HXD2系列货运机车从动齿轮减重孔切割加工
2013-10-09铁道部驻大同机车车辆验收室山西037038魏世明
铁道部驻大同机车车辆验收室 (山西 037038) 魏世明
河南郑州机械研究所 (450001) 关 鹤 祁华伟 刘守雨 周 伟
1.概述
为提高我国铁路客货运输能力,推进铁路技术装备现代化,中国北车集团大同电力机车先后引进和自主研发了HXD2系列大功率重载交流传动货运电力机车。该型系列机车的驱动单元在设计时,为严格控制机车轴重以保证机车和轨道的综合运行性能,在其辐板上增加了8个φ130mm的减重孔(未加减重孔其重量为500kg,加后重量为440kg),其结构如图1所示。

图1 HXD2系列机车驱动单元从动齿轮结构
为降低从动齿轮的加工难度,提高其加工工艺性,本文对比了从动齿轮8个φ130mm减重孔的几种加工方法,确定了最优加工方案为火焰切割留量精镗铣,并针对实际状况提出了相应的改善措施。
2.从动齿轮减重孔加工方法的对比
由于机车齿轮要求较高的可靠性和安全性,故为保证从动齿轮的技术特性和使用要求,从动齿轮的减重孔最终应为冷加工表面状态。
由此,从动齿轮8个φ130mm去重孔有以下三种加工方法,加工中心铣削加工、数控镗床镗铣加工、火焰切割+精镗,他们的加工效率、加工经济性对比如表1所示。
从上述对比可知:三种加工方法中,火焰切割+精镗加工时长最短、经济性最好,故在实际加工过程中作为优先方案。
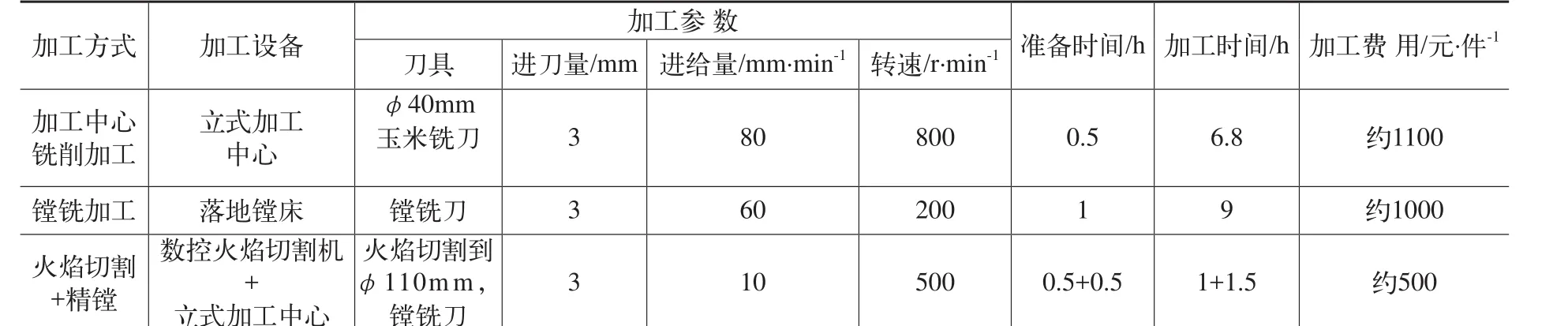
表1 三种加工方法对比
3.火焰切割过程易产生的缺陷
(1)割缝补偿k不稳定,工件切割存在偏差 从理论上讲,一个工件的切割程序确定且给定割缝补偿k后,设备切割时的运行轨迹是一定的,切割出的零件尺寸就是固定的,而实际切割出的零件是存在一定偏差的。刚切割时被切割件的温度接近室温,由于切割速度很快,尤其当工件较小时,使得切割完成时工件还未来得及升温和热膨胀,或者有局部的升温,但热膨胀也受到了工件周围室温状部分的约束,所以此时切割的零件尺寸比较精确。但随着被切割件切割区域的增多,热量的不断输入,工件的温度不断升高,热膨胀量也不断增大,此时工件体积就发生了变化(由于工件在不同温度下产生的热膨胀量不同),从而需要对割缝补偿k加以修正(增加热膨胀补偿量△t );否则当切割轨迹不变时,被切割工件冷却后体积就会缩小,尺寸同样变小。
(2)工艺参数偏差 除火焰切割存在割缝补偿k不稳定,致工件切割存在偏差的问题外,还会由于工艺参数的偏差产生相关切割缺陷(见表2)。
此外由于HXD2系列货运机车从动齿轮辐板板较厚(需切割部位厚度为44~53mm),火焰切割时还存在以下难点:①预热处工件上、下部受热不均匀,如果操作不当,切割时往往不能沿厚度方向顺利穿透而造成切割失败。②由于工件较厚,燃烧反应沿厚度方向传播需要一定时间,且越到切口下部,切割氧流动量越小、纯度越低,故使后拖量增加。③熔渣多,切割氧流排渣能力减弱,容易在切口底部形成熔渣堵塞,使正常切割过程遭到破坏。
4.提高从动齿轮切割孔精度及质量的措施
切割气体、切割速度、火焰类型及预热火焰能效等是影响火焰切割质量的关键因素,为提高从动齿轮减重孔切割质量,我们针对上述要素提出以下改善措施。具体如下:
(1)切割氧气纯度和切割氧气压力 第一,切割时所用氧气要有较高的纯度,一般要求在99.5%以上。氧气纯度每降低0.5%,火焰切割速度就会降低10%左右;如果氧气纯度降低0.8%~1%,不仅切割速度下降15%~20%,而且割缝也随之变宽,切口下端挂渣多并且清理困难,切割断面质量亦明显变差,气体消耗量也随着增加。为保证较高的生产效率和切割质量,在从动齿轮减重孔切割时要求氧气纯度≥99.7%。

