大型龙门机床方滑枕加工工艺
2013-10-11汉川机床集团有限公司陕西汉中723003徐秋红
汉川机床集团有限公司 (陕西汉中 723003) 张 荣 徐秋红
我公司生产的HGMC3050大型龙门加工中心方滑枕(见图1、图2)是大型龙门机床的关键零件,零件外形呈长方体,内腔有多处深孔,它替代机床主轴箱体、尾部箱体,从结构上起定位支承主轴及延长主轴(即Z轴)伸出的作用,因此零件的制造精度要求很高。
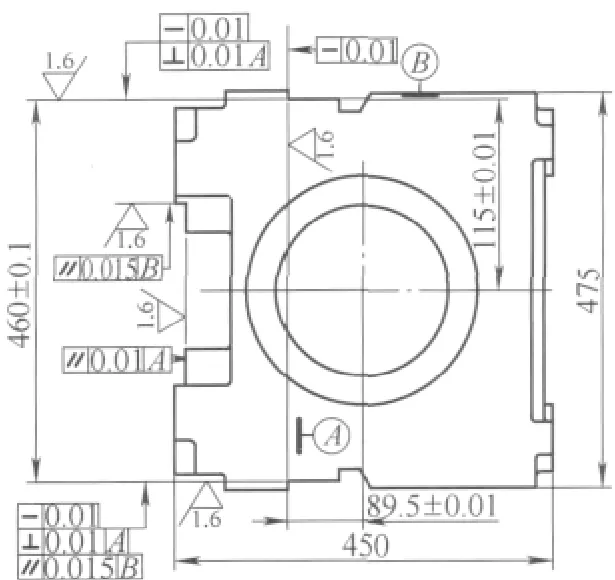
图1 截面形状
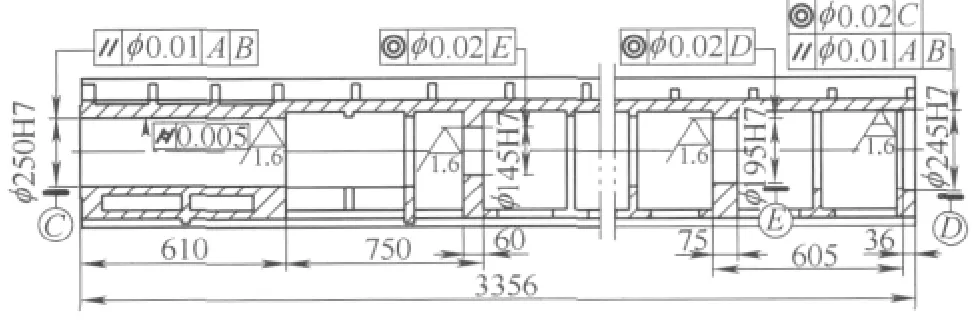
图2 内腔深孔
1.加工需求分析
方滑枕毛坯材料为HT300,铸件采用树脂砂造型,与滑座之间的移动采用滑动导轨配合,其主要要求如下:
(1)铸件不得有砂眼、气孔、缩松、裂纹等铸造缺陷,铸件需时效处理,硬度不低于190HBW。
(2)两导轨大面直线度长向0.01mm,相互平行度0.015mm;两导轨立面直线度长向0.01mm,与导轨大面垂直度0.01mm。
(3)丝杠座大面与两导轨立面平行度0.01mm,立面与导轨大面平行度0.015mm。
(4)主轴孔φ250H7及电动机孔φ245H7与导轨大面、立面平行度0.01mm,与轴承孔φ145H7、φ195H7孔同轴度0.02mm。
(5)各重要面表面粗糙度值均为Ra=1.6μm。
(6)由于方滑枕为外露件,四周表面粗糙度值为Ra=0.8μm,不允许有划伤。
2.工艺方案的重点、难点
通过对方滑枕零件的结构和加工需求分析可以得出工艺重点及难点如下:
(1)导轨面是丝杠座、中间孔系的基准,如何保证两条导轨面较高的形位公差是加工难点之一。
(2)中间孔系的加工,特别是主轴孔、轴承孔、电动机孔的同轴度要求及φ145H7轴承孔深孔加工是难点,是工艺方案重点考虑的地方。
(3)由于方滑枕的精度直接影响机床的精度,因此保证方滑枕的精度稳定性也是工艺方案考虑的重点。
3.确定工艺方案
根据工艺方案的确定原则,结合我公司设备及工艺习惯,确定方滑枕加工工艺流程为:铸造毛坯→粗加工四周及导轨面→粗镗中间孔系→热时效→半精加工四周及导轨面→半精镗中间孔系→振动时效→半精加工四周及导轨面→半精镗中间孔系→振动时效→油漆→精磨四周边→精铣导轨面→精镗中间孔→检验入库。
(1)在方滑枕加工过程中,安排三次时效处理,一次热时效,两次振动时效,充分消除铸件在铸造时产生的应力和加工过程中产生的残余应力,防止铸件变形和产生裂纹,保证方滑枕加工后尺寸及形位公差的稳定性。
(2)粗加工时安排两道工序,由于热时效产生的变形大,因此在五面体龙门加工中心上粗铣四周及导轨面等留量6mm,在落地式镗床上粗镗中间孔系各孔单边留量7mm。
(3)安排两次半精加工,第一次四周及导轨面留量3mm,各孔单边留量3mm;第二次四周留精磨量0.5mm,导轨面、丝杠座面留精铣量0.8mm,中间各孔单边留量1mm,其余不重要面加工成形,充分消除加工过程中产生的残余应力。
