涂料印花织物的耐摩擦色牢度评定
2013-09-27黄玉华罗艳辉蒲宗耀吴晋川胡于庆
黄玉华,罗艳辉,蒲宗耀,吴晋川,胡于庆
(1.四川省纺织科学研究院,四川成都 610072;2.四川益欣科技有限责任公司,四川成都 610072)
众所周知,织物耐摩擦色牢度的好坏与人们的生活息息相关。在我国,GB 18401—2010《国家纺织产品基本安全技术规范》已强制实施。其中对纺织品的摩擦色牢度提出很高的要求,A类纺织品(婴幼儿纺织品)耐干摩擦牢度≥4级,B类纺织品(直接接触皮肤的纺织品)耐干摩擦牢度≥3级,C类纺织品(非直接接触皮肤的纺织品)耐干摩擦牢度≥3级。
纺织品耐摩擦色牢度试验方法是测定纺织品的染色牢度方法之一,也是纺织品色牢度的重要考核指标之一。其目的是测定纺织品的颜色对摩擦的耐抗力及对其他材料的沾色,通过沾色色差评级来反映纺织品耐摩擦色牢度质量的优劣。目前,国内纺织品摩擦牢度适用的标准是GB/T 3920—2008《纺织品色牢度试验耐摩擦色牢度》,评定织物的耐摩擦色牢度是看色布经过摩擦后标准白布上的沾色情况,但是,在实际应用中发现,对于涂料印花织物,仅仅依靠评定沾色程度不能代表该类织物的真实摩擦色牢度。
涂料印花与染料印花不同,涂料印花的主体是涂料和黏合剂,完全靠高分子黏合剂将各色涂料和纤维粘接在一起,在纤维表面形成稳定、坚固的薄膜来获得所需的印花图案[1-3]。由于黏合剂种类的不同,黏合剂分子和纤维间的相互作用也不同,纺织品在摩擦力作用下的褪色也不同[4-5]。纺织品的摩擦褪色是在摩擦力的作用下使织物上的染料或颜料转移而引起的,尤其对于湿摩擦牢度而言,水介质的作用对黏合剂分子和纤维间的相互作用影响更大[6]。在测定涂料印花织物的耐摩擦色牢度时,织物经摩擦后(干摩或者湿摩擦),如果白布上的沾色很少,而色布上的掉色很严重,只是没有沾到白布上(即印花织物摩擦前后的色差较大),纺织品经摩擦力作用后,标准白布的沾色程度与织物摩擦后的褪色程度就会不一致,从而造成摩擦牢度评级的误差及摩擦色牢度好的假象。
本文通过选取不同的黏合剂和应用工艺,以摩擦后标准白布沾色程度和色布经摩擦后的褪色程度(通过评定织物摩擦后的褪色色变)来综合评定涂料印花织物的耐摩擦色牢度,考察涂料印花织物的褪色程度对摩擦色牢度评定的重要性。
1 织物耐摩擦色牢度评定标准
