断奶仔猪大宗原料混合料膨胀加工参数试验研究
2014-01-21李军国秦玉昌李
■孙 杰 张 建 李军国秦玉昌李 俊
(1.中国农业科学院饲料研究所,北京 100081;2.中粮饲料(东台)有限公司,江苏东台 224200)
随着配合饲料品种的增加和加工质量的不断提高,为了满足某些特殊高档仔猪料、宠物饲料等加工工艺的需求,人们越来越重视制粒前道工序——调质处理对物料加工质量、营养效应及热敏性物质保持率的影响。目前,人们普遍采用高效调质器、挤压膨化机及膨胀器提高物料的熟化度。膨胀器是饲料经高温、高压短时调质处理、挤压后,以环形隙口出料,使物料熟化、膨胀的一种饲料加工设备[1-3],它既可作为强化调质器用于制粒前,对饲料进行短时间的高温高压调质处理,也可单独用来生产膨胀的配合饲料产品,还可以作为预处理设备对饲料原料或配合饲料的大料混合料进行膨胀熟化加工。目前,大料混合料膨胀低温制粒工艺在乳猪料、断奶仔猪料生产中逐渐得到了认可和应用,该加工工艺首先将大宗原料配料,然后经调质器预处理后进入膨胀器熟化,最后与预混料等混合进行低温制粒,此加工方式具有提高物料的熟化度、有效消除抗营养因子、保持功能性物质活性、提高适口性等特点。
膨胀加工的饲料产品中,淀粉糊化度和容重是反映膨胀效果的重要指标[4],此外蛋白质体外消化率也是评价物料营养价值的关键指标之一[5]。目前膨胀相关研究主要侧重膨胀器的工作原理,有关膨胀器作为强调质器应用于仔猪饲料中的研究鲜见报道,膨胀工艺参数对物料加工质量的影响规律尚未见报道。由于先膨胀再低温制粒的仔猪料工艺中,膨胀器作为强调质器在提高物料熟化度等方面扮演着重要的角色,对最终产品的质量有着至关重要的作用,因此需要探讨不同膨胀工艺参数对膨胀产品质量的影响规律。本文重点将调质温度、环隙开度、喂料速度三个因素作为变量,以物料的淀粉糊化度、蛋白质体外消化率和容重为评价指标,研究膨胀工艺参数对仔猪料大宗原料混合料加工质量的影响。
1 材料与方法
1.1 试验材料
试验所采用的仔猪饲料大宗原料配方中玉米、小麦、豆粕和膨化大豆的比例分别为46.95%、10.00%、10.00%、3.69%。
1.2 试验试剂及仪器设备
1.2.1 试剂
脱支酶(amyloglucosidase):sigma-aldrichA7095-50 ml,酶活力300 units/ml。
胃蛋白酶:酶活力1 200 U/g,国药集团化学试剂有限公司。
胰蛋白酶:酶活力50 000 U/g,国药集团化学试剂有限公司。
其他实验试剂均为分析纯。
1.2.2 仪器及加工设备
双层恒温培养振荡器(SPH-2102C):上海世平实验设备有限公司。
凯氏定氮仪(Kjeltec2300):福斯中国有限公司。
SpectraMaxM5多功能酶标仪:上海闪谱生物科技有限公司。
电子容重器(GHCS-1000):郑州中谷机械设备有限公司。
膨胀器(SPZL180):江苏正昌集团。
1.3 考察指标及检测方法
1.3.1 淀粉糊化度
参照熊易强(2000)饲料淀粉糊化度(熟化度)的测定方法[6]。
1.3.2 蛋白质体外消化率
参照王卫国(2000)的方法[7],并根据试验条件加以调整。
胃蛋白酶活性单位的最适用量为180 U即6 U/ml,胰蛋白酶活性单位的最适用量为100 U即10 U/ml。
1.3.3 容重
参照GB/T 5498-1985方法:粮食、油料检验-容重测定法。
1.4 数据处理
试验数据采用SPSS 17.0数据处理软件进行单因素方差分析(one-way ANOVA)和Duncan氏多重比较检验,试验结果采用平均值±标准差(mean±SD)表示,P<0.05为差异显著。
2 试验内容
2.1 调质温度试验
首先保证膨胀器环隙开度、喂料速度保持不变,通过调节蒸汽添加量,分别将调质温度设定在75、80、85、90℃,研究调质温度对大宗原料混合料的淀粉糊化度、蛋白体外消化率及容重的影响规律。试验结束时采用游标卡尺测的环隙开度为2.2 cm。
2.2 环隙开度试验
调质温度设定在85~90℃之间,喂料速度保持不变,通过调节膨胀器环隙开度(2.6、2.3、1.9、1.5 cm),研究环隙开度对大宗原料混合料的淀粉糊化度、蛋白质体外消化率及容重的影响规律。
2.3 喂料速度试验
调质温度设定在85~90℃之间,环隙开度保持不变,通过调节喂料速度(30、35、40、45、50 Hz),研究喂料速度的大小对大宗原料混合料的淀粉糊化度、蛋白质体外消化率及容重的影响规律。试验结束时采用游标卡尺测的环隙开度为2.5 cm。
2.4 工艺流程、工艺参数及取样点
玉米、豆粕等→粉碎→配料→混合→调质→膨胀,此工艺中,粉碎筛孔直径2.0 mm,物料混合时间为160 s,膨胀器料口温度100~110℃。
上述试验均是在大料混合后、调质后和膨胀后取样(四分法取样)。每个样品分别取样4次,每次不少于2 kg。
3 结果与分析
3.1 调质温度对物料加工质量的影响
3.1.1 调质温度对物料淀粉糊化度的影响(见表1)

