莱钢60 000 m3/h制氧机调试总结
2014-01-20孔凡魁田现德王军潘新卿胥波
孔凡魁,田现德,王军,潘新卿,胥波
(莱芜天元气体公司,山东莱芜271126)
制氧
莱钢60 000 m3/h制氧机调试总结
孔凡魁,田现德,王军,潘新卿,胥波
(莱芜天元气体公司,山东莱芜271126)
介绍了莱钢60000 m3/h制氧机设备特点和工艺指标,总结了调试过程中出现的问题,分析原因,制定整改控制措施,完善操作预案,试车工作稳步推进,机组按期达产达效。
制氧机;调试;原因分析;整改措施;效果
1 机组简介
山钢莱芜分公司能源动力厂天元气体公司引进的六万制氧机,主体设备由林德公司设计、制造。空分系统采用林德先进工艺技术流程,分子筛吸附器采用立式、径向流、单层床净化,主冷凝蒸发器采用林德专利的多层浴式主冷,整套装置实现稀有气体全提取,自动变负荷功能,软件控制系统Foxbor设计。
60 000 m3/h制氧机组工程分别由中国二十二冶集团有限公司、中国三冶集团有限公司、山东莱钢建设有限公司承建,2013年6月~9月完成单体设备调试,11月空分具备条件,开始联动试车,此项目与莱钢新建100 t电炉配套工程,建成后担负对外输送氧气、氮气、氩气生产任务,生产和销售大量的液体产品,同时提取粗氪氙和粗氖氦稀有气体。60 000 m3/h制氧机的建成投产标志着莱钢气体产能的新跨越。
主要产品产量指标见表1。
2 工艺流程
原料空气经自洁式过滤器除去灰尘及机械杂质后,经过透平空压机加压至0.61 MPa左右。压缩后的空气经空冷塔洗涤、降温至17℃,之后进入空气净化系统,空气净化系统包括两台交替运行的分子筛吸附器2601.01A/B.BA1。分子筛吸附器为立式、径向流圆柱容器,里面装有分子筛吸附剂,下端设有固定支撑板。空气中剩余的杂质,例如H2O、CO2、N2O以及潜在危险的碳氢化合物,在通过分子筛吸附器时被去除。
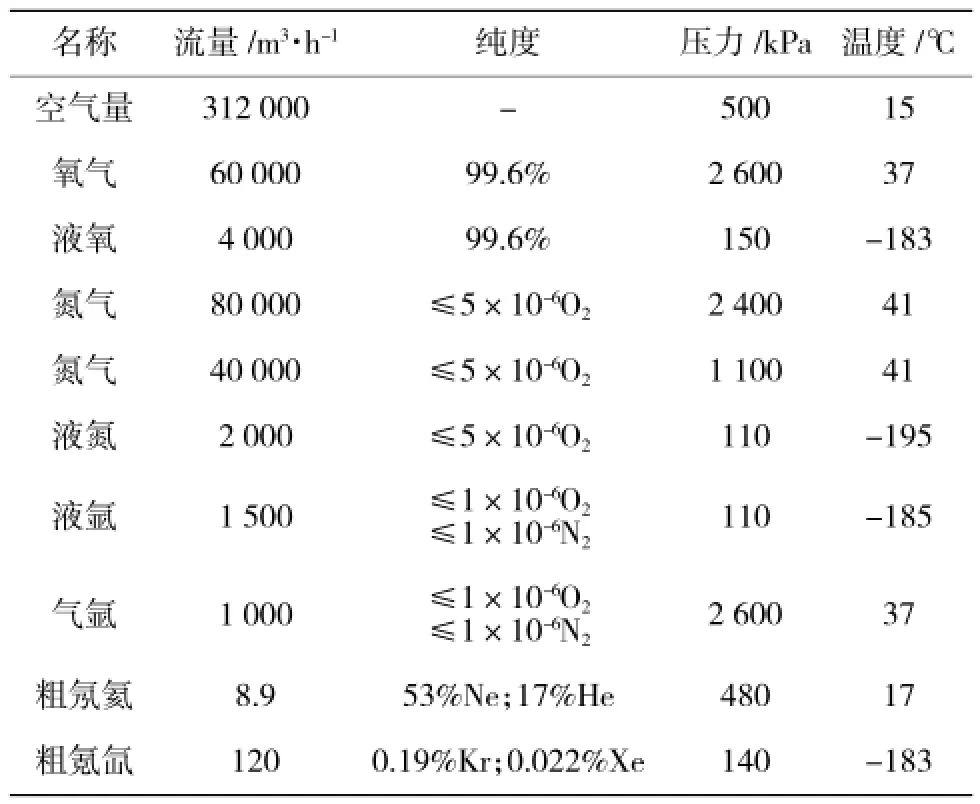
表1 主要产品产量指标
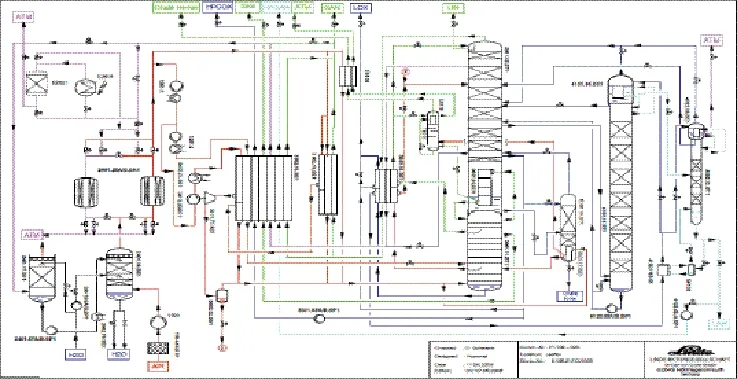
图160000 m3/h制氧机工艺流程图
经过分子筛吸附器2601.01A/B.BA1净化后的干燥空气分成两股。第一股空气进入增压机1201-1进一步压缩至大约1900 kPa,出增压机一段后分为两路,一路送往透平膨胀机增压端3402A/B.22.BC1,进一步压缩至~2498 kPa后进主换热器3002.16. BE1冷却,再进入透平膨胀机3401A/B.71.BX1,膨胀后的空气进下塔3001.11.BT1参与精馏;另一路则送往增压机1201-2二段进一步压缩至~5200 kPa,进入主换热器3002.16.BE1冷却后节流进下塔3001.11.BT1。第二股空气没有被进一步的压缩,而是直接送入主换热器3002.19.BE1和3002.16.BE1后进下塔3001.11.BT1。另有部分空气在氦氖浓缩塔6101.11.BT1投用时,经氦氖换热器6102.24.BE1冷却后进入下塔3001.11.BT1。
加工空气在下塔3001.11.BT1经过预分离,顶部得到纯氮气,底部得到富氧液空。下塔顶部氮气大部分进入多层浴式冷凝蒸发器3001.26.BE1中被冷凝,出来的液氮同时为下塔3001.11.BT1和上塔3001.12.BT1提供所需的回流液,少量氮气经过主换热器3002.16.BE1复热后,作为密封气出冷箱。