耐摩擦色牢度的标准主要包括:美国纺织化学家及染色家协会标准(AATCC 8—2007)、日本标准工业协会标准(JIS L 0849 2004)、国际标准化组织标准(ISO 105-X12:2001)、涂层织物的英国标准(BS 3424-14—1985《涂层织物试验——方法16(湿摩擦和干摩擦色牢度及印花耐磨损性的测定方法)》以及我国的适用标准GB/T 3920—2008《纺织品色牢度试验耐摩擦色牢度》。
AATCC 8—2007《耐摩擦色牢度:AATCC摩擦测试仪法》中测试评定的指标是白布片上的沾色牢度。评级步骤为:1)用透明胶带轻轻粘去摩擦白布片上的松散绒毛。2)用3层未使用过的摩擦白布片垫于待评定的摩擦白布片之下,参照AATCC标准沾色灰卡评定摩擦小白布的沾色等级。AATCC评级是用彩色转移样卡或沾色灰度样卡对白色方布的沾色进行评级。美标灰卡比国标灰卡浅,色鲜艳、偏绿,评级结果偏好。
ISO 105-X12:2001《纺织品 色牢度试验 第X12部分:耐摩擦的颜色牢度》标准的评级步骤为:1)用3块纯棉摩擦白布做托底;2)用沾色灰尺评级(ISOA01:1994 条款13)。
JIS L 0849—2004《耐摩擦色牢度试验方法》修改采用ISO 105-X12:2001《纺织品 色牢度试验 X12部分:耐摩擦色牢度》(英文版),白布沾色评级依照JIS L 0801。
GB/T 3920—2008修改采用 ISO 105-X12:2001(英文版),根据ISO 105-X12:2001重新起草。其评级步骤为:1)在被评摩擦布的背面放置3层摩擦布;2)在适宜的光源下,用GB/T 251——2008《纺织品色牢度试验 评定褪色用灰色样卡》来评定摩擦布的沾色级数。
关于耐摩擦色牢度的评定标准都只是针对标准白布的沾色程度来判断纺织品的耐摩擦色牢度,对色布在摩擦后的褪色程度的评定没有关注。各个标准之间的差异只是评定沾色级数的方法或者是评级所采用的标准色卡不一致,所以,本文仅以国内目前测试纺织品耐摩擦色牢度适用的GB/T 3920—2008中的方法为依据对涂料印花织物的摩擦色牢度进行测定。
2 试验部分
2.1 材料与仪器
织物:经纬纱线密度为28 tex×28 tex;经纬密度为304根/10cm×252根/10cm;幅宽为114cm,纯棉平布。符合GB/T 3920—2008规定要求的标准棉白布。
材料:黏合剂、增稠剂,四川益欣精细化工有限责任公司生产;涂料色浆,双流天府精细化工有限公司生产;蒸馏水等。
