RFID在汽车零部件制造企业的应用研究
2013-12-23徐文绅张新敏
徐文绅, 张新敏
(沈阳工业大学,沈阳110870)
1 汽车零部件制造业厂内物流的概念
汽车零部件制造企业厂内物流没有统一的概念,这里应用这一概念:即指汽车制造企业按照其需求组织各个供应商将汽车零部件以不同物流服务方式进入汽车零部件制造企业指定的配送中心或生产车间的入厂物流,零部件制造企业根据自己的库存方式和生产节奏对原材料进行存放、配料的生产物流,以及成品按照客户要求发运的出厂物流三部分组成[1]。
2 汽车行业RFID 应用
(1)RFID 构成及原理
非接触射频识别技术RFID 是用无线电波的方式向应答器里写入或读出数据来进行被标识个体的识别方法。概况来说,它是用电波或电磁场做传输媒体的ID 识别系统。其功能是把标识物或人的ID 信息通过网络与数据库联系起来,使物体或人得以识别[2]。典型的RFID 系统分为阅读器、天线和标签三大组件,并与其它硬件和软件系统相互构成整个信息系统,如图1 所示。

图1 RFID 工作原理
(2)RFID 与条码技术的比较
一维条码成本最低,使用最广泛,设备也很成熟,但由于其信息容量有限,仅可以满足物品的基本识别,同时还需要后台数据库来存储货物的信息数据;二维条码可以携带更多的数据,可以直接在条码中体现物品的信息数据,但由于其使用不够广泛,硬件成本也较高,同时读取速度也比一维条码慢;而RFID 技术不但携带信息量大,读取速度快,还可以进行远程读写,对货位进行实时跟踪定位。随着物流信息技术的发展以及供应链需求的提升,RFID技术替代条码成为信息识别与采集的主要方式将成为趋势。表1 对RFID 技术与条形码技术进行了详细比较。
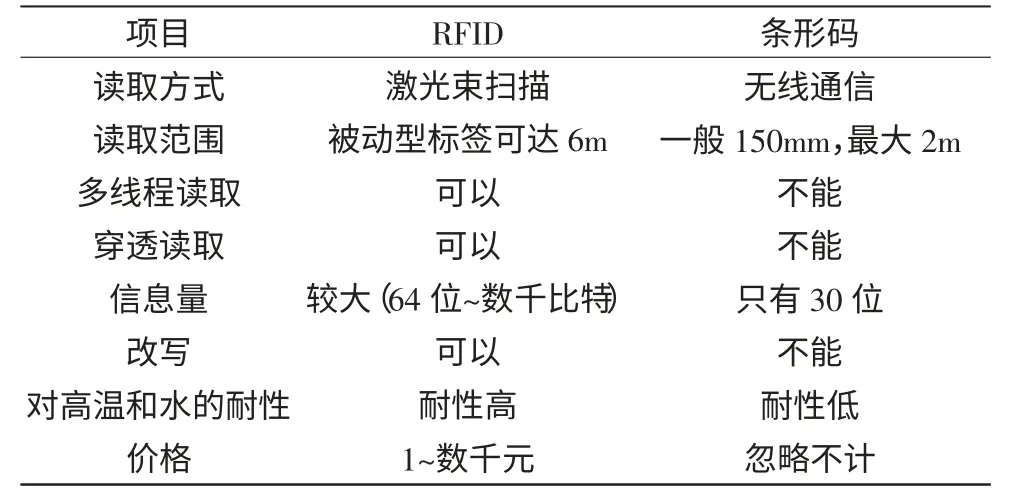
表1 RFID 技术与条码技术对比
(3)应用现状
在实际领域,RFID 技术已广泛深入到很多领域,如保安、物流、医疗保险、身份认证和消费、图书管理、交通、生物跟踪等。其中RFID 在日本的发展以智能应用为方向,美国RFID 的发展以广义的物流为方向。RFID 作为新的信息管理手段,其产生的效益来自效率和管理水平的提高,RFID 的普及将是不可逆转的潮流,尤其汽车工业,凭借其巨大的规模,必将成为新兴的信息技术应用的先行者[3]。
3 RFID 与汽车厂内物流结合应用
为了优化车间RFID 网络,降低系统成本、减少数据冗余提高系统的灵活性,建立车间RFID 网络数学模型成为车间RFID 网络合理规划的关键[4]。由于装备制造业车间环境的复杂性、多变性、多干扰性,确保车间RFID 网络具有较高效率的因素包括以下几个方面:
3.1 RFID 网络覆盖率
网络覆盖率作为网络战略部署的重要因子,被定义为网络节点能覆盖的范围除以应该覆盖范围的比率。假设任一RFID 读写器Ri的坐标为(xi,yi),任一RFID 标签Ti的坐标为(x,y),则该读写器和标签的距离可表示为:

