TIG焊接TC4工艺参数对熔合区显微组织特征影响研究
2013-12-25陈茂军
陈茂军
(西安航空职业技术学院,陕西 西安 710089)
TC4钛合金是20世纪40年代初期研制成功的一种中等强度α+β型钛合金,具有优良的综合性能[1]。钛作为一种优良的结构材料具有高的比强度、比刚度、良好的加工性、极强的抗腐蚀性能,成功的应用于航空航天、化工、舰船、海洋工程、兵器、能源、交通运输等领域[2]。TC4钛合金可以采用不同的方法进行焊接,TIG焊接钛合金是一种较好的焊接方法之一。
文中利用TIG焊接钛合金,材料厚度为1.2mm,单面焊双面成形,正反面用惰性气体Ar气进行保护,分别用几组不同的焊接工艺参数进行焊接试验,得到的焊接试样进行横向切割制成金相,观察焊缝熔合区组织在不同焊接工艺参数条件下的形貌特征,从而对焊接工艺参数进行比较和合理的评价,并且对每组试样熔合区组织不同位置成分进行分析。
1 试样制备与焊接工艺
1.1 试验材料及设备
试验的母材选用TC4钛合金板,厚度为1.2mm,供货状态为退火状态,化学成分为:Al5.5~6.8%,V3.5~4.5%,Fe0.3%,C0.08%,N0.05%,H0.015%,O0.20%,Ti余量,其他0.4%。试片的规格为150mm×150mm;试验的焊丝选用TC1钛合金,规格为Φ1.6mm,化学成分: Al1.0~2.5%, Mn1.0~2.5%, Fe0.3%, C0.08%, N0.05%, H0.012%, O0.15%, Ti余量,其他0.4%,焊接设备为WSE-315钨极氩弧焊设备。
1.2 焊接工艺参数
焊前用4%HF+10%HNO3 的水溶液酸洗试片,并要求从酸洗到焊接的间隔时间不能过长, 焊前用丙酮清理待焊处,焊接工艺参数如表1所示。
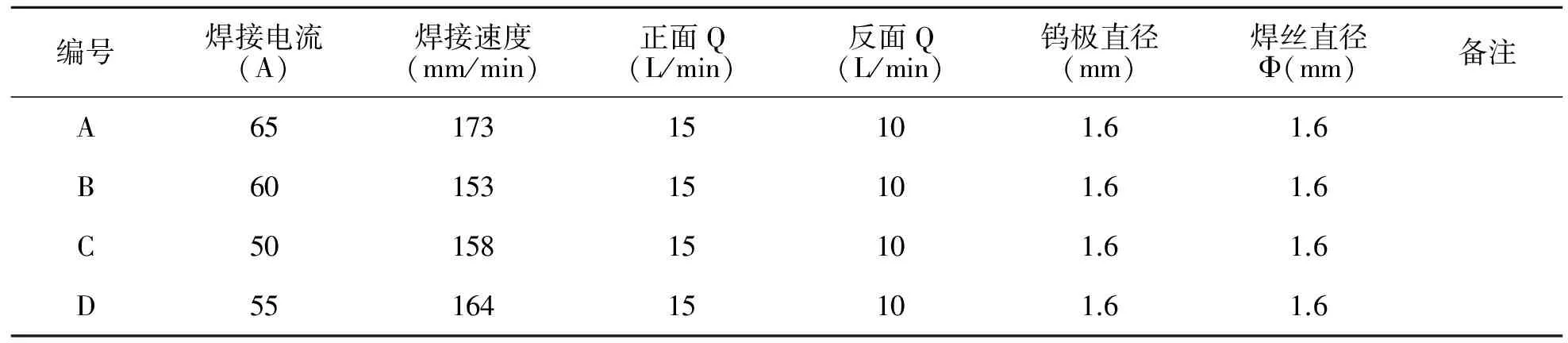
表1 焊接工艺参数
1.3 试样制备