表1 不同调质温度对物料淀粉糊化度的影响
由表1可以看出,随着调质温度的升高,调质料的糊化度呈现上升的趋势,调质温度为90℃时,物料的糊化度显著高于80℃和85℃组的糊化度(P<0.05),但是当调质温度为75℃时物料糊化度反而偏高,分析原因可能是由于实际生产及取样过程中误差导致的;膨胀料的糊化度是随着调质温度的升高逐渐升高的,当调质温度分别为85、90℃时,膨胀料的糊化度没有呈现显著性的差异(P>0.05),但是却显著高于75℃组膨胀料的糊化度(P<0.05),调质温度80℃和85℃组的膨胀料的糊化度没有显著性的差异(P>0.05)。总之,混合料经调质后,糊化度升高7%左右,物料膨胀后,糊化度升高35%左右,经调质膨胀后物料的糊化度均达到60%以上。
3.1.2 调质温度对物料蛋白质体外消化率的影响(见表2)
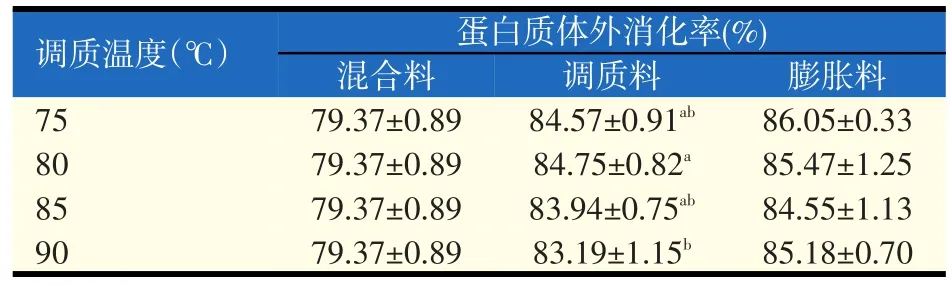
表2 不同调质温度对物料蛋白质体外消化率的影响
由表2可知,随着调质温度的升高,调质料的蛋白质体外消化率先提升后降低,当调质温度为80℃时,调质料的蛋白质体外消化率最高,且显著高于90℃组(P<0.05),75、80℃和85℃组的蛋白质体外消化率差异不显著(P>0.05);各温度组膨胀料的蛋白质体外消化率差异不显著(P>0.05),但调质温度为75℃时,膨胀物料的蛋白质体外消化率最高。混合料经调质膨胀后,蛋白质体外消化率提高6%左右。
3.1.3 调质温度对物料容重大小的影响(见表3)
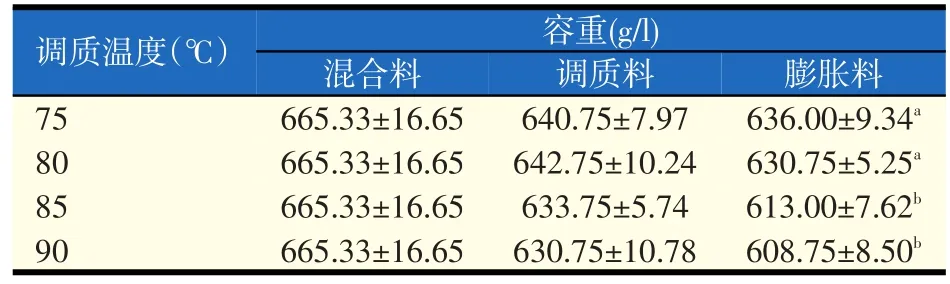
表3 不同调质温度对物料容重的影响
由表3可以看出,调质温度的变化对调质料的容重并没有产生显著性的影响(P>0.05);当调质温度为85℃和90℃时,膨胀料的容重显著低于75℃和80℃组(P<0.05),与膨胀料糊化度的变化趋势几乎是成负相关的,原因是膨胀器的高温、高压的强处理,使物料的熟化程度增加,进而糊化度升高,容重降低。物料经过调质和膨胀后,大料混合料的容重降低了大约45 g/l。
3.1.4 膨胀物料淀粉糊化度和容重的相关性分析(见图1)
由图1可知,膨胀物料的淀粉糊化度和容重有很好的相关性,相关系数为0.966 8。
3.2 膨胀器环隙开度对物料质量的影响
膨胀器环隙开度对大宗原料的加工质量有着重要的影响。首先保持调质器调质温度85~90℃,逐渐缩小环隙开度,膨胀腔内的压力增大,电流飙升,并重复出现堵机现象,因此为了保证膨胀腔内的压力一致,当开度调节到1.9 cm时,喂料速度降低至24 Hz。实验结束时采用游标卡尺量得环隙开度分别为2.6、2.3、1.9、1.5 cm。并实时记录加工参数(见表4)。