表2 切割表面缺陷和原因分析
第二,切割时氧气压力不宜过低,同时也不能过高。当氧气压力过低时,切割过程中的氧化反应将减慢,切割的氧化物熔渣吹不掉,同时割缝背面形成难以清除掉的熔渣粘结物,甚至不能把工件割穿。当氧气压力增大时,氧流量相应增加,此时能够切割的工件厚度增加,但随着压力增大到一定值,切割厚度也将达到最大值。切割氧气压力对切割速度的影响如图2所示。由表3和实际切割试验可知,从动齿轮的切割时要求的氧气压力为0.7MPa。

表3 不同切割厚度推荐氧气压力值

图2 切割氧气压力与切割速度的影响
(2)选择250mm/min的切割速度 切割速度与工件厚度、割嘴形式有关,一般随工件厚度增大而减慢(见表4)。切割速度必须与切口内金属的氧化速度相适应。切割速度直接影响到切割过程的稳定性和切割端面质量。切割速度太慢会降低生产效率,使切口上缘熔化塌边,下边缘产生圆角、切割断面下半部分出现水冲状的深沟凹坑等;反之,太快则后拖量过大,使切割断面出现凹陷和挂渣等质量缺陷,严重的甚至割不透,造成切割中断。时采用了火焰切割加余量精镗铣的加工方案。为尽可能提高切割质量,以减少精镗铣余量并兼顾切割效率,在实际切割时选用的切割速度为250mm/min。

表4 数控切割速度的推荐值
(3)选择中性焰切割及13L/min的预热火焰能效 第一,通过调整氧乙炔的比例可以得到三种切割火焰,即:中性焰(即正常焰)、氧化焰和还原焰,三种切割火焰类型如图3所示。
中性焰是在还原区没有自由氧和活性炭,有三个明显的区域,焰芯有明显的轮廓(接近于圆柱形)。其焰芯温度为1000℃,还原区温度达3000℃,外焰即完全燃烧区温度在1200~2500℃.
氧化焰是在氧气过剩的情况下产生的,氧化焰的温度高于中性焰,如果使用氧化焰进行切割,将会使切割质量明显的恶化。
还原焰是在乙炔过剩的情况下产生的。
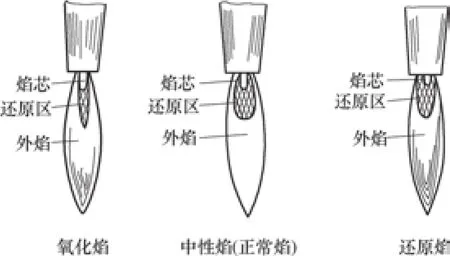
图3 切割火焰类型
根据大齿轮的辐板厚度和减重孔加工精度的要求,选择使用的是中性焰。
第二,预热火焰能效与切割速度、切口质量关系密切。随着被切割工件厚度的增大和切割速度的加快,火焰能效需增加。在切割时,预热火焰能效要恰当,若火焰太强(尤其在切割厚板时),金属燃烧产生的反应热增大,加快了对切割点前沿预热能力,这样就会对切口上边缘严重熔化塌边;反之,若预热火焰较弱,工件得不到足够能量,迫使切割速度降低,甚至造成切割过程中断。表5为火焰能效与工件厚度的关系

表5 氧乙炔预热火焰能效与工件厚度的关系
由于从动齿轮材料为18CrNiMo7-6,其合金元素含量较高,燃点较高,所以选择的预热火焰能效为13L/min。
5.切割余量的选择
为保证从动齿轮的使用性能和技术要求,对其减重孔火焰切割时留冷机械加工余量。火焰切割热影响区宽度5~6mm,同时为弥补割缝的不规则性,在实际火焰切割时留单边10mm的机加工余量,即减重孔火焰切割直径为110mm。
为验证机加工余量能够保证火焰切割热影响区完全去除,在减重孔加工到φ128mm时取铁屑和试块,进行化学成分、力学性能和金相组织分析,其结果和原齿坯材料试验对比相同,符合原材料技术指标。
6.结语
通过上述措施,在实际生产中获得了较好的火焰切割质量,从而大大提高了HXD2系列机车驱动单元从动齿轮8个φ130mm减重孔的加工效率,并降低了其加工费用。实践证明,以上措施为从动齿轮大批量生产提高效率和节约成本奠定了基础。