为了更好地研究焊接工艺参数对焊接组织特征的影响,对焊缝进行横向线切割加工,试样大小为10mm×15mm,并镶嵌制成金相试样,采用200目、400目、600目、800目、1000目、1200目、1500目和2000目粒度的金相砂纸进行磨制,用抛光机抛光磨成金相,利用HF:HNO3:H2O为1:4:45的腐蚀液进行腐蚀10秒钟,然后用无水酒精溶液进行冲洗,用吹风机进行吹干。
2 试验结果及分析
2.1 组织分析
利用JSM-6390A扫描电镜进行观察分析熔合区的组织特征。A、B、C和D熔合区显微组织特征如图1所示。
据有关文献表明,TC4母材的显微组织是由等轴的晶粒和晶间分布的β两相组织组成,白色为α相,黑色为β相,两相呈层状分布[3]。焊后其组织均发生了明显的变化,形成了无规则分布的交叉片状或针状组织[4]。
图1B的金相组织为α相和β相均匀相间的柱状晶,对A、C和D的金相组织发生了明显的变化,形成了无规则的交叉或针状组织,并且在C和D的树枝状组织内,晶内交错的是马氏体αˊ和针状α组织,这主要由于焊接工艺参数对焊缝熔合区的组织产生了重要的影响[5]。
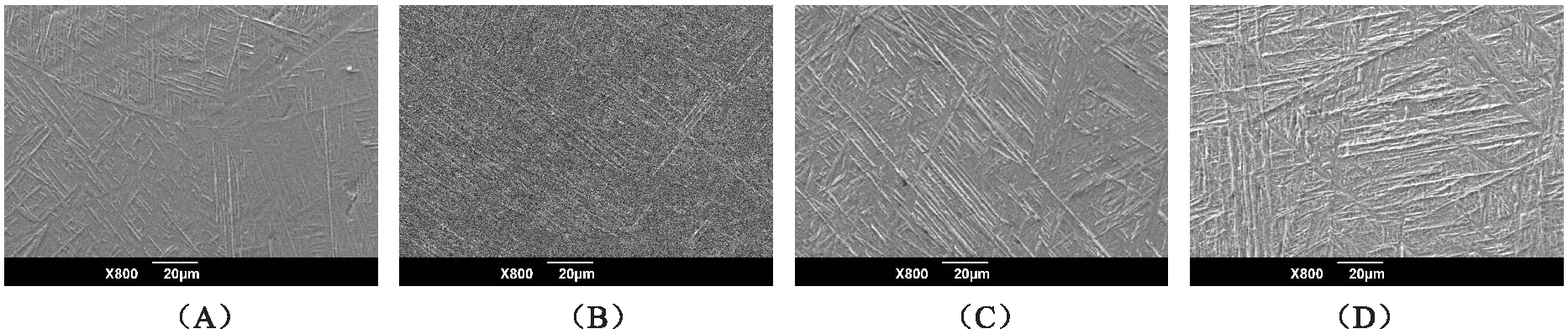
图1 熔合区的显微组织特征
图1A焊接电流为65A, 组织的树枝状变化不很明显,C和D焊接电流分别为50A和55A,它们的金相组织与母材的组织相比较,发生了明显的变化,这主要由于它们的焊接电流过小,对熔合区域的组织产生了的影响。
2.2 成分分析
不同的焊接工艺参数对焊缝、熔合区和热影响区的元素的百分含量有影响,钛合金中的合金元素在高温条件下出现烧损,现根据不同焊接工艺参数条件下熔合区合金元素的烧损情况进行对比。试样A的熔合区的显微组织及成分分析如图2所示。
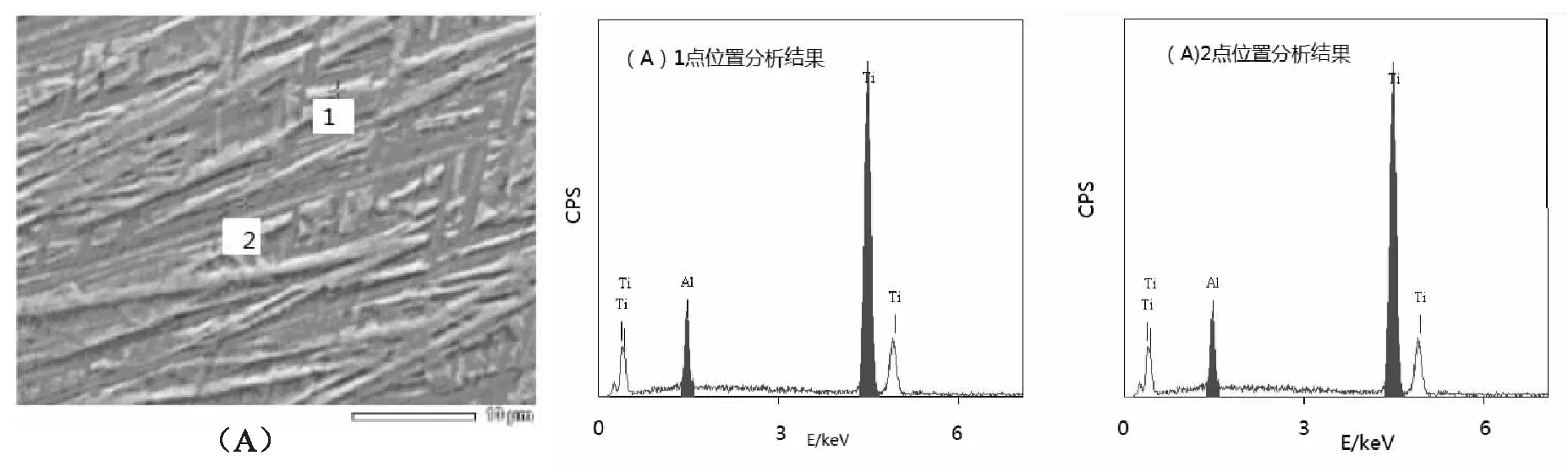
图2 试样A的熔合区1点和2点能谱分析结果
对A区域的1点和2点进行分析得知,在1点位置,Al和Ti合金元素的百分含量为: Al 7.17%, Ti90.83%, 其它2.00%;在2点位置, Al 7.16%, Ti90.82%, 其它2.02%。试样B、C和D熔合区的显微组织如图3所示。
