HRB400E热轧抗震钢筋的研制开发
2013-10-13范银平
范银平
(安阳钢铁集团有限责任公司)
0 前言
随着建筑工业的迅速发展,高层建筑等工程结构对钢筋性能的要求越来越高,尤其是我国处于地震多发地区,抗震问题更引起普遍关注[1]。特别是汶川5.12特大地震,再次向人们敲响警钟,提高建筑物抗震性能的问题已经引起政府和企业的高度重视。为了提高我国建筑物的抗震性,新的国家标准GB1499.2-2007对率先对其抗震性性能进行修订和完善。以此为契机,2009年初安钢开始研制开发HRB400E热轧带肋抗震钢筋,并先后通过了国家建筑钢材质量监督检验中心型式检验及国家质检总局生产许可证审核中心检验,最终顺利获得了国家抗震钢筋生产许可证。
1 抗震钢筋技术要求
提高钢筋的抗震性能,主要是考虑稳定屈服强度(Rel),提高强屈比,增加钢筋的最大力总伸长率(Agt)。稳定钢筋的屈服强度,将其控制在一定的范围之内,可以使所有受力钢筋都能够比较均匀的承受力量。如果在建筑结构某处的钢筋性能波动范围大,在破坏力超过钢筋的允许屈服强度时,而钢筋还没有发生变形,使建筑物无法形成塑性铰,则建筑物发生不可恢复的永久性破坏,起不到抗震的作用[2]。因此,国家标准 GB1499.2-2007提出热轧带肋钢筋用于结构上要具备抗震“高延性”要求,并在标准第7.3.3条中加入了“有较高要求的抗震结构适用牌号后加E的规定”,它要求除了钢筋保持原具备标准技术要求外还要保证以下三条技术要求:
1)钢筋实测抗拉强度与实测屈服强度之比≥1.25;
2)钢筋实测屈服强度与屈服强度特征值之比≤1.30;
3)钢筋的最大力下总伸长率Agt≥9%。国标GB1499.2-2007中HRB400E热轧带肋抗震钢筋力学性能特征值指标见表1。

表1 HRB400E抗震钢筋力学性能特征值
2 抗震钢筋生产工艺
2.1 生产工艺流程
根据安钢生产装备条件,确定生产抗震热轧带肋钢筋主要工艺流程为:
自产优质铁水→第二炼钢厂35 t氧气顶吹转炉→钢包钒氮微合金化→6流小方坯连铸机→120 mm×120 mm连铸小方坯→三段连续推钢式加热炉→Φ260 mm(Φ300 mm)半连轧机组。
2.2 内控化学成分设计
合理的化学成分对抗震钢筋的力学性能起着极其重要的作用。为保证钢的性能稳定,在普通热轧带肋钢筋成分控制基础上,采取较窄成分控制方法,同时根据GBl499.2-2007的技术要求,采用钒氮微合金化工艺技术进行安钢抗震钢筋内控成分设计。成分设计见表2。

表2 Φ12 mm~Φ32 mm的HRB400E抗震钢筋化学成分设计 wt.%
2.3 生产工艺控制
借鉴安钢研制开发日标JISG3112-1987抗震钢筋SD390的成功经验及HRB400热轧带肋钢筋的生产实践,确定HRB400E抗震钢筋生产工艺控制如下:
2.3.1 炼钢工艺
为合理稳定地控制其抗震钢筋的化学成分,提高钢的纯净度,实际冶炼时,在生产正常HRB400钢筋钢的基础上首先要求铁水装入量实行定量装入,其次加强冶炼过程中的控制稳定性,同时采用高碳铁、硅铁及VN合金进行脱氧合金化。出钢后再进行不小于3 min的钢包底吹氩,以确保钢水成分、温度的均匀。
连铸过程中,在稳定拉速的前提下,中间包液面加覆盖剂保温,中间包到结晶器采用浸入式水口保护浇注,防止钢流二次氧化。同时,浇注过程对液面高度、方坯结晶器冷却水强度等均进行严格控制,以期获得良好的铸坯质量。
2.3.2 轧制工艺
为保证抗震钢筋性能稳定性,除要求轧钢在生产抗震钢筋时,均衡生产节奏,稳定轧制温度外,合理控制钢筋的负差率大小,根据不同规格进行严格控制。如:Φ12 mm ~ Φ16 mm 为 4% ~4.5%;Φ18 mm~Φ25 mm为3% ~3.5%;Φ25 mm以上规格平均为2.5%左右。
3 抗震钢筋实物质量控制水平
3.1 化学成分及力学性能
HRB400E抗震钢筋化学成份实物水平控制及力学性能检验结果见表3、表4。