图1 膨胀物料的淀粉糊化度和容重的相关性分析

表4 工艺参数实时记录
3.2.1 环隙开度对物料淀粉糊化度的影响(见表5)

表5 环隙开度对物料淀粉糊化度的影响
由表5可知,环隙开度和喂料速度的变化对调质料的糊化度均没有显著性的影响(P>0.05);同一喂料速度下,环隙开度降低,膨胀物料糊化度升高;环隙开度为1.9 cm和1.5 cm时,膨胀料糊化度显著高于环隙开度为2.6 cm和2.3 cm时的糊化度(P<0.05)。
3.2.2 环隙开度对物料蛋白质体外消化率的影响(见表6)

表6 环隙开度对物料蛋白质体外消化率的影响
由表6可知,随着环隙开度的变化,膨胀料和调质料的蛋白质体外消化率变化均不显著(P>0.05)。
3.2.3 环隙开度对物料容重的影响(见表7)

表7 环隙开度对物料容重的影响
由表7可知,随着环隙开度的变化,调质料的容重变化不显著(P>0.05);同一喂料速度下,环隙开度为2.6 cm和2.3 cm时,膨胀物料的容重没有显著性差异(P>0.05),当喂料速度降至24 Hz时,环隙为1.5 cm时容重显著低于1.9 cm组(P<0.05);膨胀物料容重的变化与淀粉糊化度的变化趋势几乎一致。
3.2.4 膨胀物料淀粉糊化度和容重的相关性分析(见图2)