仪器:X-Rite 8000系列积分球式分光光度计(美国X-Rite爱色丽);赛多利斯BS系列电子天平(北京赛多利斯仪器系统有限公司);Y571L染色摩擦色牢度仪(莱州市电子仪器有限公司);RCMP 2000磁棒印花机(正琦印染机械制造厂)。标准沾色用灰色样卡和标准褪色用灰色样卡。
2.2 测试方法
2.2.1 白布沾色的测定
根据GB/T 3920—2008,在Y571L染色摩擦色牢度仪上测试白布沾色程度,并用GB/T 251—2008进行评级。同时将摩擦的白布沾色布样在X-Rite 8000系列积分球式分光光度计上进行测色,求得沾色白布与标准白布的色差值。色差值越大,说明沾色越严重,沾色牢度越差。
2.2.2 色布褪色的测定
根据GB/T 3920—2008,在Y571L染色摩擦色牢度仪上测试褪色程度,并用GB/T 250—2008进行评级。同时用X-Rite 8000系列积分球式分光光度计测试色布摩擦前后的色差值。色差值越大,说明摩擦后掉色越严重,褪色色变越大。
3 结果与讨论
在摩擦过程中,试样表面的纤维毛羽经摩擦作用后容易脱落,脱落的纤维经润湿后在往复摩擦中更容易纠缠,继而形成小球,小球脱落转移到了棉布上[6-8];另外,样品润湿后,样品表面的涂料更容易发生转移,一部分转移到标准白布上,一部分摩掉的涂料滞留在样品表面[9]。
3.1 湿摩擦色牢度的评定
通过选择不同的黏合剂和不同工艺条件(烘干及焙烘工艺条件),测试各个涂料印花布样经过摩擦后的色布变色和白布沾色色差值,同时,进行白布沾色评级和色布褪色评级。
工艺配方:黏合剂用量为15g,蓝涂料用量为10g,增稠剂用量为3.75g,水用量为71.25g。
黏合剂①~⑧号,平行印花4组,每组编号依次为1#~8#、9#~16#、17#~24#、25#~32#。
其中:1#~8#试样的处理工艺为印花→100℃烘干→测湿摩擦色牢度;9#~16#试样的处理工艺为印花→100℃烘干→150℃ ×2 min焙烘→测湿摩擦色牢度;17#~24#试样的处理工艺为 印花→100℃烘干→180℃ ×1 min焙烘→测湿摩擦色牢度;25#~32#试样的处理工艺为印花→100℃烘干→放置1周→测湿摩擦色牢度。
测试结果见图1及表1。
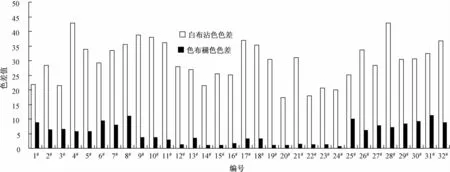
图1 色差值比较Fig.1 Comparison of color difference values