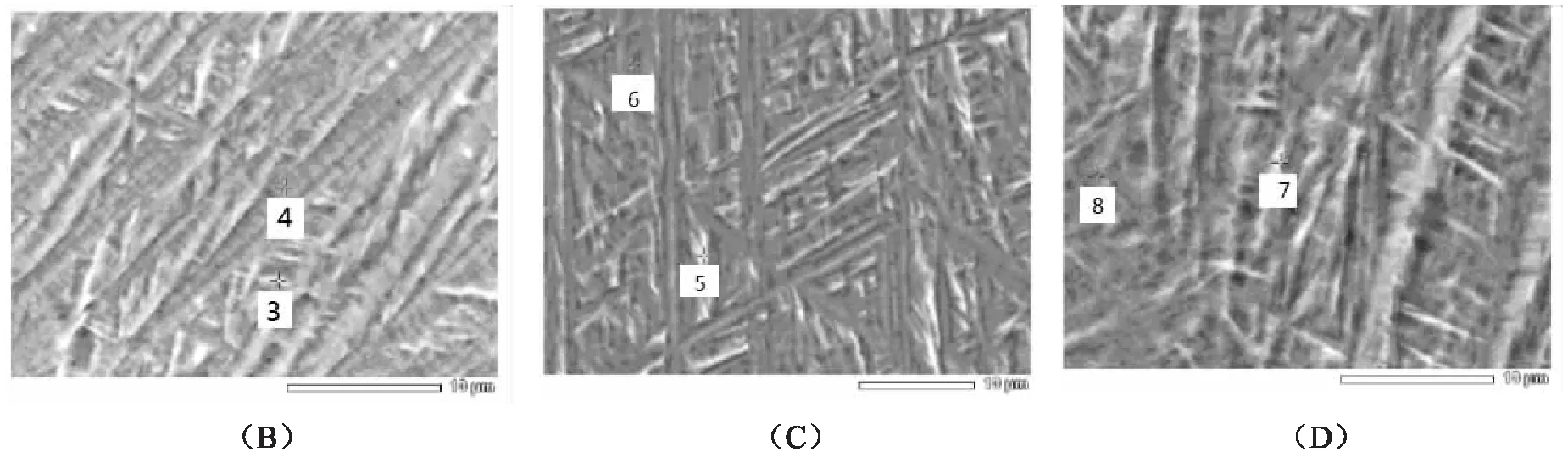
图3 试样B、C和D的熔合区的能谱区域分析
把试样B、C和D的熔合区显微组织放大3000倍,并且对它们不同区域分别取2不同的点,应用扫描电镜(SEM)分析Ti和Al元素的百分含量,试样结果数值经过处理后罗列如下表2所示。

表2 元素成分分析
从以上数据得知,在焊接过程中,由于TC4材料的厚度为1.2mm,部分合金元素发生烧损,从试样A的熔合区1点和2点能谱分析结果来看,在图中只出现Ti和Al元素两个大的峰值,其他的合金元素如C、V、Fe、N等元素烧损严重,焊接以后总的百分含量为2.01%,而母材中这些元素百分总含量为4%。
3 结论
不同的焊接工艺参数对焊缝熔合区的组织产生重要影响,焊接电流为60A,焊接速度为153mm/min的B试样焊缝组织为等轴柱状晶粒,跟母材相接近,而对于A、C和D试样,由于焊接电流分别为50A和55A, 形成了无规则的交叉或针状组织,并且在C和D的树枝状组织内,晶体内交错的是马氏体αˊ和针状α组织,并且在焊接过程中,由于电弧的温度较高,对合金元素C、V、Al、Ti等合金元素出现烧损,对材料的组织也产生一定的影响。
[1] 陈国财,单学锋,陈苏,等.在超低温下使用的TC4 ELI钛合金锻棒的研制[J].钛工业进展,2012,29(5).
[2] 郑喜刚,赵勇,蒋成禹. 钛合金窄间隙TIG焊技术研究[J]. 钛工业进展,2006,23(5).
[3] 侯继军,董俊慧.TC4钛合金TIG焊接性研究[J],内蒙古科技大学学报,2010,29(2).
[4] 赵宇,吉日嘎兰图,陈莉. TC4 钛合金的TIG焊接工艺及缺陷分析[J].焊接,2005,(12).
[5] 周志钢,熊亮同,王慧贤,等.TAI5钛合金工艺试验研究[J].航空制造技术,2007,(6).