图2 膨胀物料的淀粉糊化度和容重的相关性分析
由图2可知,膨胀物料的淀粉糊化度和容重有很好的相关性,相关系数为0.925 2。
3.3 喂料速度对物料加工质量的影响
3.3.1 喂料速度对物料淀粉糊化度的影响(见表8)

表8 喂料速度对物料淀粉糊化度的影响
由表8可知,喂料速度对调质料的糊化度没有显著的影响(P>0.05);随着喂料速度的增加,膨胀物料的糊化度并没有呈现有规律的变化,但是当喂料速度为35、40、50 Hz时,糊化度是逐渐升高的,并且当喂料速度为50 Hz,糊化度显著高于其他两组(P<0.05)。
3.3.2 喂料速度对物料蛋白质体外消化率的影响(见表9)

表9 喂料速度对物料蛋白质体外消化率的影响
由表9可知,喂料速度的变化使调质料的蛋白质体外消化率呈现无规律的变化,喂料速度为35 Hz时,蛋白质体外消化率最高;喂料速度为50 Hz时,膨胀料蛋白质体外消化率急剧下降(P<0.05),30、35、40、45 Hz组的膨胀料的蛋白质体外消化率差异不显著(P>0.05)。
3.3.3 喂料速度对物料容重的影响(见表10)

