铝合金车体用型材、板材火焰矫正探讨
2013-10-09南车南京浦镇车辆有限公司江苏210031
南车南京浦镇车辆有限公司 (江苏 210031) 吴 斌
1.概述
铝合金制品具有质量轻、耐腐蚀性好、外形美观等优点,已成为高速列车和轨道交通车辆的首选材料。由于铝合金热导率高、线膨胀系数比钢大,焊后极易出现变形失稳现象,对于尺寸精度要求较高的轨道车辆铝合金车体,能否成功地进行焊后变形矫正,就成为控制产品质量的关键。
轨道车辆铝合金车体各部件由不同截面的型材、板材组焊而成,不论是单个零件的成形加工还是组焊加工,往往由于工艺控制措施不当而引发变形,难以满足最终外形尺寸要求。为弥补变形带来的尺寸误差,需选用恰当、合理的矫正工艺来使工件达到期望的形状。铝合金车体制造过程中一般采用火焰矫正、机械矫正和复合矫正的方式对变形件进行矫正,矫正方法的选择取决于工件变形的程度、现场条件、成本、周期和人员操作技能等各方面因素,各企业一般根据自身条件而制定不同的矫正工艺,不拘一格,但都是在不降低工件的结构强度,保证不影响工件质量的前提下进行的。本文针对铝合金车体用型材和板材,主要探讨火焰矫正在型材、板材变形控制中的应用。
2.火焰矫正原理
火焰矫正就是用火焰对金属局部进行快速加热,使其产生压缩塑性变形,冷却后该区域金属发生收缩,利用此收缩产生的变形来抵消因焊接产生的残余变形的矫正方法。铝合金型材、折弯件的矫正方法,取决于构件的变形程度及矫正的复杂程度,冷调法即压力矫正法适用于简单截面的型材、折弯件的矫正方式,而复杂截面的铝合金型材、折弯件的矫正则须选用热调法(火焰矫正或复合矫正方式)。通过选用合理的矫正方法,利用铝合金型材、折弯件的内应力进行收缩和拉伸,从而产生新的变形抵消原有的变形,使铝合金型材、折弯件矫正后的零部件符合标准要求。
3.火焰矫正前的准备工作
(1)气体和工具的选择 火焰矫正所选用的气体,利用可燃气体与助燃气体混合燃烧所释放的热量作为热源。目前常用的是乙炔(或丙烷)和氧气混合燃烧,氧乙炔火焰温度为3000~3500℃,而氧-丙烷的火焰温度为2000~2850℃。