从图1可看出,白布沾色色差值的趋势与色布褪色色差值的趋势并不完全一致,即织物湿摩擦后白布沾色色差值小的其色布褪色色差值并不一定小。例如 1#、3#、4#、5#、12#、13#、16#、19#、21#、25#、28#、32#,所以在考察色布的湿摩擦牢度指标时,如果只考察标准白布上的沾色情况,容易造成测定牢度与样品实际牢度的偏差。建议综合考察标准白布沾色和样品色布的褪色情况,避免产生假象。
从表1的评级结果来看:标准白布的沾色评级趋势与色布褪色评级的趋势也不完全一致,即织物湿摩擦后白布沾色等级高的其褪色等级不一定高。
3.2 干摩擦色牢度影响的评定
从3.1看出,以上4种工艺条件下都存在白布沾色和色布褪色不一致的情况,故选择其中1种工艺条件考察使用11种不同黏合剂印花的织物的干摩擦色牢度,看其是否也有以上现象。
工艺配方为:黏合剂用量15g,蓝涂料用量10g,增稠剂用量3.75g,水用量71.25g。试样编号依次为1*~11*。
工艺条件:印花→100℃烘干→150℃ ×2 min焙烘→测干摩擦色牢度。
测试结果见表2。从中可看出,1*~3*,6*~8*,11*的干摩白布沾色等级均为3级,从色布褪色上看,8*、11*为4~5级,2*、6*、7*为4级,1*、3*为3~4级,与干摩后的色布褪色情况不一致。4*、5*、9*、10*的干摩白布沾色等级均为3~4级,但是4*、5*、9*干摩后色布褪色均为4级,10*为4~5级,其中4*、5*、9*的白布沾色与色布褪色情况一致。
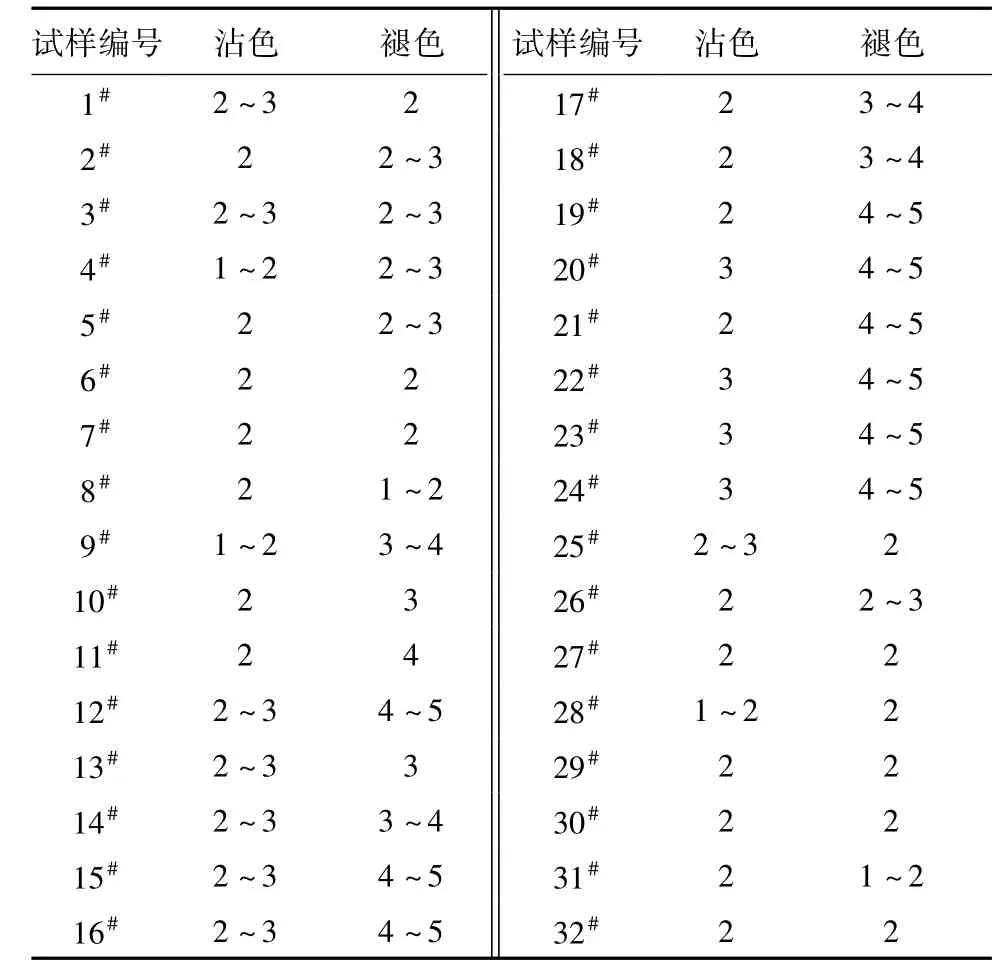
表1 湿摩擦色牢度灰色样卡评级结果Tab.1 Results of wet rubbing color fastness on grey scale rating 级
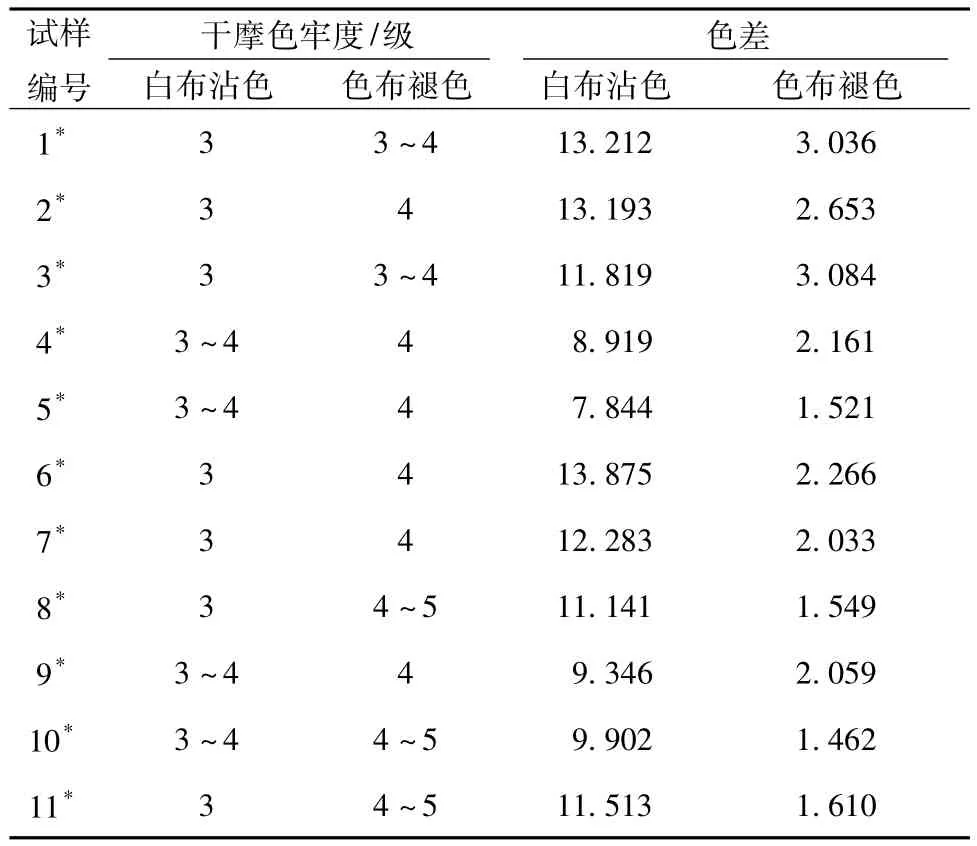
表2 不同黏合剂对干摩擦色牢度影响试验结果Tab.2 Results of dry rubbing color fastness on different adhesives
从表2中的色差值测定结果来看:3*、8*、11*的白布沾色色差基本一致,但是色布褪色色差8*为1.549,与11*的1.610基本一致,而3*为3.084,差异较大。9*与10*的白布沾色色差9*比10*小,但是色布褪色色差9*比10*大。其余的1*、2*、4*、5*、6*、7*为干摩沾色色差值大,色布褪色色差值也大。即涂料印花织物的干摩擦牢度测试结果同样表明:织物干摩擦后白布沾色的色差值及白布沾色评级与干摩擦后色布褪色的色差值及色布褪色评级的顺序有时一致,有时不一致,甚至差异较大。