读写器Ri能够正确读取标签Ti内信息的概率为:
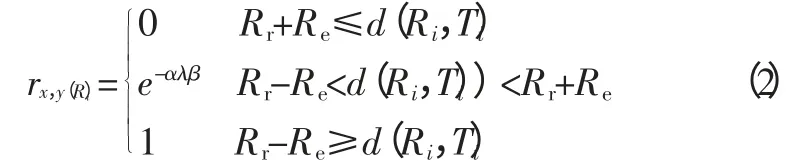



其中,cth是根据RFID 技术在车间不同区域的应用而设置的参数。
基于以上分析,车间RFID 网络的覆盖率可以表示为:

3.2 读写器防冲突技术
RFID 网络规划中读写器的冲突有两种情况,第一种是读写器在另一个读写器的感应范围内,如图2(a)所示,这种冲突可以通过网络协议的形式避免读写器间的冲突;第二种是一个标签处在两个读写器的读写范围内,但读写器都不在彼此间的感应范围内,如图2(b)所示,两读写器无法通信也无法通过网络协议解决冲突,该类冲突具有以下特征:(1)读写器不在感应范围内并会干扰标签的读写,造成标签信息的读写失效;(2)多个阅读器同时对一个标签询问及应答时,信号扭曲,询问会出现错误;(3)因为采用的是无源RFID 标签,只有在阅读器激活的情况下才能通信,所以标签间不能通过提前的信息沟通来避免冲突[5]。

图2 RFID 读写器冲突类型
根据以上分析,车间RFID 网络间的读写器冲突可以分为以下两大类:
(1)读写器间干涉冲突
读写器间干涉冲突也叫做读写器频率冲突,是在读写标签信息时,多读写器间的相互干扰。如图3 所示,读写器R2处在具有更大射频干扰范围的读写器R1的干扰范围内,当T1与R2通信时会被R1的干扰信号所影响。
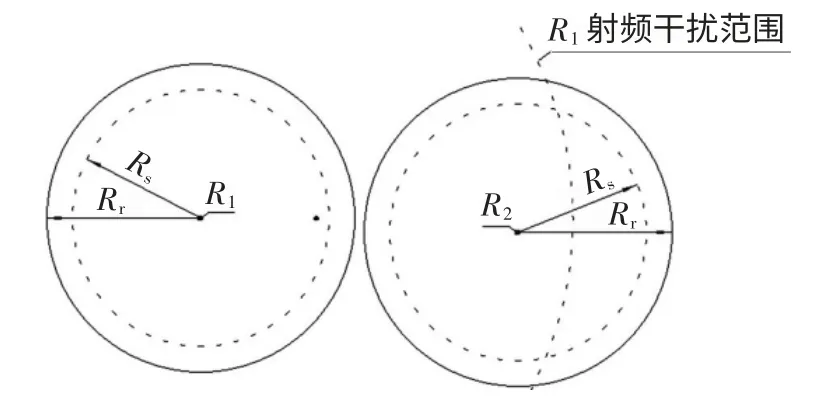
图3 RFID 读写器射频干扰
(2)多读写器对标签的冲突
多读写器对标签的冲突是指两个或两个以上读写器在读写区域范围内同时向一个标签要求通信,每个读写器对标签都是一对一的关系,读写器不知道标签要同时对多读写器做出应答,会出现读写器冲突。如图4(a)所示3 个读写器在相互间不能相互探知的情况下,同时重叠对1 个标签进行读写操作,这类干扰属于终端隐藏问题。图4(b)所示的是2 个读写器读取范围不重叠的情况下,彼此间的干扰冲突。