经过最终分离,在上塔底部得到液氧,顶部得到氮气。底部液氧在冷凝蒸发器3001.26.BE1中蒸发后,气氧作为上升气流参与上塔精馏。上塔底部一小部分液氧经过冷器3001.16.BE1过冷后进入液氧贮槽7101.10A/B.BD1,大部分通过内压缩液氧泵3021.68A/B.BP1压缩至所需的产品压力,然后送入冷箱,经主换热器3002.16.BE1复热后,以气氧产品出冷箱。产品液氮从上塔顶部引出,出冷箱后去液氮贮槽7301.10A/B.BD1。上塔顶部得到的纯氮气,经过冷器3001.16.BE1和主换热器3002.16.BE1复热后出冷箱,作为产品通过氮压机压缩后进入氮气管网,多余的部分可作为冷媒进入水冷塔2401.17.BE1中。
上塔上部的污氮气经过冷器3001.16.BE1和主换热器3002.16.BE1/3002.19.BE1复热后出冷箱,一部分作为分子筛系统的再生气,一部分作为冷媒进入水冷却塔2401.17.BE1中。液氩从精氩塔4102.12.BT1底部引出,出冷箱后去液氩贮槽7501.10A/B.BD1,若需要气氩,液氩贮槽内液体经内压缩兼后备泵7502.66A/B.BP1压缩至所需压力,再经主换热器3002.16.BE1复热后,以气氩产品出冷箱,若冷箱停车,则可经汽化器7103.16.BE1加热后进入管网。
3 调试过程中出现的问题
3.1 分子筛系统故障
3.1.1 分子筛死区再生阀安装位置错误
60000 m3/h制氧机分子筛采用立式、径向流、单层床分子筛吸附器净化,氪氙塔流程对分子筛净化要求高,CO2含量小于1×10-6,由于立式分子筛顶部至出口位置存在再生不完善区域,即“死区”,为了把分子筛“死区”再生彻底,保证氪氙塔运行安全增加该阀,分子筛再生状态打开,使用状态关闭,程序自动控制。2013年9月,对照PID图检查分子筛阀门过程中,发现该阀安装有误,现场安装在了再生气出口总管上,而不是分子筛上部出口位置,该区域气体形不成流动,属再生盲区,再次确认安装单线图后进行管路整改,经过整改,满足了再生要求。
3.1.2 分子筛B再生气出口阀卡阻
六万分子筛切换阀阀门选用进口欧宾罗斯三杆式切换阀,具有压差保护和自清洁功能。2013年9月,净化系统试车过程中,出现分子筛B再生气出口阀卡阻现象,阀门无法动作,试车被迫中止,停车后拆下阀门检查,发现分子筛阀盘执行机构定位销脱落,阀门行程受限,动作失灵,厂家到现场重新安装了定位销,调试后正常,对其余阀门抽检了3只,未发现异常。运行到目前为止,分子筛系统阀门动作正常。
3.2 液氮泵后汽化率高,主塔工况无法建立
六万制氧机设计氮气产量120 000 m3/h,这样要求上塔精馏填料高度提高,为满足液氮达到上塔的精馏要求,林德公司设计用两台液氮泵替代原液氮节流阀,这在国内属首次应用。自2013年11月6日开始,启动液氮泵试车,发现液氮泵无法正常控制液氮流量,液氮流量在40 000 m3/h至110 000 m3/h之间波动,泵后的气化率过高,不能为上塔提供足够的回流液,严重破坏了上塔的精馏工况,使氧氮产品产量和纯度都无法达到设计要求。为减少液氮气化,用进口阀控制液氮流量,将进口阀关至12%时,控制较为明显,但液氮流量波动依然较大;调试人员提出在泵后分别加装DN50/DN40的限流孔板,以调节泵后液氮流量。加装孔板后,11月20日进行了开车试验,液氮流量波动幅度仍在60 000 m3/h左右,空分工况无法正常建立。加装限流孔板试验表明,氮泵不能替代原空分装置的液氮节流阀,无法从根本上解决液体气化率高问题。22日,空分停车并致函林德公司,研究解决方案。