表3 Φ12 mm~Φ32 mm的HRB400E抗震钢筋化学成分控制范围 wt.%

表4 HRB400E抗震钢筋力学性能值
3.2 焊接性能检验
焊接性能是抗震钢筋最为重要的使用性能之一。根据JGJ18-2003《钢筋焊接及验收规程》的相关规定,对HRB400E抗震钢筋进行了预热闪光对焊工艺,其焊接性能良好。焊接接头力学性能检验结果见表5。
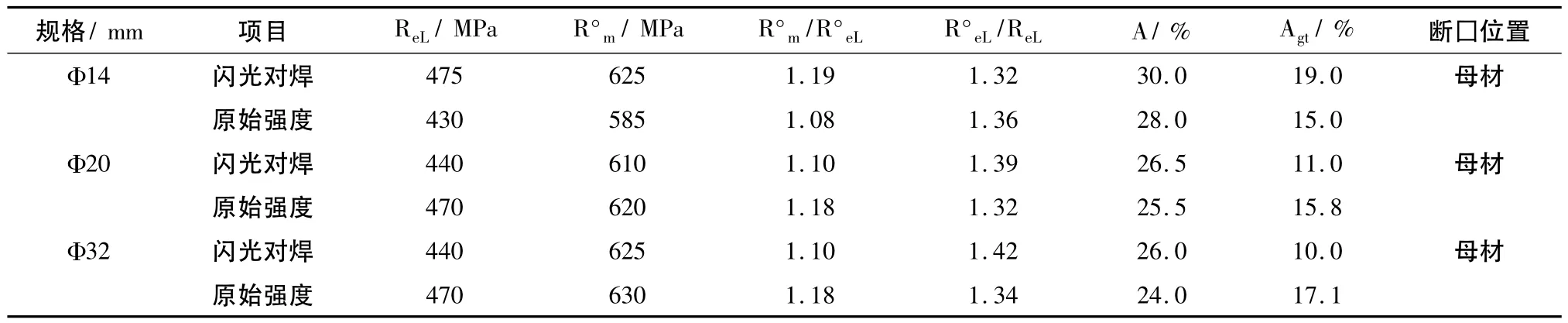
表5 HRB400E抗震钢筋焊接试验
焊接检验结果分析:
1)焊接后试样进行拉伸试验,其试样拉伸断口均为延伸断口(如图1所示),且断口位置均在远离焊接部位的母材上。
2)焊接后的拉伸试样除延伸指标略有降低外,其平均强度特征值无明显变化,全部焊接拉伸试样力学性能及弯曲检验合格。
3.3 型式检验
2009年12月经国家建筑钢材质量监督检验中心对安钢生产的抗震钢筋进行抽样型式检验。规格为Φ12 mm和32 mm进行了9种不同形式的焊接工艺:闪光对焊、邦条焊、搭结焊、坡口焊、熔槽邦条焊、窄间隙焊、电渣压力焊、气压焊、预埋件埋弧压力焊,结果全部合格。
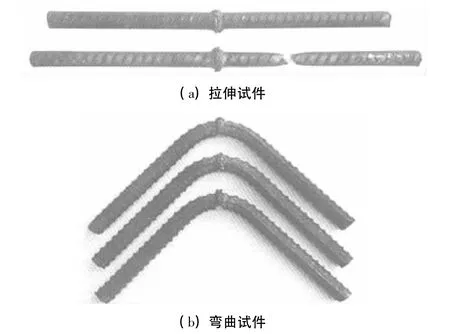
图1 HRB400E抗震钢筋闪光对焊拉伸和弯曲试件
3.4 实物认证
2010年3月经国家钢筋生产许可证办公室现场审核确认,安钢HRB400E抗震钢筋生产工艺、技术装备、产品检验、质量保障体系等达到了国家抗震钢筋生产要求。
4 结语
1)安钢在现有工艺装备条件下,采用钒氮微合金化工艺已研制生产出近3万多吨HRB400E抗震钢筋,现已正常批量生产,其钢筋成分稳定,性能可靠,完全符合国标GB1499.2-2007对抗震钢筋的技术要求。
2)合理控制抗震钢筋的化学成分及轧制工艺参数,确保轧材组织及尺寸负偏差的稳定性,是生产HRB400E抗震钢筋的关键。
3)新的建筑规范已经发布实施,抗震钢筋的市场需求量将日益加大,同时,使用优质安全的建筑材料,提高建筑物的工程质量,是关系到社会长治久安、居民安居乐业的百年大计。安钢抗震钢筋的成功研发,具有一定的社会意义。
[1] 谢仕柜.应加速推进我国高强钢筋的发展.轧钢,2000,17(3):9-11.
[2] 樊晓雷,王学忠,徐守亮.400 MPa级钢筋的抗震性能研究.四川冶金,2008(6):28-31.