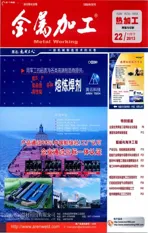
火焰矫正加热用的烤炬,一般可采用焊炬代替,也有特制的烤炬,目前常用的为射吸式焊炬,射吸式焊炬结构如图1和图2所示。烤炬和烤嘴的规格要根据被矫正的铝合金型材和板材区域大小、板厚及矫正时间等进行合理选择。
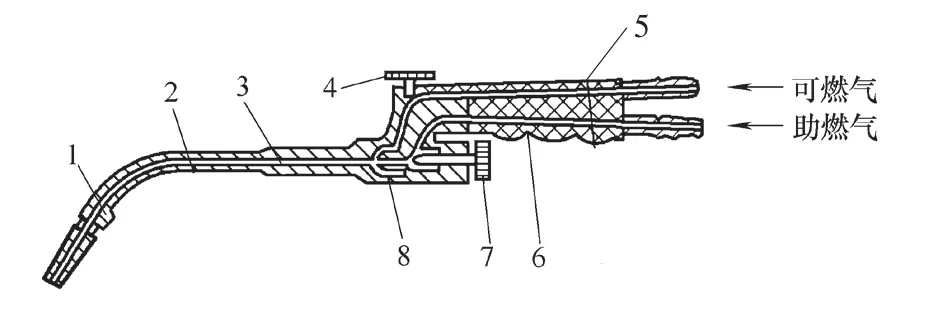
图1

图2 射吸式焊炬
(2)变形情况分析 火焰矫正前,首先要分析铝合金型材、板材的变形情况,确定构件的变形特征和变形量,选用正确的加热温度,加热方式和加热时间是确保矫正质量的重点。
部分结构简单的铝合金型材和板材可以通过冷调做简单处理就能达到规定要求。也可以在组焊过程中选用合适的焊接接头形式和焊接参数,选用合理的焊接顺序来避免和减少变形。但总有部分变形是预见不到的,在组焊时由于零部件的组装间隙过大、坡口的角度不完全符合图样要求等其他原因都会造成焊接变形。焊接变形有角变形、翘曲、扭曲和波浪等,一旦焊接过程中控制不好,必然会有这样那样的变形存在。同时焊接的内应力抑制了组焊好的零部件的外形状态,从而在零部件的外形方面就出现了扭曲、弯曲、翘曲的现象。确定好了零部件的变形情况就能很好的选择铝合金型材和板材的合理加热温度、方式和加热时间,或者直接通过简单的冷调就能顺利的完成变形的矫正。
4.火焰矫正的基本操作方法
(1)加热方式的选择 火焰矫正加热的主要方法有点状加热法、线状加热法和三角形加热法。
点状加热主要适用于薄板、波浪变形的矫正,尤其适用于铝合金板材波浪变形和局部凹凸变形的加热矫正。采用多点加热,加热点呈梅花状均匀分布,加热点直径≥15mm,两点间距在50~100mm。当板厚或变形量大时,可适当增大加热点直径并减小点与点之间的距离,点状加热法示意如图3所示。
线状加热是火焰在构件上沿直线、曲线和环形的连续加热方法,被加热构件上的加热面积呈现一条较窄的带状。线状加热分为直线加热、环形加热(螺旋形)、曲线加热(波浪形)三种基本形式,线状加热示意如图4所示。线状加热特别适合于薄板、中厚板的波浪变形、角变形和弯曲变形的加热矫正。线状加热的宽度一般为厚度的0.5~2倍,具体应根据构件的变形情况和板厚选择,如加热宽度太大,极易引起构件局部翘曲变形。

