WQ615型喷射管式加温加湿机落料器的改进
2014-01-06董海涛齐建军赵英敏
董海涛 齐建军 赵英敏
红塔辽宁烟草有限责任公司营口卷烟厂,辽宁 营口 115002
WQ615型喷射管式加温加湿机(以下简称WQ615)是消化吸收意大利COMAS技术的国产机型,目前在国内烟草企业中应用广泛。WQ615是梗丝干燥系统的核心部位,主要用于梗丝进入干燥机前增加3%水分。WQ615工艺是通过高度集中蒸汽处理来进行膨胀梗丝或增加梗丝的填充率。在生产过程中,发现由于WQ615落料器采用单螺旋锥体结构,从而导致烘后梗丝水分极差大和填充能力不足。一般的解决方法是扩大原有落料器的尺寸,或是增加一些辅助设施。但由于WQ615落料器下方振槽空间有限且气流速度不可改变,这些方法均无法解决WQ615存在的问题。为此,通过深入分析和反复实验,通过改变WQ615落料器的结构,提高梗丝的填充能力,降低烘后梗丝的水分极差。
1 存在问题
1.1 工作原理
WQ615的工作原理是梗丝经过进料振槽从进料罩进入气锁,湿润的梗丝平稳地通过旋转气锁进入膨胀腔里,在膨胀腔里,梗丝被从喷嘴喷出的高温高速的蒸汽引射,梗丝从蒸汽那里获得较高的温度和水分,梗丝细胞内的水份瞬间以水分子的形式被蒸发掉而膨胀,梗丝和蒸汽的混合物从后膨胀腔通过管道以切线方向进入落料器。梗丝和蒸汽在落料器中分开,蒸汽通过出料罩网板被排潮管道带走;梗丝由振槽送入隧道式烘梗丝机进行干燥机定型。
1.2 存在的问题
(1)布料不均匀:在日常生产过程中发现WQ615出口振槽上梗丝薄厚明显不均,并对烘后梗丝厚度及水分的影响程度进行测量,结果如表1。

表1 改造前WQ615出口振槽上梗丝厚度和烘后梗丝厚度及水分对比
(2)出料罩网板上有大量梗丝附着:生产过程中发现WQ615出口振槽上有水渍烟团,经观察发现有部分梗丝被水、汽混合体带起,附着在了出料罩上,影响排潮效果的同时有水滴滴落。
1.3 原因分析
(1)布料不均匀:见图2,从STS落料器俯视图中看出落料器采用单螺旋面,单侧出料及落料,梗丝经高速气流引射后落料器,主要落到下方振槽的右侧,使得STS出口振槽上梗丝分布不均匀。
(2)出料罩网板上有大量梗丝附着:见图1,落料器顶部采用锥体结构。
通过测量与计算可得:
落料器上罩顶部开口处截面积S1=πR12=3.14×0.122=0.045m2
落料器截面积S2=πR22=3.14×0.312=0.3m2
设定蒸汽引射梗丝后向上的压力值为F,则蒸汽通过落料器时的压强P2=F/S2=3.33F;蒸汽通过落料器上罩顶部压强P1=F/S1=22.22F。通过计算可以看出,引射梗丝后的蒸汽喷射到落料器时压强为3.33F,而经过落料器上罩顶部开口处的压强为22.22F。压强突变的蒸汽带着梗丝从落料器顶部开口处快速冲出,附着在上方排潮网上,影响喷射管式加温加湿机系统整体排潮效果,大量多余蒸汽无法排出与梗丝持续接触,增加了部分原有梗丝的含水率,同时出料罩网板上蒸汽积聚时间长了会有水滴滴下形成水渍梗丝。
布料不均匀且含水量较高的梗丝送入下道工序,由于料层薄厚不均,在上进风式烘梗丝机热风的作用下,料层较厚处的梗丝不能完全被吹起,不能达到理想的烘干效果。部分水份过高的梗丝不能排出多余水份,由于以上两方面原因造成梗丝在干燥后水份不均匀,质量不稳定等问题,影响到后工序成品烟丝质量。通过对80批次烘后梗丝样品检测(采用2小时100℃标准烘箱),振槽出口梗丝左、中、右水份平均极差为1.5%~2.0%之间。
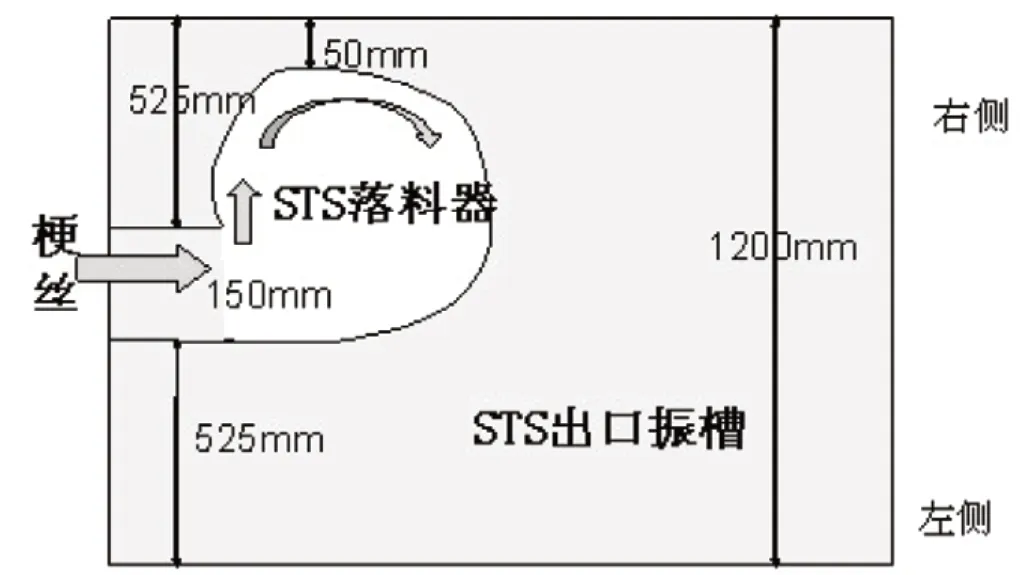
图1 落料器平面图
2 改进方法
2.1 STS落料器形状设计方案及优化选择
设计思路:为了增大落料面积和减少锥体压强,首先考虑扩大原有螺旋面,通过测量发现振槽上已没有空间增大现有STS落料器尺寸。于是设计了如表2所示的三种方案。
2.2 依据方案进行实验
根据三种方案分别制作相应的新型落料器进行实验和优缺点对比,结果如表3。
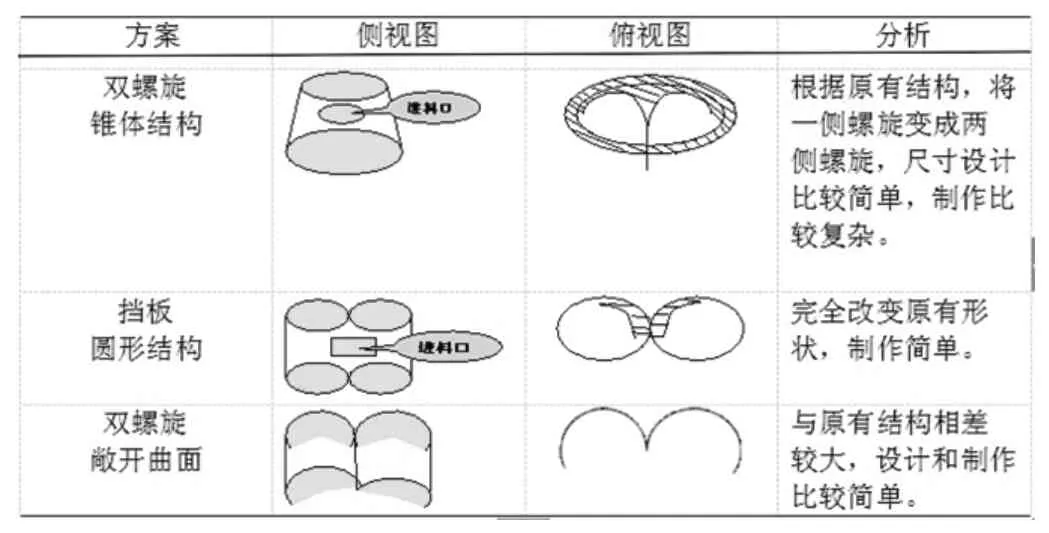
表2 设计的新型落料器