表10 喂料速度对物料容重的影响
由表10可知:随着喂料速度的增大,物料容重显著性降低(P<0.05)。
4 讨论
4.1 调质温度对物料加工质量的影响
玉米、豆粕等大宗原料在膨胀前,必须要经过蒸汽调质,使物料含水率控制在16%~25%,物料经过调质后,熟化度提高,同时也辅助加强了膨胀工段的作用,因此研究调质温度对物料糊化度的影响对提高物料的质量具有重要的意义。本研究发现,随着调质温度的升高,调质料和膨胀料的糊化度显著提高。调质料糊化度升高的原因是在同一喂料速度下,增加蒸汽的流量从而提高物料的调质温度,此时,在相同的物料表面积下,接触的蒸汽越多,熟化效果越好,糊化度越高。Ganjyal等[8]对淀粉挤压膨胀现象研究发现,随着温度升高,淀粉分子间氢键断裂,有序的结构被打乱,形成了疏松多孔的气室结构,温度越高这种无序膨胀的程度越大,反映在微观上即淀粉糊化度的上升。Lundblad等[9-11]研究表明,虽然膨胀加工物料的过程输入大量的机械能,使物料经过强有力的水热处理,但是物料的淀粉糊化度只得到适度的提高,试验结果略低于本试验中膨胀物料糊化度的数值。宋晓旻[12]在膨胀加工方式及其对饲料营养价值的影响中报道,物料经过110℃膨胀后,物料的糊化度可以达到60%。
混合料经过调质膨胀后蛋白质体外消化率升高是因为蛋白质经过热处理和剪切作用后表现出相当程度的伸展变形,破坏了其中的ɑ-螺旋结构,导致蛋白质变性,氨基酸残基暴露有利于蛋白酶的水解。但是,调质温度大于80℃时,调质料的蛋白质体外消化率下降,可能是物料中某些氨基酸与还原糖发生美拉德反应,从而降低蛋白质的消化率,这与本实验室前期的研究结果是一致的。
物料经过调质和膨胀后,大料混合料的容重降低了大约45 g/l。有研究表明:乳猪料经出口端为110℃左右的温度膨胀后,产品容重与膨胀前相比降低了20%左右,本文中膨胀物料容重较调质前降低较小;Lundblad实验得出,仔猪物料经膨胀制粒后成品容重为624 g/l,与本文的容重均值620 g/l基本相似。单达聪[13]等采用双螺杆膨化机干法工艺对宠物全价粉状饲料进行膨化制粒的试验中发现容重与淀粉的糊化度密切相关,通过容重的测定估测其熟化度具有很好的可行性,本研究得出膨胀物料的淀粉糊化度与容重的相关系数均大于0.9,同样可以采用容重估测物料的糊化度。
4.2 环隙开度对物料加工质量的影响
物料在膨胀腔内受到挤压其体积迅速缩小,同时受螺杆的剪切作用,物料的压力和温度迅速升高,在接近出料口时压力达到最高点,物料挤出时压力骤然降低并且水分发生闪蒸,膨胀后的物料呈团状,絮状或粗屑状[14-15]。环隙出料的形状及环隙开度不仅影响膨胀器压力及膨胀物料的最终品质,而且对膨胀过程的顺利进行也至关重要。本研究发现,同一喂料速度下,环隙开度降低,膨胀料糊化度升高,环隙开度为1.9 cm和1.5 cm时的膨胀料糊化度显著高于环隙开度2.6 cm和2.3 cm组(P<0.05),喂料速度降低的前提下,糊化度仍然提高,究其原因是由于喂料速度的降低延长了物料在膨胀腔内的滞留时间及其小环隙出料模孔对物料的挤压作用。随着环隙开度的变化,膨胀料和调质料的蛋白质体外消化率变化均不显著(P>0.05)。膨胀物料容重的变化与淀粉糊化度的变化趋势几乎一致,相关系数为0.93。目前研究中尚未有环隙开度对物料加工质量影响的报道,但是,不难看出随着环隙开度的缩小,膨胀器的生产率下降、动力消耗上升,因而在满足物料糊化度和营养指标的前提下,企业应当意识到膨胀器环隙的重要性,在实际生产中合理地选用环隙开度。
4.3 喂料速度对物料加工质量的影响
喂料速度的大小与生产企业的产量密切相关,但是产量与产品的质量并不一定成正比关系。本试验中随着喂料速度的增加,膨胀物料的糊化度并没有呈现有规律的变化,但是当喂料速度为35、40、50 Hz时,糊化度是逐渐升高的,并且当喂料速度为50 Hz,糊化度显著高于其他两组(P<0.05)。原因是由于同一环隙开度下,由于喂料速度增大使得机筒填充度增大,螺杆对物料的剪切力、物料与物料之间的挤压力、环隙对物料的挤压力增加等叠加作用的结果,并且剪切力和挤压力占主导地位。挤压膨化工艺研究有类似的报道,Chinnaswamy等[16]研究挤压玉米淀粉时发现实际生产中,如果进料量过小,模头处不易形成稳定的料流,挤出成形不稳定;如果进料量太大,易超出挤压机的加工能力,导致机器堵塞甚至发生危险。
喂料速度的变化导致蛋白质体外消化率呈现无规律的变化,原因可能是由于蒸汽供应不是很稳定,不同喂料速度下,物料受热面积不均匀,因此物料的蛋白质体外消化率会有些许波动。
5 结论
①随着调质温度的升高,膨胀料的糊化度逐渐升高,膨胀后物料的糊化度均达到60%;混合料经调质膨胀后,蛋白质体外消化率提高6%左右,其中75℃时膨胀物料蛋白质体外消化率最高。根据节能降耗的要求,调质温度选择不宜过高,75~80℃为宜。
②环隙开度对膨胀物料的最终品质有着至关重要的作用,环隙开度缩小,膨胀物料糊化度显著升高。生产过程中应合理控制膨胀器间隙,在保证产品质量的基础上减少赌机现象的发生,建议环隙开度选择2.0~2.5 cm。
③随着喂料速度的增加,膨胀物料的糊化度呈现升高的趋势。
综合考虑物料的加工质量,初步认为仔猪大宗原料混合料膨胀的较优工艺参数为调质温度75~80℃,环隙开度2.0~2.5 cm,喂料速度35~45 Hz。但调质温度、环隙开度和喂料速度的交互作用还有待研究。