改造情况:12月中旬林德公司出台改造方案,液氮系统管路实施改造,12底空分主塔上部进行了扒砂,2014年1月9日~16日,完成了在液氮泵后管路、冷箱顶部位置加装了DN250遥控节流阀改造,18日经开车验证,液氮节流后,汽化率明显降低,液氮流量稳定在100 000 m3/h左右,上塔回流液充足,底部液位稳定,氧氮纯度达到工艺要求。
3.3 主塔液位运行出现的问题
主冷凝蒸发器采用林德专利的多层浴式主冷,采用双液位控制,兼具有全浸式冷凝蒸发器的安全性以及膜式冷凝蒸发器的节能性,多层主冷从上到下CmHn和Kr/Xe逐渐浓缩,虽然有利于氪氙提取,但同时也对主冷液位控制要求更为严格。林德流程设计,液氧抽取并不在主冷的底部,而是在上塔底部,PID图显示上塔底部区域,汇聚了液氧产品抽口、液氧泵吸入口和氪氙液氧取出旁通,而液氧底部液位高度只有1.2 m,液面波动对液氧泵前压力和主冷大液位影响明显,因此,上塔底部液氧液位控制难度较大,控制不好一是造成液氧泵汽蚀停运,二是主冷液位大幅波动。经过实践摸索,在液氧产量稳定、氪氙塔正常的情况下,调整液氧产品取出阀PID参数,投入自动,保持液氧取出量稳定,均压阶段,根据夏季和冬季空气量的变化,及时调整空气流量补偿,夏季控制在4 000 m3/h~5 500 m3/h,冬季调整为3 000 m3/h~4 500 m3/h,减少均压阶段,由于空气流量变化对主冷液位的影响。
3.4 液氧泵运行中出现的问题
液氧泵在本流程中起到氧气外供的重要作用,它的运行影响增压机、膨胀机、空压机及空分系统的正常运行,因此在流程设计上,两台液氧泵冷态互备,在线切换。液氧泵的试车过程中发现,液氧泵从上塔底部积液槽取出液氧,上塔液位再溢流进入主冷,预冷备用液氧泵时,上塔底部积液槽液面迅速降低,造成在运液氧泵的停运,工况被破坏。
为保证液氧泵运行稳定,将氧气量释放到设定产量60 000 m3/h,避免氧产量波动;由于林德设计的上塔底部取液位置限制,预冷备用液氧泵时要缓慢进行,保证在运内压缩氧泵吸入压力350 kPa以上;调整液氧产品取出量,控制上塔底部液位75%~95%,同时兼顾大主冷液位,保证主冷液位95%~105%;根据系统工况,微调液空、液氮节流阀。
3.5 液氧泵后管路冻堵
2014年1月9日,六万试车过程中进行了常温启动,前期开车进行顺利,在启动内压缩液氧泵时,发现液氧泵A加载变频后,泵后压力1.9 MPa,氧气输送压力为0.23 MPa,流量为零;随即启动液氧B,加载后泵后压力1.95 MPa,氧气输送压力0.76 MPa,流量只有15 900 m3/h。经现象分析,初步判断,液氧泵后总管可能部分冻堵。现场分析确认,空分液体喷射蒸发器蒸汽阀关不严,有2%左右的开度,试验证明泵后液氧泵总管排放阀也存在关不严的问题,由于林德空分设计的所有排液、加温、吹除管路并联排至总管,系统密闭相连,汇聚后进入空分液体喷射蒸发器,造成湿蒸汽凝结水沿着排液总管由排液阀(水平低点)倒流进入液氧泵泵后总管,造成管路冻堵。
解决措施:(1)解开两只液氧泵泵后法兰短节,通入蒸汽加温泵后管路;(2)将氧气出口管路充入中压氮气,拆除止回阀进行反复吹除;(3)从排液阀处引蒸汽进入液氧泵后总管复热;(4)检修了蒸汽阀门,更换泵后总管排放阀。