表3 新型落料器实物及测试结果
通过实验发现采用双螺旋敞开曲面落料器,落料器轴向横截面积相等,梗丝在高速气流引射作用下喷出,向上压强保持不变,不会造成梗丝吸附到排潮滚网,影响系统排潮,进而影响原有梗丝的水份。本产品能够保证经蒸汽引射后的梗丝水份达到工艺要求的合理范围内。
由于,双螺旋敞开曲面落料器在喷射出口中间进行分料,并分两侧落料,经落料器的梗丝能够均匀散落在下方振槽,利于下道工序梗丝与热风充分接触,去除多余的水份,使成品梗丝水份达到工艺要求。
3、使用效果及结论
①通过使用新型落料器,梗丝在STS加温加湿机喷射出口中间进行分料,沿螺旋曲面分两侧落料,均匀散落在下方振槽。见表4,经过测量STS出口振槽上右侧梗丝厚度比左侧梗丝厚度差由原来的15.25mm降低到0.37mm。②通过对80批次烘后梗丝样品检测(采用2小时100℃标准烘箱),振槽出口梗丝左、中、右水份平均极差值<1%。③STS落料器上方的排潮筛网上无梗丝附着。④改造后的落料器使成品梗丝水分合格率由原来的96.7%提高到99.72%。烟丝与梗丝混合后,成品烟丝水分均匀性得到了提高,确保成品卷烟内在质量稳定,切实维护了消费者利益。

表4 改造后WQ615出口振槽上梗丝厚度和烘后梗丝厚度及水份对比
[1]YC/T 131-1996 烟草及烟草制品试样的制备和水分测定烘箱法[s]
[2]朱尊权,郁源培等.卷烟工艺(第二版).北京出版社出版
[3]秦皇岛烟草机械有限责任公司.SH83型隧道式烘丝机安全技术操作规程
[4]曾强,李斌,闫亚明等.增温增湿过程中烟叶吸湿速率的变化[J].烟草科技,2006(1):15-17
[5]林忠钦,李奇,谢里阳等.机械设计手册.工业出版社出版
[6]张忠峰,齐海涛,杨江涛.风分器中气流抛料器的设计应用[J].烟草科技,2011(5),19-21
[7]赵汉文,张军,李纳.含水率平行移动法稳定叶丝干燥工序工艺参数的研究[J].烟草科技,2012(10),13-15