图4 多RFID 读写器对标签干扰
RFID 信息采集系统能否正确读取标签信息受RFID网络中读写器的密度及读写器冲突的类型决定,正确读取的概率可以由下式计算: fr=1-(1-pTi)m(7)其中:pTi是标签Ti在唯一读写器读写范围内,被正确读取的概率;m 是标签Ti同时处在读写范围内的读写器的个数。
4 案例研究——沈阳L 汽车零部件制造企业基于RFID的厂内物流系统的构建
4.1 L 公司厂内物流现状和问题
L 公司1917 年成立于美国底特律,为客户提供完整的汽车座椅及电气管理系统解决方案及产品,2009 年实现净销售收入97 亿美元。1993 年进入中国,其中沈阳分公司成立于2003 年,主要为宝马提供汽车座椅等配套服务。2012年将实现11 万套座椅的产量。现有员工300 人。根据客户的需求预测,公司的产量要逐渐提升,2013 年日产量要从现在的424 台/天,提升到575 台/天。2014 年要实现675台/天,年产量20 万套,2 年时间产量接近翻番。而与此同时,L 公司租借的外库为节省成本被总公司要求取消,客户要求的进口件原材料14 天安全库存需要全部被转移至厂内现有库房内。由于厂内空间有限,只能通过增加国产件到货频次来降低国产件库存空间。这就要求L 公司的厂内物流效率要大幅提高。

图5 L 公司平面图(示意图)
4.2 L 公司生产制造方式和厂内物流方式分析
L 公司现有一条流水生产线,每天3 班24h 不间断组装汽车座椅,厂区布置如图5 所示,其中西侧门为收货口,东侧为成品区存放区及发运门,中间为生产线。物流基本为从西向东流动。厂区内进口件原材料库存为14 天,国产件原材料外地为3 天,本地根据零件的尺寸和客观要求,分为4~24h库存不等。对零件识别方式全部为纸质条码扫描。
4.3 基于RFID 的物流管理系统在L 公司的实现
4.3.1 入厂物流
根据L 公司新的物流管理系统要求,所有供应商必须在标包内携带统一规格的RFID 标签,并由IT 部统一分配供应商、零件及到货批次唯一识别码及编码方式。L 公司在收货口设置RFID 读写器,当货物进入厂房大门,自动读取RFID 标签信息,首先与物料计划员在系统内设置的ASN 信息的比对,如有差异,马上联系计划员核实零件差异原因;如无差异则直接收入系统。由于仓库内已布置一定数量读写器,可以无缝识别。所以货物不需要按指定库位存放,叉车可以根据就近、从速原则把货物存放在立体货架。
这样的设置省去了传统收货员点货验货的操作,极大地节省了收货时间,减少了供应商送货车的等待时间,提高了收货口的周转速率。
4.3.2 厂内物流
配料员根据公司自主研发的JIS 系统,预先把客户的需要顺序导入系统,配料员根据生产线生产节奏提前配料。其中原材料分为安全带、气囊、头枕等JIT 件,也有蒙皮、发泡、机构骨架等排序件。对于非排序件配料员根据线旁看板和线旁最大、最小库存量确定是否需要补料。在确定配料时,大件如机构、骨架会按班次拉动直接放置指定位置,配料员去选取即可。对于非排序配料件,配料员优先去小件超市选取。需要说明的是,工厂收货先不拆标包直接放置高层货架,当小件超市的库存小于最小安全库存时,配料员持便携读写器输入零件号,就可以连接终端,根据RFID 读写信息,找到所需零件整包装在高层货架的位置。在零件到小件超市前都是根据RFID 作为唯一识别信息,而一旦零件标包拆散,就根据内置的条码进行识别,包括后续的生产线扫描上线,所以说拆包是RFID 到条码的区分点。由于在终端选取整包零件时可以看到入厂时间等信息,同时解决了困扰L 公司多年的FIFO(First in first out 先进先出)问题。
4.3.3 出厂物流
过去成品存放根据生产下线顺序,由生产人员按经验摆放。座椅的识别靠成品周转车的条码信息作为唯一辨认。但如果发生客户跳单要货等情况,发运员经常需要满库存区找成品,极大地浪费人力和时间,条码还容易丢失。发运时,发货员需要通过扫描包装单上的条码进行装箱校验(确保座椅装在正确的周转车上)和装车校验(确保座椅按照客户的需要和顺序装进发运车)。通过RFID 信息技术的应用,成品座椅在下线时都会粘贴一个便携RFID 标签,这样通过遍布在厂内的阅读器,可以准确地识别成品座椅信息、位置,当需要装车时,发运员可以根据便携阅读器直接找到座椅的位置。通过安放在发运门口的阅读器,可以准确读取每一个被移出厂房进入发货车的座椅,从而自动完成装箱校验和装车校验。极大地节省了发运时间。
4.4 预期与成效分析
基于RFID 的物流系统与采用条码技术的生产管理方式之间的性能比较如表2 所示。