在不停机情况下,经过30 h连续复热,液氧泵后管路吹通;42 h后,泵后排液管路吹通;用液氧泵加温气正向吹扫泵后总管,直至漏点合格。15日启动液氧泵,恢复送氧。
3.6 主塔工况出现周期性波动
(1)2014年2月试车以来空分系统多次出现波动,有以下特点:①无预兆。波动前各项参数正常,变化突然,来不及反应和调整;②变化快,上塔中部温度开始降低,3~5 min精馏平衡打破,引起其他参数联锁反应;③影响大,调整周期长,需要4~6 h,参数反应滞后,稳定较差,调整难度大。
(2)经过与林德公司调试人员分析探讨,初步判定主冷凝蒸发器换热不良,具体现象见表2。

表2 具体工况波动前后参数
经过调试分析和现场排查,发现氦氖不凝气出口温度在始终-140℃以下,排放管出现液体,且氖氦塔运行不稳定,工作压力只有350 kPa,氖氦塔不凝气由两股气源组成,一股来自下塔顶部不凝气抽口,另一股来自空气作热源的氪氙塔蒸发器出口管路不凝气,投运初期,由于主冷液面波动,造成氪氙塔液位不正常,液位70%~132%波动,氪氙塔频繁跳车,出氪氙塔蒸发器液空阀门关闭,空气管路上的氖氦不凝气夹带液体进入氖氦塔,由于气液夹带,占据管路流通面积,不凝气积聚,主冷氖氦不凝气排放不出来,影响主冷凝蒸发器换热。另一方面不凝气是在含有大量氮气的情况下抽取的,因此氦氖塔投运不及时或者工作不正常时,分离效果变差,氖氦气不能全部排出主冷和氪氙塔,占据了主冷和氪氙蒸发器的换热空间,影响了主塔和氪氙塔的正常工作。
控制措施:(1)稳定主冷液位,从而保证氪氙塔蒸发器工作正常,保持氪氙塔稳定在液面95%~100%之间,避免氪氙塔跳车,防止不凝气积聚。(2)空分开车调纯阶段,及早投运氦氖塔,调整两股不凝气流量,保证氦氖不凝气排放量8.9 m3/h.。(3)完善均压阶段空气补偿,保持进塔气量稳定。分子筛A再生时,升压前2 min冷箱入口量增加4 500 m3/h,即开导叶。持续17 min,即升压结束前5 min流量恢复正常。分子筛B再生时,升压前2 min冷箱入口量增加5 500 m3/h,即开导叶。持续17 min,即升压结束前5 min流量恢复正常。通过以上调整,主冷换热工况明显改善,没有出现系统波动,主塔工艺参数达到设计指标,工况持续稳定。
3.7 冷态开车阶段,低温气体倒流,空分卸载
试车初期,在对空分塔内进行导气操作时,由于膨胀量的增加,进下塔的空气量增加很快,而下塔的气体不能及时导入上塔,这时下塔压力会达到495 kPa高过分子筛的出口压力485 kPa,下塔的冷空气会从低压空气管道经主换热器倒吸到增压机内,由于倒吸增压机入口温度骤降,增压机入口温度过低(可达-10℃)导致增压机连锁停车,空压机连锁卸载,被迫重新启动,严重影响设备安全,并造成启动时间延长,生产费用增加等问题。
通过多次摸索实践制定防止低温气体倒流操作法,主要措施有:(1)下塔至上塔的节流阀3001.23. Y01开大至80%,将进精氩塔节流3001.11.Y01开大至75%,将进粗氩塔节流阀4101.16.Y01开大75%,使下塔的压力提前降低。(2)在保证主换不过冷的情况下,加大返流产品的导出。适当开大产品氮气阀门3901.01.Y01、氮气放空阀3901.51.Y01、污氮气调节阀3501.01.Y01,低压换热器污氮气调节阀3501.02. Y01和污氮进水冷塔阀3501.12.Y01.降低上塔压力,导通上下塔流通渠道。