造成涂料印花织物摩擦后白布沾色与原样褪色不一致的原因可能是:涂料印花与普通染料染色或染料印花不同,染料染色或染料印花是染料进入纤维内部或者是染料分子与纤维发生化学结合,从而使纤维带上颜色;而涂料印花或涂料染色是利用黏合剂的粘接作用,在纤维织物表面形成一层高分子薄膜,使织物拥有丰富多彩的色泽及图案[11-12],所以,在摩擦力作用下,染料染色布或染料印花布摩擦掉的可能主要是以纤维和染料分子[8],而涂料印花或涂料染色布可能主要是以黏合剂与涂料等形成的高分子皮膜。所用黏合剂种类不同,在织物表面形成的皮膜也不同。有的黏合剂的皮膜不容易沾到白布上,有的黏合剂的皮膜容易沾到白布上。故对涂料印花织物来说,织物表面的褪色程度也应该作为摩擦色牢度评定的重要影响因素之一。
4 结语
涂料印花与普通染料染色或染料印花不同,黏合剂与纤维间的作用力不同,在织物表面形成的薄膜也不同,经摩擦力作用后的褪色程度也会不同。在测定涂料印花织物摩擦色牢度时,摩擦后的标准白布沾色色差值最小,白布沾色等级最高,对应的色布在摩擦力作用后的褪色色差值不一定最小,色布褪色等级不一定最高。即色布表面摩擦掉的颜色不一定全部沾到标准白布上,尤其是经配色仪测试的色差值差异有时还很大。
对于涂料印花织物,现行标准中只对沾色程度进行评定的方法对织物耐摩擦色牢度的评定不够准确。建议在测试涂料印花织物耐摩擦色牢度时同时评定经摩擦后标准白布的沾色等级(或色差值)以及色布的褪色变色等级(或色差值),综合2个指标来评价织物的摩擦色牢度的好坏。
本文主要以GB/T 3920—2008为依据研究了涂料印花织物的耐摩擦色牢度测定,对于其他织物,如染料印花织物、涂料染色织物以及染料染色织物等没有涉及。下一步将参考 AATCC、ISO 105-X12、JIS L 0849—2004等标准,对涂料印花织物以及其他染色或印花织物进行研究与探讨,看是否存在类似现象。
[1]马红霞,李耀仓.涂料印花环保黏合剂的研究进展[J].化学与生物工程,2010,27(9):13-16,20.MA Hongxia,LIYaocang.Research progress of environment-friendly adhesive of pigment printing[J].Chemistry& Bioengineering,2010,27(9):13-16,20.