表2 基于RFID 与基于条码的物流系统性能对比
从表2 可以看出,因为基于RFID 的物流系统采用了比条码技术更先进的RFID 技术,能够识别和跟踪每一个独立对象,对制造资源信息的收集更加准确、实时性更高;能够把信息实时反馈给企业管理层来识别和跟踪制造现场及资源,从而实现生产制造的可视化监控和管理。
通过对系统现状和业务流程的调研和分析,并重组厂内物流信息系统,目前实际生产中遇到的大部分问题都将被解决。几个重要变化点如表3 所示。

表3 系统导入前后变化点
许多在多年的实际操作中困扰公司的问题也在RFID的应用中被解决。针对各种问题导入系统后的解决方案如表4 所示。让系统解决所有问题是不现实的,比如零件质量问题、到货数量差异以及来料错误都必须通过人工确认。

表4 系统预期解决的作业问题
通过RFID 的应用,极大地提高L 公司的运行效率以及客户的满意率,如表5 所示。

表5 使用RFID 系统后效率提升
5 结 语
汽车工业是对物流要求最高、涉及面最广的行业。厂内物流是整个企业制造业的重要环节,RFID 技术的引用将极大地提高整个供应链的效率,降低成本。通过阐述RFID 基本理论和实际应用条件,并将RFID 技术在L 企业的应用过程,以及前后分析和总结,会为制造业企业引入RFID 技术提供一个有价值的案例,也将丰富RFID 技术的应用研究。
[1] 蒋啸冰.我国汽车制造业零部件入厂物流模式研究[J].物流技术与应用,2007,15(5):88-91.
[2] SKYNAR D. Taking the RFID Technology One Step Further in Access Control Systems[D].Stockholm,Sweden;Royal Institute of Technology,2008.
[3] 罗凤. RFID 在供应链物流管理中的应用研究[D].成都:西南交通大学,2009.
[4] Vijayakumar G. Optimal solution for RFID load balancing[M].Berlin:Springer Press,2010.
[5] BAO L,et al. Collision-free topology dependent channel access scheduling[C]//Proceedings of the IEEE 21st century military communications conference(MILCOM),2010:507-511.