(3)在启动膨胀机前时及时调整空压机的出口压力使其保持在480 kPa~500 kPa之间,启动膨胀机后,随着进塔气量的增加,及时开大各节流阀和返流气量的开度,防止下塔憋压。(4)调整增压机一段回流阀,使出口压力保持在1 790 kPa。(5)及时调整增压机二段回流阀,使增压机二段的压力保持在5 100 kPa,在开车过程中使以上参数始终保证其在正常值。通过上述操作,避免了低温气体倒流引发的增压机停机现象,大大缩短了六万机组启动时间,降低了运行成本,避免了碳钢管道由于温度过低而发生爆炸的危险,提升了设备运行安全经济性。
3.8 后备液氧泵回流管U型弯改造
2014年1月,发现罐区液氧泵回流管道有“U”形弯不符合液氧安全规范,此弯头在液氧泵停运后会导致液氧存积蒸发,造成局部干蒸发,严重影响液氧泵的安全。同时发现液体输送时,液体泵的回流是同时回流两个储槽,且两储槽同时使用时会由于液位差的存在,引发储槽的安全隐患。
改造及效果:2014年2月,对两只液氧罐及液氧管路进行了氮气置换,将液氧泵的回流“U”形弯改为水平的,液氧回流管道持续向上。液体输送时只能使用和回流同一个储槽。同时规定严禁两液体罐并联使用,防止液位差造成的负压,影响液氧罐安全运行。
后备液体泵经过改造后试车,安全隐患彻底消除,系统运行平稳,液氧蒸发输送能力达到设计的60 000 m3/h。
4 结束语
莱钢60000 m3/h经过6个月的试车,截止到4月底,各项技术指标均达到设计产能,通过试车,及时发现和暴露了设备缺陷,整改了多项对系统调试存在严重影响的缺陷,优化机组操作方案,提升试车效率,保证了60 000 m3/h制氧机组调试工作的有序推进,同时也为其他制氧机组调试提供了经验,对助推企业效益提升具有良好的示范作用。
Commissioning of the 60 000 m3/h Oxygen Generator of Laiwu Steel
KONG Fankui,TIAN Xiande,WANG Jun,PAN Xinqing,XU Bo
(Laiwu Tianyuan Gases Company,Laiwu,Shandong 271126,China)
The characteristics and technological index of the 60 000 m3/h oxygen generator of Laiwu Steel are introduced.Problems occurring during commissioning were summarized, causes of the problems were analyzed,rectification and control measures were drawn up and operation scheme was perfected.As a result,test running of the generator was steadily pushed forward and the unit reached production capacity according to schedule.
oxygen generator;commissioning;cause analysis;rectification measure;effect
TB657.7
B
1006-6764(2014)09-0025-04
2014-05-21
孔凡魁(1972-),男,大学学历,工程师,现从事制氧技术管理工作。