(4)精加工时,先在导轨磨床上精磨四周边,要求各面平行度垂直度不大于0.015mm,然后以450mm尺寸左面为基准(见图1),在日本大隈高精度五面体加工中心上一次装夹精铣两导轨面及丝杠座面。精镗孔放在意大利帕玛落地式镗铣加工中心上进行,为了保证中间孔系的同轴要求,需设计一套专用镗模。
(5)精磨后安排了精铣及精镗两道工序,为了保证方滑枕的外观质量,在转运及装夹加工过程中要特别注意不得划伤外表面。
通过以上分析,确定了方滑枕工艺方案的可行性及加工工艺流程的正确性,按照以上加工工艺流程,能够满足大型龙门机床对方滑枕的各项精度要求。
4.中间孔系镗孔时的专用镗模
方滑枕中间孔系如图2所示,其中两端头φ250H7、φ245H7、φ195H7孔孔深都小于等于610mm,精镗时可采用镗轴悬伸加单刃精镗刀加工。中间φ145H7孔孔深1360mm,粗镗时可采用镗轴悬伸加加长镗刀杆加工,精镗时加长镗杆两端支承,用浮动镗刀进行加工,镗孔时使用专用镗模,其简图如图3所示。该专用镗模以方滑枕450mm尺寸右面为基准(见图1),用一导轨大面及3356mm尺寸前端定位,用压板将方滑枕压紧在镗模上。
在图3中,A面平面度≤0.01mm,孔Ⅰ、Ⅱ、Ⅲ同轴度≤0.01mm,孔Ⅰ、Ⅱ、Ⅲ轴线与A、B面平行度≤0.01mm,A、B面垂直度≤0.01mm,B、C面平行度≤0.01mm。
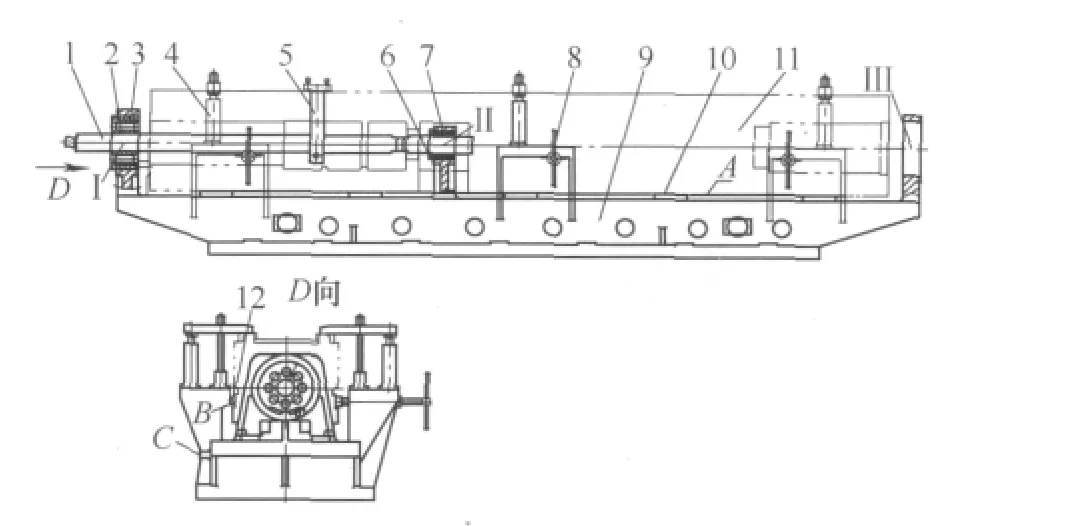
图3 专用镗模
加工时,利用挤紧组件8将方滑枕在专用镗模上定位后用压板压紧,加长镗杆1镗套2先不装,整体吊运至落地式铣镗加工中心PAMA SPEEDRAM 2000工作台上,在立柱全行程内找正C面≤0.005mm后压紧。甩表找底套3的中心即为φ250H7孔中心,装单刃精镗刀精镗成φ250H7孔。卸下精镗刀,装入镗套2、加长镗杆1,在加长镗杆1上装浮动镗刀精镗成φ145H7孔。卸掉加长镗杆1,工作台旋转180°,拉表验证C面≤0.005mm,如不合适可调整,甩表找正孔Ⅲ的中心即为φ245H7、φ195H7的中心,装入单刃精镗刀镗成φ245H7、φ195H7孔。
由于镗孔直径及镗孔深度大,镗杆长度比较长,为了减少镗杆变形,镗杆直径设计为φ100mm,质量较大,并且镗杆与镗套配合间隙小,为0.008!0.012mm;镗杆在方滑枕内不可见,装镗杆时比较困难,因此设计镗模时增加了辅助支承5,该组件为滚动结构,高、低可调整,可方便镗杆装入。
需要注意的是,φ145H7孔加工完后无法测量,因此需要设计对刀块进行对刀来保证该孔的尺寸精度。
5.结语
方滑枕的加工在大型龙门机床的制造中占有很重要的地位。通过对HGMC3050龙门机床方滑枕工艺方案的研究,制定了合理的加工工艺流程及具体的加工工艺,经过加工验证,满足机床设计的总体要求,为HGMC系列龙门机床的批量生产创造了有利条件,也为其他使用方滑枕的机床制造提供了参考依据。
