速度过慢、组织中奥氏体含量过多及析出σ相有关,焊接时应严格控制热输入及其焊接时的层间温度。
[1]吴玖,刘尔华.国内外双相不锈钢的发展[J].石油化工腐蚀与防护,1996,13(01):6-8.
[2]利波尔德,科特茨基.不锈钢焊接冶金学及焊接性[M].陈剑虹,译.北京:机械工业出版社,2008.
[3]张艳,钱百年,王宗杰,等.00Cr25Ni7Mo3N双相不锈钢HAZ组织对韧性的影响[J].材料研究学报,2001,15(02):219-224.
[4]KARLSSON L.Intermetallic Phase Precipitation in Duplex Stainless Steel and Weld Metals[J].WRC Bulletin 1999,438:1-23.
[5]王国华.σ相的析出对双相不锈钢组织性能的影响[J].中国冶金,2011,21(06):15-18.
[6]MAEHARA Y,OHMORI Y,MURAYAMA J,et al.Effects of Alloying Elements onσPhase Precipitation in δ-γ Duplex Phase Stainless Steels[J].Metal Science,1983,17(11):541-547.
[7]何德孚,曹志樑,蔡新强,等.焊缝金属中的二次相析出及对双相不锈钢焊管性能的影响 [J].焊管,2004,27(05):27-35.
[8]丁秀平,刘雄,何燕霖,等.时效条件下2205双相不锈钢中的析出相分析及其对冲击性能的影响[J].钢铁,2010,45(06):84-87.
[9]陈嘉砚,杨卓越,杨武,等.双相不锈钢中σ相的形成特点及其对性能的影响[J].钢铁研究学报,2006,18(08):1-4.
[10]王晓峰,陈伟庆,郑宏光.冷却速率对00Cr25Ni7Mo4N超级双相不锈钢析出相的影响[J].钢铁,2009,44(01):63.
[11]MAEHARA Y,MASAO K,FUJINO N.Precipitation of Sigma Phase in a 25Cr-7Ni-3Mo Duplex Phase Stainless Steel[J].Transactions of the Iron and Steel Institute of Japan,1983,23(03):240-246.
[12]NILSSON J O.Super Duplex Stainless Steels[J].Materials Science and Technology,1992,8(08):685-700.