[2]余晓红,郑绍成,许施施,等.环保型涂料印花黏合剂的研制[J].浙江化工,2010,41(7):14-17.YU Xiaohong,ZHENG Shaocheng,XU Shishi,et al.Environmental friendly development of pigment printing adhesive[J].Zhejiang ChemicalIndustry, 2010,41(7):13-17.
[3]马红霞,李耀仓.新型环保涂料印花黏合剂的研究进展[J].中国胶粘剂,2010,19(10):47-50.MA Hongxia,LI Yaocang.Research progress of new environment-friendly adhesives for pigment printing[J].China Adhesives,2010,19(10):47-50.
[4]王宏丽.提高涂料大红FFG织物印花摩擦牢度[J].染整技术,2004,26(3):47-48.WANG Hongli.Improve the printing rubbing fastness of the coating red FFG fabric[J].Textile Dyeing and Finishing Journal,2004,26(3):47-48.
[5]于枫.涂料印花摩擦色牢度差的原因及解决方法[J].现代商检科技,1994,4(1):19-21.YU Feng.Pigment printing friction fastness difference causes and solutions[J].Modern Commodity Inspection Science and Technique,1994,4(1):19-21.
[6]葛媛,闵洁,朱泉,等.涂料印花摩擦牢度的影响因素[J].印染,2009(17):34-36,46.GE Yuan,Min Jie,ZHU Quan,et al.Factors impacting on rubbing fastness of pigment prints[J].Dyeing &Finishing,2009(17):34-36,46.
[7]张传熊,周雪平,冯文.摩擦色牢度沾色成因的分析[J].中国纤检,2011(8):56-57.ZHANG Chuanxiong,ZHOUXueping,FENGWen.Study on the reason for transferred color by rubbing[J].China Fiber Inspection,2011(8):56-57.
[8]张敖兰,陆必泰.影响活性染料湿摩擦牢度的因素及改进措施分析[J].纺织科技进展,2010(1):55-57.ZHANG Aolan,LU Bitai.Fastness to wet crocking of reactive dyes[J].Progressin TextileScience &Technology,2010(1):55-57.
[9]王维江.提高棉、涤棉涂料印花的摩擦牢度[J].印染,2002,28(11):21.WANG Weijiang.Enhancing the rubbing fastness of pigment printing of cotton,cotton/polyester fabrics[J].Dyeing & Finishing,2002,28(11):21.
[10]张艳军,邓东海,龚军,等.湿摩擦牢度提高剂 DM-2588 应用工艺[J].印染,2007(24):35-37.ZHANG Yanjun,DENG Donghai,GONG Jun,et al.Application of agent DM-2588 for enhancement of wet rubbing fastness[J].Dyeing & Finishing,2007(24):35-37.
[11]雷琳,吴明华,袁艳,等.有机颜料微胶囊在涂料印花中的应用[J].纺织学报,2010,31(8):97-102.LEI Lin,WU Minghua,YUAN Yan,et al.Application ofmicroencapsulated organic pigment to pigment printing[J].Journal of Textile Research,2010,31(8):97-102.
[12]董俊哲,房宽俊,张霞,等.GMA改性聚丙烯酸酯黏合剂的应用[J].纺织学报,2007,28(7):62-64.DONG Junzhe,FANG Kuanjun,ZHANG Xia,et al.Application of glycidyl mechacrylate modified polyacrylate binder[J].Journal of Textile Research,2007,28(7):62-64.