图3 点状加热

图4 线状加热示意
三角形加热是火焰在构件上加热为三角形面积的方法,主要适用于铝合金型材、板材的中厚板的弯曲变形矫正,用于矫正较大的变形。三角形加热的方向,一种是由三角形顶向平行于底边线状加热,另一种是由底边且平行于底边线状加热至顶点,加热方式示意如图5所示。
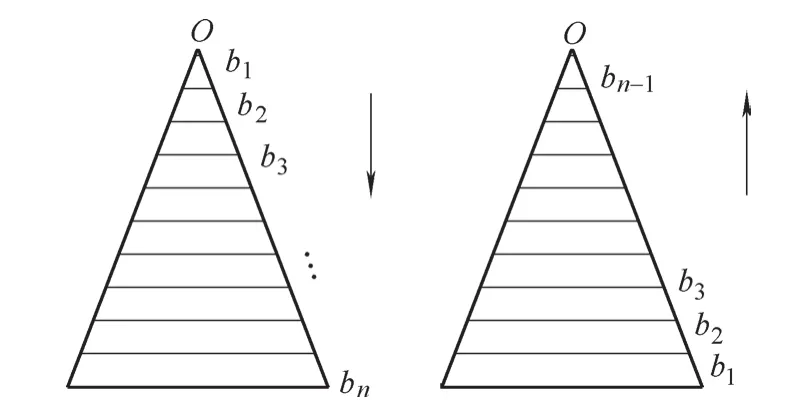
图5 三角形火焰矫正示意
(2)火焰加热的位置与温度选择 铝合金矫正火焰一般使用中性焰,焰心距工件2~4mm,烤嘴与工件的角度约为80°~ 90°,此时,火焰的利用率最高,热量最集中。矫正过程中,操作者应十分注意加热表面构件温度的高低,如发现温度过高,可调整焰心距加热面的距离或火焰与加热面的角度,可使火焰倾斜,降低加热面的温度。铝合金型材与板材烤火的速度控制在60~70cm/min,对应不同材质、不同厚度的铝合金型材和板材应采取不同的加热温度,使用各温度等级的温度笔划线做好温度控制,严禁在烤火时烤嘴停留同一区域时间过长,防止过烧现象。图6和图7分别为火焰矫正操作模式示意和各种火焰形式。
图6 焊后火焰矫正操作模式示意
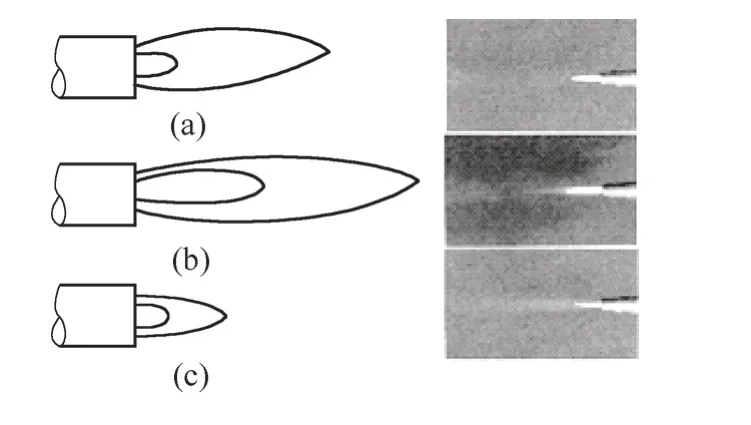
图7 各种火焰形式
(3)选用合理的冷却方式 火焰矫正的冷却方式通常有两种:一种是空气中冷却,简称空冷;另一种是喷水冷却,简称水冷。不同材质的铝合金加热温度和冷却方式,如附表所示。
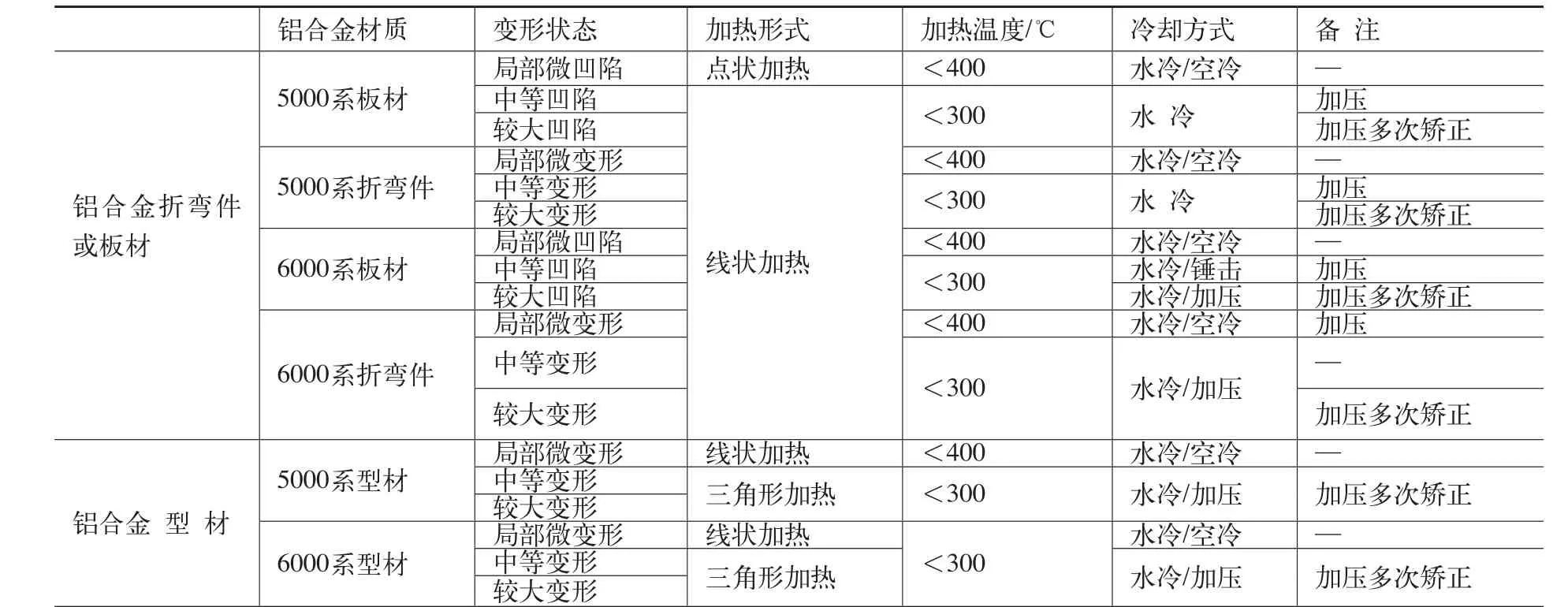
火焰矫正冷却方式
5.结语
火焰铝合金板材型材矫正,在生产中应用效果非常好。采用火焰矫正不仅减少和消除了焊接变形,降低了生产成本,提高了产品的合格率,而且避免了焊接内应力的残存,提高了产品的焊缝质量,有利于铝合金铆焊车体和铝合金全焊接车体各部位的焊接变形矫正修复。